Изобретение относится к обработке металлов и токопроводящих материалов резанием и может быть использовано при обработке изделий на универсальных и специальных станках всех уровней автоматизации в различных условиях организации производства, а также при исследовании стойкости режущего инструмента.
Известно устройство для контроля износа режущей кромки инструмента, в котором текущее значение износа режущей кромки определяется по отношению произведения силы тока и термоЭДС естественной термопары к сопротивлению контактного перехода деталь - инструмент и последующего его сравнения с заданным критическим значением (см. SU 1371786, В 23 В 25/06).
Недостатком известного устройства является низкая точность, сложность конструкции и реализации в производственных условиях эксплуатации станочного парка.
Известно также устройство для контроля износа режущих кромок инструмента в процессе резания, состоящее из резца, изолированного от массы станка диэлектрическими прокладками, в гнезде головки корпуса которого на опорной токопроводящей пластине размещена режущая пластина, электрически изолированная от опорной пластины, корпуса резца и элементов крепления, причем изолятор нанесен на поверхность опорной пластины, контактирующую с режущей пластиной, на головку корпуса резца, на упорные поверхности гнезда головки корпуса и на поверхности элементов крепления, контактирующие с режущей пластиной и выступающие из корпуса резца, и электрической цепи, размещенной между опорной пластиной и обрабатываемой деталью и содержащей соединительные провода, источник питания и сигнальную лампу (см. патент RU 2136447 С1, 04.06.98).
Известное устройство для контроля износа режущих кромок инструмента в процессе резания имеет ряд недостатков, которые по сравнению со штатной наладкой станка - когда инструмент не изолирован от его массы и не включен в электрическую цепь с обрабатываемой деталью - ухудшают условия работы инструмента, а также усложняют наладку и эксплуатацию станка. Так, изоляция корпуса инструмента от массы станка с помощью диэлектрических прокладок усложняет наладку станка, неизбежно приводит к снижению жесткости технологической системы и к смещению вершины инструмента выше оси изделия, т.е. к снижению стойкости инструмента. Для предотвращения смещения вершины инструмента требуется корректировка высотного размера его корпуса. Кроме того, известное устройство требует размещения части электрической цепи непосредственно в зоне обслуживания станка, что при ручном управлении станком существенно усложняет работу оператора.
Техническая задача, на решение которой направлено предложенное изобретение, состоит в повышении технического уровня системы контроля, повышении жесткости технологической системы и стойкости инструмента.
Указанная техническая задача решается тем, что устройство для контроля износа режущих кромок инструмента в процессе резания, содержащее электрическую цепь и резец, в гнезде головки корпуса которого на опорной токопроводящей пластине размещена режущая пластина, электрически изолированная от опорной пластины, корпуса резца и элементов крепления, причем изолятор нанесен на поверхность опорной пластины, контактирующую с режущей пластиной, на головку корпуса резца, на упорные поверхности гнезда головки корпуса и на поверхности элементов крепления, контактирующие с режущей пластиной и выступающие из корпуса, снабжено электронным сигнальным блоком для фиксации момента достижения режущей пластиной допустимого износа, включенным в электрическую цепь, которая размещена между шпинделем и корпусом станка, при этом корпус инструмента не изолирован от массы станка, причем электронный сигнальный блок для фиксации момента достижения режущей пластиной допустимого износа содержит последовательно соединенные интегратор, пороговый элемент, коммутатор и индикатор, подключенный к энергосистеме станка, и цепь заряда интегратора, состоящую из резистора и конденсатора, заземленного через соединительный провод на корпус станка, сигнальный провод от шпинделя которого соединен с цепью разряда интегратора через дополнительный резистор и упомянутый конденсатор, соединенный с выходом интегратора, при этом управляющий вход коммутатора служит входом запрета индикации.
