Изобретение относится к переработке реактопластов и может быть использовано в оснастке для безоблойного изготовления изделий со стальной арматурой, с глубокими и глухими отверстиями методом литьевого прессования.
Цель изобретения - повышение надежности работы пресс-формы за счет предотвращения проворачивания поршня при свинчивзнии его со штоком гидропресса.
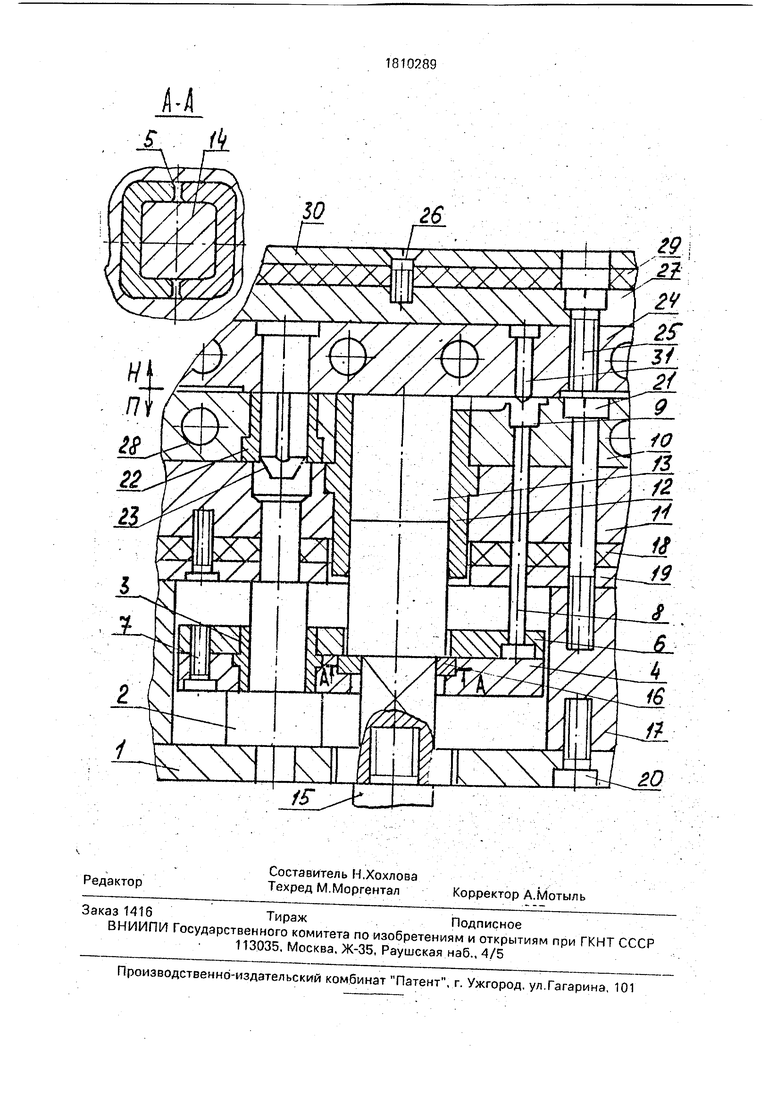
На чертеже изображена стационарная npecc-фбрма для изготовления изделий из реактопластов в сомкнутом положении, показан продольный разрез пресс-формы, проходящей через направляющие колонки 2 и 23, центральную загрузочную камеру 12, толкатель 8, изделие 9 и крепежные винты
20, 21, 25, В сечении А-А показана деталь 16, выполненная в виде двух съемных квадратных скоб.
Пресс-форма содержит нижнюю крепежную плиту 1, с запрессованной в ней направляющей колонкой 2, связанной с втулкой 3, установленной в плитах толкателей 4 и 6, связанных между собой винтом 7. В нижней плите 4 системы выталкивания 8 по оси выполнено отверстие 5 квадратной формы. В,плите 6 установлены толкатели 8 изделий 9, оформляющихся в матрице 10, от прогиба которую поддерживает опорная плита 11. через которые проходит центральная загрузочная камера 12, по которой фиксируется и движется центральный поршень 13, который со стороны гидропресса до
00
о ю с ю
разъема плит 4 и б системы выталкивания выполнен с лысками с образованием квадратной формы поперечного сечения 14. Центральный поршень 13 со стороны гидропресса размещен между двумя повторяющими профиль сечения скобами 16, размещенными в отверстии 5 нижней плиты А системы выталкивания с возможностью самостоятельного движения центрального поршня 13 совместно с плитами 4 и 6 вверх или вниз. Плиты 4 и 6 толкателей 8 расположены между двумя брусьями 17, которых, в свою очередь, отделяют от опорной плиты 11 асбоцементная плита 18 и металлическая прокладка 19. Неподвижная часть пресс- формы, показанная на фиг. 1 стрелкой Н, а подвижная - стрелкой П, скреплена винтами 25 и 26. Для ориентировки и жесткой фиксации подвижной и неподвижной частей формы в матрице 9 установлена направляющая втулка 22, по которой,скользит направляющая колонка 23, запрессованная в пуансон 24, свинченный с крепежной плитой 27. Во избежание передачи тепла, создаваемого темами 28 на гидропресс (на фиг. 1 не показано) предусмотрено крепление асбоцементной доски 29, связанной посредством прокладки 30 и винта 26 с -.репежной плитой 27. Для оформления отверстия в получаемом изделии 9 предусмотрен знак 31, соориентированный и установлен в пуансоне 24.
