Изобретение относится к переработке полимерных материалов, а именно к этажной технологической оснастке для литьевого прессования реактопластов.
Целью изобретения является повышение производительности и снижение металлоемкости.
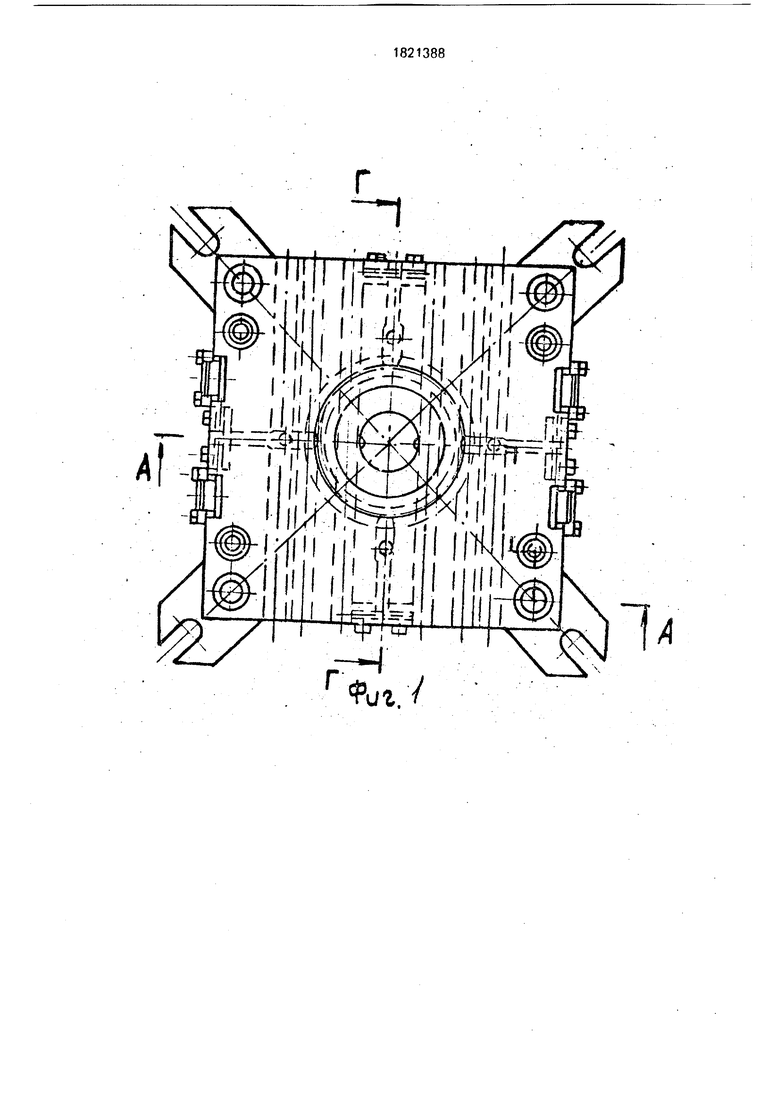
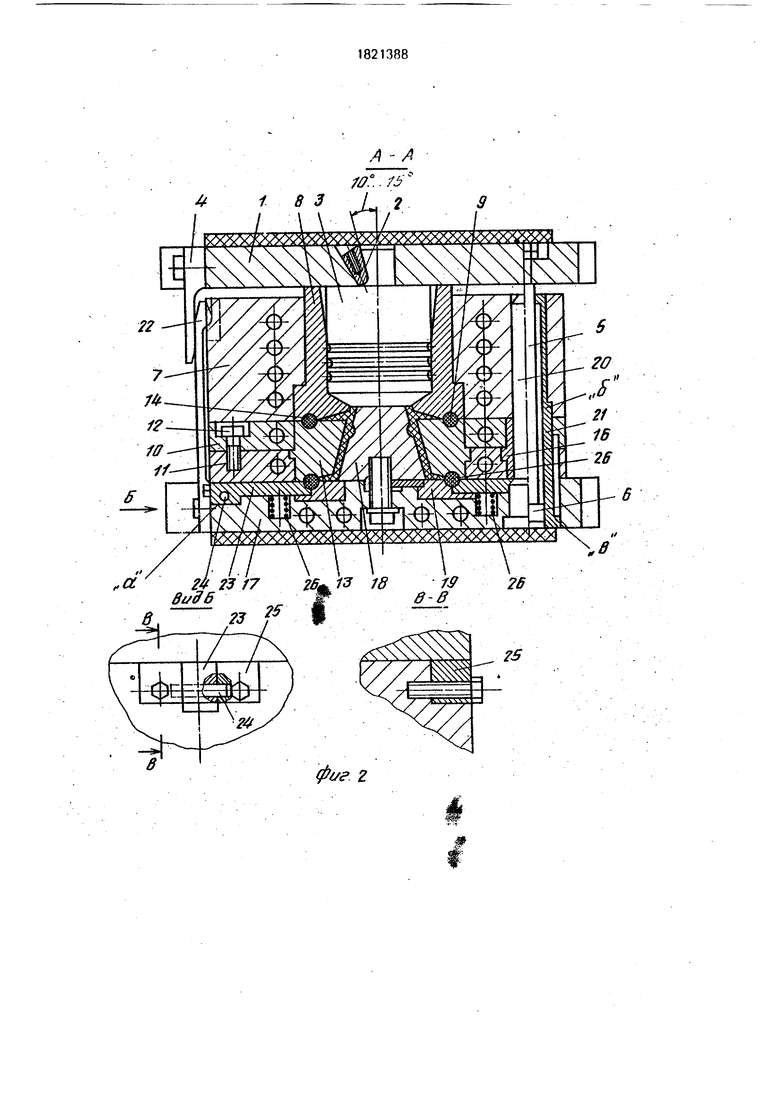
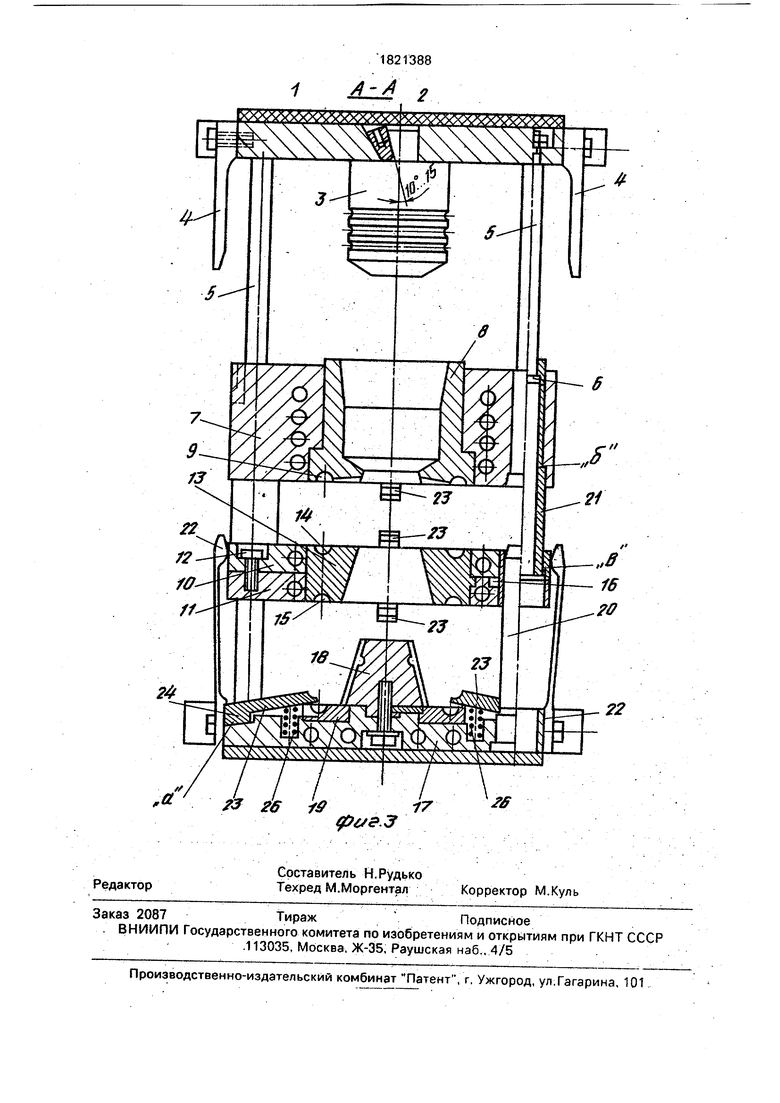
На фиг. 1 изображен вид в плане, пресс- форма литьевого прессования без подвижной плиты с поршнем: на фиг, 2 - разрез А-А на фиг. 1 (пресс-форма в положении окончания цикла литьевого прессования); на фиг. 3 - разрез А-А на фиг. 1 (пресс-форма в момент окончания полного раскрытия пресса и выталкивания готовых изделий).