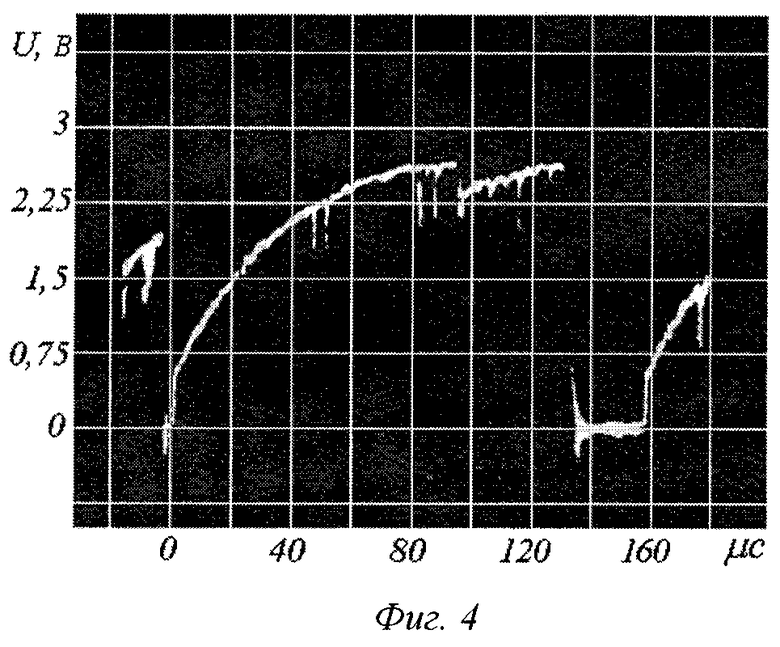
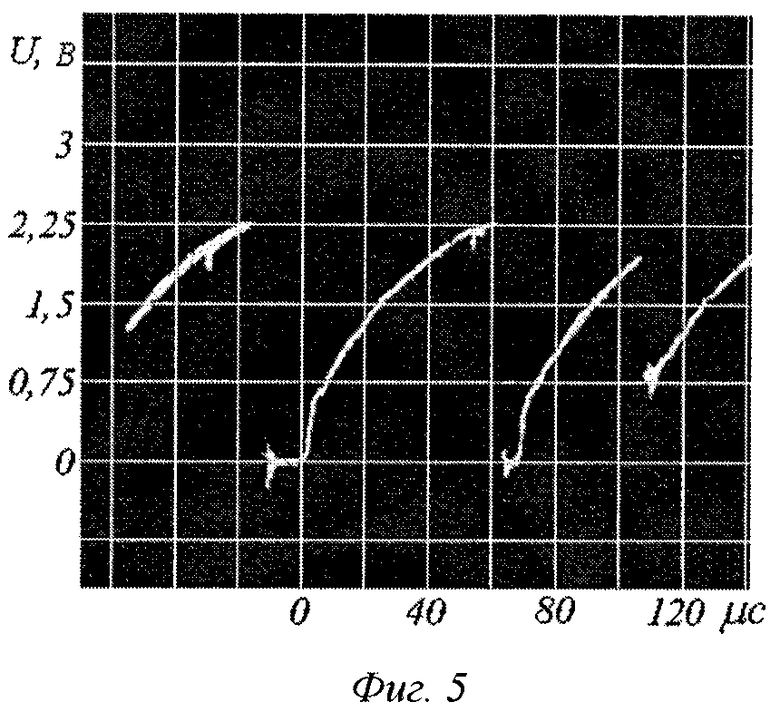
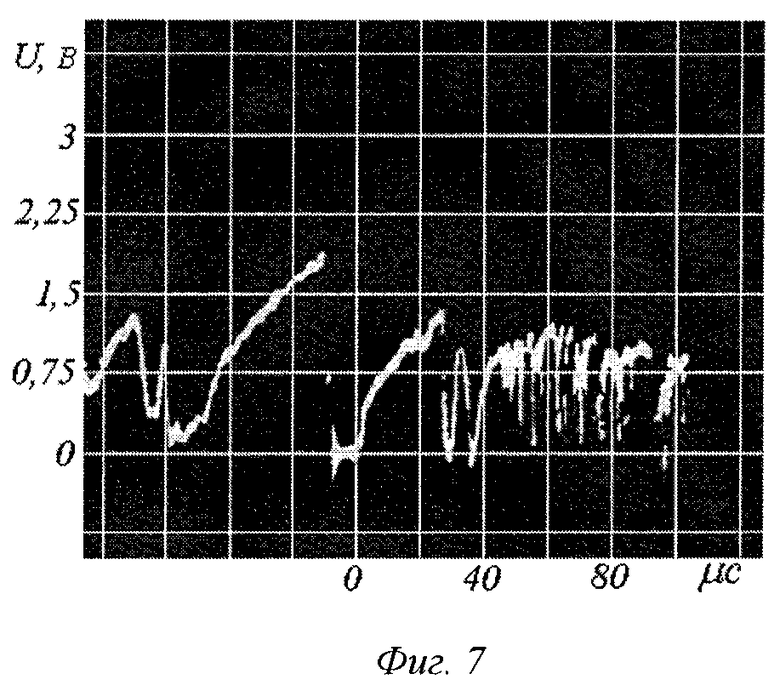
На фиг.1 представлена схема устройства; на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - схема электронного сигнального блока; на фиг.4 - фрагмент осциллограммы динамики напряжения между корпусом и шпинделем токарного станка мод. 1К62 при частоте вращения 1200 мин-1 на холостом ходу и креплении заготовки в патроне; на фиг.5 - фрагмент осциллограммы динамики напряжения между корпусом и шпинделем токарного станка мод. 1К62 при частоте вращения 400 мин-1 на холостом ходу и креплении заготовки в патроне; на фиг.6 - то же, но при креплении заготовки в патроне и заднем центре; на фиг.7 - то же, но при точении стали 35 с подачей 0,1•10-3 м и глубиной резания 1•10-3 м.
