При организации работы какого-либо промышленного предприятия по методу непрерывного потока широкое применение имеет бесконечный конвейер, вдоль которого расположены рабочие места для последовательного выполнения на них соответствующих операций над изделиями, подаваемыми к месту обработки движущейся конвейерной лентой.
Применение непрерывно движущегося конвейера имеет в данном случае своей целью, во-первых, непрерывную подачу подлежащих обработке изделий, а во-вторых, ограничение продолжительности рабочей операции на каждом рабочем месте, т. е. создание принудительного ритма работы, что в конечном итоге приводит к повышению производительности труда и увеличению выпуска продукции.
Правильная работа конвейера зависит от загрузки его подлежащими обработке изделиями через вполне определенные промежутки времени, называемые тактом, и от выполнения рабочей операции на каждом рабочем месте также в строго определеннь Й промежуток времени, называемый ритмом, по истечении которого рабочий должен закончить обработку изделия, положить его
(411
на конвейер и взять с последнего новое изделие. В простейшем случае, когда каждая операция выполняется на одном рабочем месте и ритмы всех операций равны между собою, выполнение указанных условий правильной работы конвейера не представляет особых затруднений, так как об окончании рабочей операции на каждом рабочем месте будет сигнализировать приближающееся к нему на ленте конвейера изделие. В тех же случаях, когда число рабочих мест больше числа операций, т. е. когда одна и та же операция выполняется сразу на нескольких рабочих местах, причем ритмы отдельных операций в общем случае могут быть не равны между собою, работа конвейера приобретает неорганизованный характер, так как продолжительность рабочих операций на каждом рабочем месте будет всецело зависеть от индивидуальных особенностей того или иного рабочего, которому никакие внешние признаки не указывают на необходимость окончания операции, так как в этом случае на ленте одновременно будет находиться целый ряд изделий, направляющихся к различным пунктам обработки.
Предлагаемое изобретение имеет целью устранение указанных недостатков работы конвейера путем применения приспособления для автоматического указания моментов подачи изделий на конвейер и окончания операции на каждом рабочем месте вдоль конвейера.
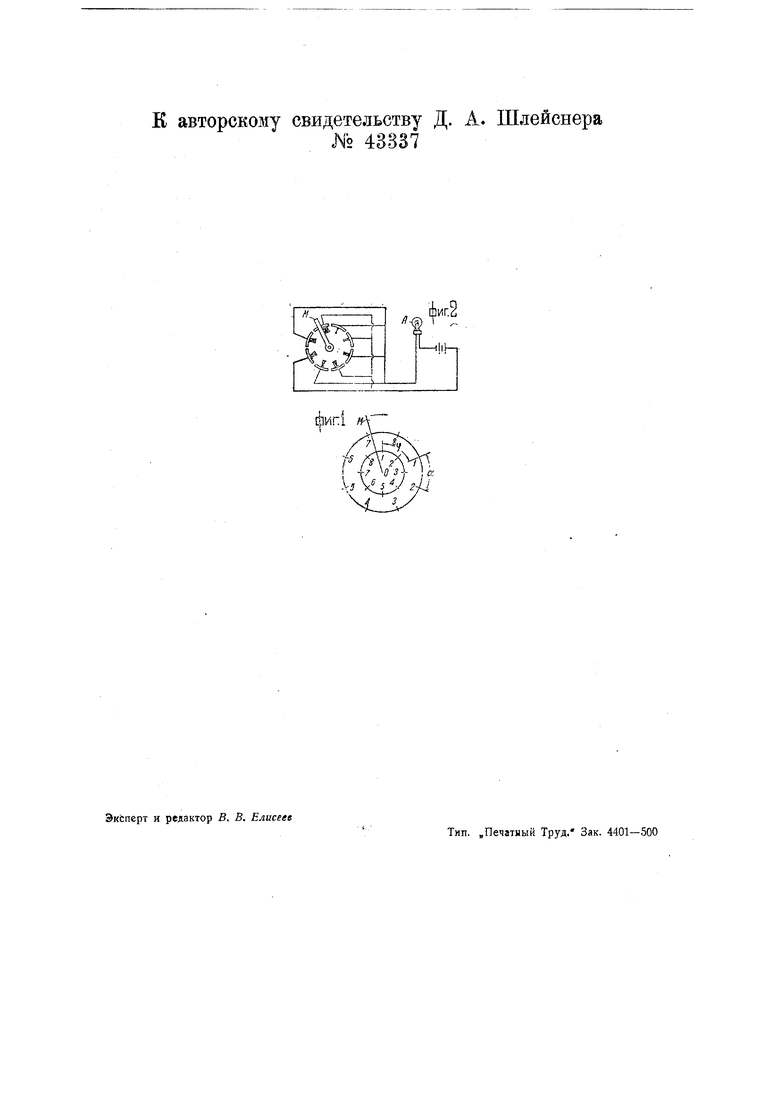
На схематическом чертеже фиг. 1 изображает контактный диск предлагаемого приспособления - вид сбоку; фиг. 2 - общий вид приспособления.
На оси О насажен стержень ОМ, приводимый в равномерное вращение, например, посредством часового механизма и скользящий по контактным сегментам I, 11, 111..., каждая смежная пара которых соединена с разноименными полюсами электрического тока, в цепь которого включено сигнальное приспособление у рабочего места, например, электрическая лампочка А.