Стационарная пресс-форма для изготовления изделий из реактопластов работает следующим образом.
Пятикратный объем пресс-материала на получаемое изделие 9 загружают в загрузочную камеру 12, происходит смыкание подвижной (П) и неподвижной (Н) частей формы, предварительно погретых темами 28 до рабочей температуры (180 - 210°С) а зависимости от применяемого пресс-материала. Выполнение центрального поршня 13 со стороны гидропресса до разъема плит системы выталкивания с лысками с образованием квадратной формы поперечного сеченияпозволяет произвести последовательно два хода поршня: сначала шток гидропресса 15 приводит в поступательное движение вверх поршень 13 до упора своим нижним буртом в плиту толкателей 4, что и обеспечивает заполнение реактопластом формообразующей полости 9 в матрице 10. При завершении этапа выдержки происходит размыкание пресс-формы, при этом подвижная ее часть (П - как показано
на фиг. 1 стрелкой П) отводится гидропрес- сом вверх (фиг. 1). Далее шток гидропресса 15 вновь движет вверх поршень 13, который в свою очередь, нижним буртом движет плиты толкателей 4 и 6. Таким образом, посредством толкателей 8 происходит одновременное выталкивание всех изделий 9 и пресс-остатка посредством торца поршня 13. Выталкивание завершилось. Штоку 15 задают обратный ход, шток 15 движется
вниз до упора своим верхним торцом в скобы 16, установленных в плитах толкателей 4 и 6 и устанавливают последние вместе с толкателями 8 в исходное положение до упора на направляющей колонке 2.
Предлагаемая конструкция пресс-формы обеспечивает более надежную работу пресс-формы за счет предотвращения проворачивания центрального поршня при свинчивании его со штоком гидропресса и
простоту сборки нижней части формы. Формула изобретения Стационарная пресс-форма для изготовления изделий из реактопластов, содержащая нижнюю крепежную плиту с
запрессованной в ней направляющей колонкой, нижнюю загрузочную камеру, центральный поршень, закрепленный на свободном конце штока гидропресса и размещенный в загрузочной камере с возможностью перемещения в ней, систему выталкивания с верхней и нижней плитами и толкателями изделий, плиту матрицы, пуансон, свинченный с крепежной плитой знак, оформляющий отверстие в изделии,
отличающаяся тем, что, с целью повышения надежности работы пресс- формы .за счет предотвращения проворачивания поршня при свинчивании его со штоком гидропресса, поршень со стороны
гидропресса до разъема плит системы выталкивания выполнен с лысками с образованием квадратной формы поперечного сечения, в нижней плите системы выталкивания по оси выполнено отверстие квадратной формы, а поршень размещен между двумя повторяющими профиль сечения скобами, размещенными в отверстии плиты.
/М
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная прессформа компрессионного прессования | 1975 |
|
SU552203A1 |
| Прес-форма для литьевого прессования | 1990 |
|
SU1821388A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| Пресс-форма для совместного прессования реактопластов и резины | 1986 |
|
SU1323405A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Пресс-форма для изготовления поли-МЕРНыХ издЕлий | 1979 |
|
SU844344A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1992 |
|
RU2050220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
Использование: в останстке для безоб- лойного изготовления изделий из реактопластов со стальной арматурой, с глубокими и глухими отверстиями методом литьевого прессования. Сущность изобретения: в стационарной пресс-форме, содержащей нижнюю крепежную плиту с запрессованной в ней направляющей колонкой, нижнюю загрузочную камеру, центральный поршень, закрепленный на свободном конце штока гидропресса и размещенный в загрузочной камере с возможностью перемешения в ней, систему выталкивают с верхней и нижней плитами и толкателями изделий, плиту матриц, пуансон, свинченный с крепежной плитой знак, оформляющий отверстие в изделии. Поршень со стороны гидропресса до разъема плит системы выталкивания выполнен с лысками с образованием квадратной формы поперечного сечения. В нижней плите системы выталкивания по оси выполнено отверстие квадратной формы, а поршень размещен между двумя повторяющими профиль сечения скобами, размещенными в отверстии плиты. Т ил. (Л С
| Демин Е | |||
| Н | |||
| Справочник по пресс-формам, - Лёниздат, 1967, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Каталог-справочник Технологическая оснастка для холодной штамповки, прессования и литья под давлением | |||
| - М.: НЙИИн- форммаш, 1967, ее | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Пресс-форма для пластмасс.. | |||