Устройство состоит из резца 1, электронного сигнального блока 2 и соединительных проводов 3. Резец для контроля износа режущей кромки в процессе резания включает в себя головку 4, в гнезде которой размещена режущая пластина 5, выполненная из любого известного инструментального материала, и опорная пластина 6, выполненная из твердого сплава или другого токопроводящего материала. Режущая пластина 5 закреплена в гнезде головки 4 корпуса резца 1 прихватом 7 посредством винта 8. Обрабатываемая деталь 9 закреплена в патроне 10, смонтированном на шпинделе 11, и заднем центре 12 станка. Шпиндель 11 и корпус 13 станка подсоединены к электрической цепи 14, в которую для фиксации момента достижения режущей пластиной 5 допустимого износа включен электронный сигнальный блок 2, к которому подводится питание от энергосистемы станка. Электронный сигнальный блок 2 состоит из порогового элемента 15, коммутатора 16, выполненных на интегральных микросхемах (ИМС), интегратора 17, состоящего из потенциометров R1 и R и конденсатора С, образующих интегрирующую цепочку (С, R1, R), и индикатора 18.
Для предотвращения ложных срабатываний устройства для контроля износа режущей кромки инструмента в процессе резания, могущих возникнуть при замыкании образующейся при резании стружки на корпус инструмента, а также для обеспечения возможности использования на одном и том же корпусе резца 1 режущих пластин из диэлектрических и токопроводящих инструментальных материалов на головку 4 корпуса резца 1, на упорные поверхности Б гнезда головки 4 корпуса, на поверхность В опорной пластины 6, а также на прихват 7 и головку винта 8 нанесен изолятор, например керамическое пленочное покрытие.
Принцип работы устройства базируется на том факте, что в штатных условиях эксплуатации станков различных типов сопротивление их внешней цепи, включающей в себя станок, инструмент и обрабатываемую деталь, протекающему по ней электрическому току, слагается из сопротивления станка, сопротивления всех переходных контактов в местах крепления инструмента, технологической оснастки и обрабатываемой детали, и внутреннего сопротивления источника тока, возникающего при резании, т.е. сопротивления контакта инструмент - деталь, и в случае остановки станка может составлять тысячные и десятые доли Ома, в то время как при работе станка на холостом ходу и под нагрузкой оно колеблется в еще более широких пределах, достигая нескольких сотен и даже тысячу Ом. Установлено, что сопротивление внешней цепи зависит от конструкции и технического состояния станка, режимов резания, замыкания стружки со станком и других факторов. Отмечена тенденция роста сопротивления внешней цепи с увеличением частоты вращения шпинделя и его уменьшения с увеличением нагрузки и температуры масла. Установлено, что наибольшее влияние на сопротивление внешней цепи при отсутствии замыкания стружки со станком оказывают подшипники, генерирующие переменный ток, в которых при работе станка происходит образование масляных пленок, повышающих сопротивление до сотен Ом, статическая электризация граничных слоев смазки и металла, приводящая к накоплению электрического заряда, и пробой масляных пленок, что в итоге приводит к возникновению электрического сигнала сложной формы (см. Бобровский В.А. Электродиффузионный износ инструмента. М.: Машиностроение, 1970, 200 с. ; Постников С.Н. Электрические явления при трении и резании. Горький: Волго-Вятское кн. изд-во, 1975, 280 с.; Hehenkamp Т. Untersuchungen über den elektrisen kompensierbaren Versehleiβ an Drehmeiβeln aus Hartmetallen. "Archiv für das Eisenhüttenwesen", Bd 29, 4, 1958 и др.).