Когда вращающийся контактный стержень касается одновременно двух контактных сегментов, перекрывая соответствующий зазор 1, 2, 3... между ними, цепь электрического тока замыкается и приводит в действие сигнальное приспособление - в данном случае зажигает сигнальную лампочку А.
Для указания моментов подачи изделий на конвейер одна такая сигнальная лампочка устанавливается у загрузочного конца конвейера. Эта лампочка должна вспыхивать через промежутки времени, равные такту.
Время от момента подачи какоголибо изделия на конвейер в загрузочном пункте до момента снятия его с конвейера в сбрасывающем пункте, называемое циклом конвейера, слагается из времени, потребного на передвижение изделия между указанными пунктами, и времени потребного на обработку изделия на всех промежуточных рабочих местах. Если одновременно с первым изделием подать на конвейер следующее изделие и пропустить его, не сжимая, мимо всех рабочих мест до сбрасывающегоконца, то не трудно видеть, что второе изделие придет в сбрасывающий пункт раньше первого на отрезок времени, равный продолжительности обработки изделия на всех рабочих местах конвейера, т. е- на величину ритма конвейера. Отсюда следует, что промежуток времени между двумя циклами равен ритму конвейера, вследствие чего время полного оборота контактного стержня ОМ также должно быть принято равным ритму конвейера. Так как далее изделия подаются на конвейер для каждого рабочего места через промежутки времени, равные такту, то не трудно видеть, что ритм конвейера укладывается в промежуток времени, равный произведению такта на число всех рабочих мест (не считая места загрузки). Вследствие изложенного число контактных сегментов 1, 11, 111... соответствует числу рабочих мест конвейера.
Концентрично с первым контактным диском, предназначенным для сигнализации моментов подачи изделий на конвейер, расположен ряд контактных дисков по числу рабочих мест конвейера, каковые контактные диски предназначаются для сигнализации моментов времени окончания обработки на данном рабочем месте одного изделия и начала обработки другого изделия.
Так как между подачей первого изделия на конвейер и приходом его к первому рабочему месту проходит известное время, зависящее от скорости движения ленты конвейера и расстояния между пунктом подачи изделия, то первый контактный сегмент для данного рабочего места должен быть сдвинут в сторону враш,ения контактного стержня ОМ на угол , величина которого определится из соотношения:
360 . I
ср..
vt
где / - расстояние между пунктом подачи изделий на конвейер и первым рабочим местом;
v - скорость движения ленты конвейера;
t - время полного оборота контактного стержня, равное ритму конвейера.
Так как все последующие изделия будут поступать на данное рабочее место через промежутки времени, равные ритму данного рабочего места, то положение соответствующих контакт:«ых сегментов определится углом а, величина которого
360 . Г
а
t
где Т-ритм данного рабочего места, t-ритм конвейера.
Аналогичным образом строятся контактные окружности для каждого рабочего места конвейера. При равномерном вращении контактного стержня ОМ последний будет через известные промежутки времени замыкать цепь электрического тока, заставляя зажигаться на соответствующих рабочих местах сигнальные лампочки, указывающие рабочему момент окончания операции над одним изделием и начала обработки другого изделия.
Изменяя скорость вращения контактного стержня ОМ, можно в известных пределах регулировать ритм конвейера и его пропускную способность, причем вследствие того, что такое изменение скорости вращения, контактного стержня можно производить весьма постепенно, например, на доли секунды в день, то ускорение ритма конвейера практически можно сделать неощутимым на рабочих местах.
Предмет изобретения.
1. Приспособление для автоматического указания моментов подачи изделий на конвейер и окончания операции на каждом рабочем месте вдоль конвейера при работе непрерывным потоком с принудительным ритмом, отличающееся применением равномерно вращающегося контакта ОМ, замыкающего через известные промежутки времени цепь электрического тока, включающего расположенные у каждого рабочего
места конвейера сигнальные приспособления.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что контакт ОМ скользит при своем вращении по неподвижным контактам 1, II, III..., попарно соединенным с разноименными полюсами электрического тока и расположенным концентрическими рядами, число которых, равно как и число контактов в каждом ряду, равно числу рабочих мест за исключением места подачи изделий на конвейер, причем контакты, расположенные в первом от центра вращения контакта ОМ. ряду, предназначены для сигнализации моментов подачи изделий на конвейер, а контакты, расположенные в последующих рядах, предназначены каждый для указания момента окончания рабочей операции на соответствующем рабочем месте.
3.Форма выполнения приспособления по пп. 1 и 2, отличающаяся тем, что контакт О/И описывает полную окружность в течение времени, равного общей продолжительности рабочих операций по обработке изделий на всех рабочих местах конвейера.
4.Форма выполнения приспособления по п. 3, отличающаяся тем, что в целях регулирования производительности конвейера скорость вращения контакта ОМ может изменяться в известных пределах.
5.Форма выполнения приспособления по пп. 1 и 2, отличающаяся тем, что первый неподвижный контакт каждого внешнего ряда сдвинут по отношению к первому контакту внутреннего ряда в сторону вращения контакта ОМ на угол, определяемый при заданной скорости вращения контакта ОМ и скорости движения конвейера продолжительностью движения изделия от места его подачи на конвейер до соответствующего рабочего места.
к авторскоз1у свидетельству Д. А. Шлейснера
№ 43337
гва
ijwZ
I-iliH