Пресс-форма литьевого прессования изделий из реактопластов содержит подвижную плиту 1, соединенную посредством клина 2 с поршнем 3, планки 4 и тяг 5 с буртами 6 на свободных концах. Плита обогрева 7 соединена с загрузочной камерой 8,
которая совмещена с формующей плоскостью 9. В плитах 10 и 11 скрепленных болтами 12 установлена матрица 13 с двумя формующими полостями 14 и 15, расположенными на противоположных плоскостях. В плитах 10 и 11 установлены направляющие втулки 16. В неподвижной плите 17, закрепленной на столе пресса (на чертеже не показан), установлены рассекатель 18, матрица 19, колонки 20, гильза 21, скобы 22 и рычажные выталкиватели 23. Выталкиватели 23 установлены на осях 24 и соединены посредством опор 25 с плитами 7, 1D, 11, 17 и подпружинены пружинами 26. Рычажные выталкиватели 23 установлены в пазах плит 7, 10, 11, 17. В этих же плитах под рычажны- Ми выталкивателями 23 установлены пружины 26. В пазах плит 7. 10, 11, 17, предназначенных для установки выталкивателей 23 выполнены скосы а. Величина скоса назначается из расчета поворота вы00
го
GJ СО 00
талкивателя 23 на оси 24 под действием пружины 26, достаточного для съема изделия и исключения выпадения пружин 26 из мест установки в плитах 7, 11 под действием силы тяжести. Клин 2 одной из своих сторон, расположен под углом 10°-15° к продольной оси поршня 2, а для обеспече ния демонтажа снабжен резьбовым отверстием. Количество и порядок размещения выталкивающих узлов по поверхности плит 7.10,11,17устанавливается из потребности диктуемой конструкцией и размерами изделия, а также с учетом размещения других деталей и систем пресс-формы. Скоба 22, представляет собой плоскую пружину, нижним, своим концом жестко связана с плитой 17. Верхняя часть скобы 22 взаимодействует с планкой 4 и упором в плите обогрева 7, тем самым лишая плиту 7 возможности преждевременного движения вверх до момента выхода поршня 3 из загрузочной камеры 8.
Пресс-форма литьевого прессования работает следующим образом.