Исследование динамики электрического сопротивления подшипников шпинделя, выполненное авторами изобретения путем регистрации на малоинерционном запоминающем осциллографе мод. С8-13 динамики напряжения между корпусом и шпинделем станков мод. 1И611П и 1К62 (см. фиг.4-7, где за ноль отсчета времени условно принято мгновение, соответствующее началу одного из размыканий цепи шпиндель - корпус станка), показало, что при вращении шпинделя независимо от модели станка сопротивление постоянно изменяется, причем изменение носит импульсный характер. Частота изменения сопротивления существенно зависит от модели станка, его состояния, частоты вращения шпинделя и условий испытания - при резании или на холостом ходу. Сигнал, регистрируемый даже при неизменных условиях испытания, носит случайный характер. Однако, независимо от модели и состояния станка, по мере увеличения частоты вращения шпинделя снижается как частота следования импульсов, так и скважность замыканий цепи - отношение длительности паузы между импульсами (замкнутое состояние цепи) к длительности импульсов (разомкнутое состояние цепи). Работа станка под нагрузкой, а также крепление заготовки в патроне и заднем центре по сравнению с креплением заготовки только в патроне станка приводит к увеличению скважности замыканий.
Работа устройства осуществляется следующим образом. Перед установкой на станке производят настройку резца вне станка. Она заключается в установке кромки режущей пластины 5 относительно кромки опорной пластины 6 со смещением δ, измеряемым в главной секущей плоскости А-А, перпендикулярной проекциям рабочих кромок режущей и опорной пластин на основную плоскость. Величина смещения δ при этом определяется в зависимости от величины допустимого износа главной задней поверхности режущей пластины, конструктивных и геометрических параметров инструмента, элементов режима резания и диаметра обрабатываемого изделия. Если требуется обеспечить максимальный срок службы инструмента, не предъявляя при этом жестких требований к качеству обрабатываемого изделия (черновая обработка), то при расчете смещения δ используется величина допустимого износа, приводимая в справочной и нормативно-технической литературе. При чистовой обработке величина допустимого износа задней поверхности режущей пластины лимитируется техническими требованиями, предъявляемыми к обрабатываемой детали - точностью размеров, шероховатостью поверхности и т. д., и может быть определена либо на основе статистических данных, приводимых в нормативно-технической литературе, либо экспериментально.
Далее настроенный резец 1 устанавливается на станке. Для выполнения чистовой операции установка резца на станке осуществляется таким образом, чтобы получаемые размеры заготовок при точении новым, неизношенным резцом с учетом поля рассеяния не выходили за наименьший предельный размер, а при растачивании за наибольший предельный размер. Затем рукоятки потенциометров R1 и R интегратора 17 электронного сигнального блока 2, выведенные на панель управления станком, переводятся в исходное - крайнее положение в направлении против хода часовой стрелки, подается питание Е на электронный сигнальный блок 2 и включается станок. При включении станка и последующем вступлении нового, неизношенного резца в работу в силу описанных выше особенностей внешней цепи электрического тока несмотря на то, что режущая пластина изолирована от корпуса инструмента, все же происходит срабатывание ненастроенного электронного сигнального блока 2, о чем свидетельствует загорание светодиода 18. Регулируя с помощью потенциометров R1 и R постоянные времени разряда и заряда емкости С, далее необходимо добиться того, чтобы светодиод 18 погас. В процессе дальнейшей работы станка кратковременные электрические замыкания внешней цепи через подшипники шпинделя будут приводить к разряду емкости С, которая, однако, в промежутках времени между замыканиями будет подзаряжаться через R, и поэтому пороговый элемент 15 не срабатывает, а светодиод 18 не светится. В подавляющем большинстве случаев механической обработки период стойкости современных инструментов значительно превышает машинное время обработки одной детали, т.е. одним инструментом можно обработать несколько заготовок. Поэтому для предупреждения загорания светодиода 18 при остановке станка, связанной со сменой заготовок, когда инструмент еще не износился, но когда происходит замыкание внешней цепи, в электронном сигнальном блоке 2 предусмотрен дополнительный сигнал о включении, который поступает на второй вход коммутатора 16 и запрещает индикацию. На схеме фиг.3 этот сигнал показан штриховой линией. По мере работы резца его режущая пластина изнашивается. При этом электронный сигнальный блок 2 не сработает до тех пор, пока износ задней поверхности режущей пластины не достигнет расчетной величины и в контакт с заготовкой вступит опорная токопроводящая пластина. При касании опорной пластиной заготовки скважность замыканий внешней цепи резко возрастает, напряжение на емкости С падает, что приводит к срабатыванию порогового элемента 15 и загоранию светодиода 18. Таким образом, настроенный электронный сигнальный блок 2 срабатывает только при достижении режущей пластиной предельно допустимого износа.