Перед началом работы пресс-форма сомкнута по всем плоскостям разъема. Поднимают подвижную плиту 1 с поршнем 3 и открывают загрузочную камеру 8, а остальные две плоскости разъема остаются закрытыми. Взвешенную порцию полимерного материала высыпают в загрузочную камеру 8 и движением вниз подвижной плиты 1 с поршнем 3 выдавливают нагретый полимерный материал по литниковым каналам рассекателя 18 в матрицы 9, 15 и формующие полости 13,19. После необходимой технологической выдержки пресс-форму раскрывают, при этом планки 4, закрепленные на подвижной плите 1, принудительно прижимают выступы скоб 22 к уступам плит обогрева 7. К моменту выхода поршня 3 из загрузочной камеры 8 планки 4 выходят из контакта со скобами 22. Продолжая движение вверх, подвижная плита 1, посредством тяг 5 с буртами 6 захватывает гильзу 21, которая своими верхними уступами б и нижним уступом в взаимодействует с плитой обогрева 7 и плитой 10, заставляя их двигаться вверх. Плоскости разъема между плитами 7 и 10, 11 и 17 раскрываются образуя свободное пространство. В момент раскрытия плит 7, 10, 11, 17 рычажные выталкиватели 23 под действием пружин 26
принудительно поворачиваются на осях 24 до упора в скосы а, каждый со своей стороны плоскости разъема, выталкивая готовое изделие, части литниковой системы и
другие пресс-остатки. После обслуживания пресс-форму готовят к следующему циклу. Для этого необходимо опустить ползун пресса с подвижной плитой 1 до момента смыкания плит7и10,11и17оставивоткрытой загрузочную камеру 8, в которую загружают очередную порцию полимерного материала. Затем цикл повторяют.
Использование предлагаемой конструкции пресс-формы литьевого прессования, в сравнении с прототипом, обеспечит следующие преимущества:.
- упрощение конструкции, а значит уменьшение трудоемкости за счет применения выталкивателей в виде подпружинен- ных рычагов установленных на осях, а также за счет применения клина для крепления поршня к плите, при меньшем количестве деталей входящих в состав конструкции;
- уменьшение металлоемкости при
уменьшении габаритов пресс-формы по высоте за счет применения выталкивателей в виде подпружиненных рычагов, установленных на осях, и за счет применения клина для крепления поршня к подвижной плите;
- увеличение съема изделий за счет уве- . личения количества этажей для формования изделий.
Формула изобретения Пресс-форма для литьевого прессования, содержащая подвижную плиту с размещенным на ней поршнем, плиты обогрева с загрузочной камерой, разъемные матрицы, устройство для разъема плит, средства для выталкивания, отличающаяся тем,
что, с целью повышения производительности и снижения металлоемкости, она снабжена крепёжным элементом поршня в виде клина, подвижная плита по оси выполнена со сквозным отверстием, в котором размещен хвостовик поршня и клин, причем хвостовик поршня со стороны клина имеет скос под углом к продольной оси пресс-формы, равным 10-15°, а средства для выталкивания выполнены в виде установленных на
осях подпружиненных рычагбв, в обогреваемых плитах по обе стороны плоскости разъема матриц выполнены пазы, в которых установлены оси с рычагами.
ОС
со со
CN
00
ts
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок литьевого прессования | 1980 |
|
SU927511A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Блок литьевого прессования дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835772A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Пресс-форма для изготовления полимерных изделий с арматурой | 1982 |
|
SU1047723A1 |
| Стационарная пресс-форма для изготовления изделий из реактопластов | 1990 |
|
SU1810289A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
Использование: в переработке полимерных материалов, а именно, в создании многоэтажной технологической оснастки для литьевого прессования реактопластов., Сущность изобретения: пресс-форма, содержащая подвижную плиту с размещенным на ней поршнем, плиты обогрева с загрузочной камерой, разъемные матрицы, устройство для разьема плит, средства для выталкивания, дополнительно снабжена крепежным элементом поршня в виде клина, подвижная плита по оси выполнена со сквозным отверстием, в котором размещен хвостовик поршня и клин, причем хвостовик поршня со стороны клина имеет скос под углом к продольной оси пресс-формы, равным 10-15°, а средства для выталкивания выполнены в виде установленных на осях подпружиненных рычагов, в обогреваемых плитах по обе стороны плоскости разьема матриц выполнены пазы, з которых установлены оси с рычагами. 3 ил.
| Пантелеев А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс, М.: Машиностроение, 1986, с.347,фиг | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