Опытный и макетный образцы предлагаемого устройства для контроля износа режущей кромки инструмента в процессе резания прошли испытания в лаборатории "Резание материалов" Тамбовского государственного технического университета на токарных, сверлильных и фрезерных станках и подтвердили свою работоспособность.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173240C2 |
| СВЕРЛО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2166412C2 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕРМОТОКА НА СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2170648C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1999 |
|
RU2165337C2 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВОЛЬТ-АМПЕРНОЙ ХАРАКТЕРИСТИКИ КОНТАКТА ИНСТРУМЕНТ-ИЗДЕЛИЕ | 2001 |
|
RU2211748C2 |



Изобретение относится к области обработки металлов и токопроводящих материалов резанием, обработке изделий на универсальных и специальных станках всех уровней автоматизации в различных условиях организации производства, а также при исследовании стойкости режущего инструмента. Устройство содержит электрическую цепь и резец, в гнезде головки корпуса которого на опорной токопроводящей пластине размещена режущая пластина, электрически изолированная от опорной пластины, корпуса резца и элементов крепления, причем изолятор нанесен на поверхность опорной пластины, контактирующую с режущей пластиной, на головку корпуса резца, на упорные поверхности гнезда головки корпуса и на поверхности элементов крепления, контактирующие с режущей пластиной и выступающие из корпуса. Для повышения технического уровня системы контроля, жесткости технологической системы и стойкости инструмента оно снабжено электронным сигнальным блоком для фиксации момента достижения режущей пластиной допустимого износа, включенным в электрическую цепь, которая размещена между шпинделем и корпусом станка, при этом корпус инструмента не изолирован от массы станка. Электронный сигнальный блок для фиксации момента достижения режущей пластиной допустимого износа может содержать последовательно соединенные интегратор, пороговый элемент, коммутатор и индикатор, подключенный к энергосистеме станка, и цепь заряда интегратора, состоящую из резистора и конденсатора, заземленного через соединительный провод на корпус станка, сигнальный провод от шпинделя которого соединен с цепью разряда интегратора через дополнительный резистор и упомянутый конденсатор, соединенный с выходом интегратора, при этом управляющий вход коммутатора служит входом запрета индикации. 1 з.п. ф-лы, 7 ил.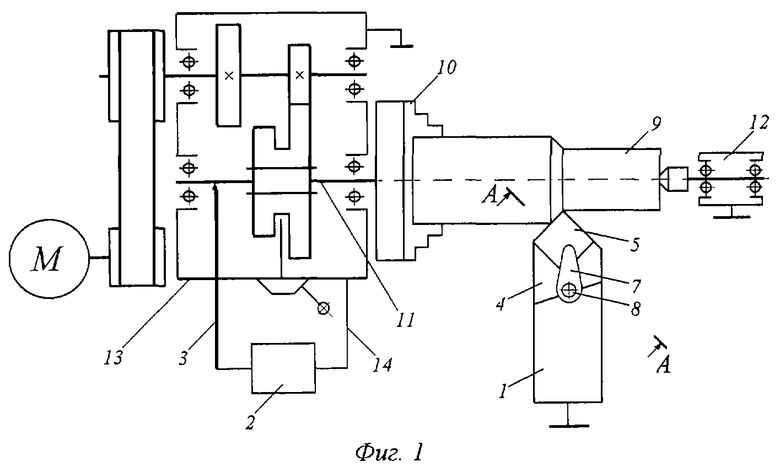
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| УСТРОЙСТВО для СИГНАЛИЗАЦИИ О РАБОТЕ СТАНКА | 0 |
|
SU189662A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С УСТРОЙСТВОМ КОНТРОЛЯ СОСТОЯНИЯ | 1990 |
|
RU2023540C1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2147489C1 |
| Устройство для сбора информации от дискретных датчиков | 1984 |
|
SU1259272A1 |

