1
Р1зобретение относится к области машиностроения и может быть использовано преимущественно в станках с контурной системой программного управления, характеризуемых постоянным исходным положением суппорта.
Известны патроны, применяемые на таких станках и позволяющие сохранить постоянным расстояние от базового торца кулачков патрона до исходного положения суппорта при переточке кулачков. Однако такие патроны могут работать либо «на зажим, либо «на разжим.
Предложенный натрон обеспечивает закрепление детали как «на разжим, так и «на зажим, что повышает его технологические воз.можности.
Для этого между ползуном и рабочим кулачком установлена прокладка, на которой выполнена наклонная зубчатая базовая поверхность.
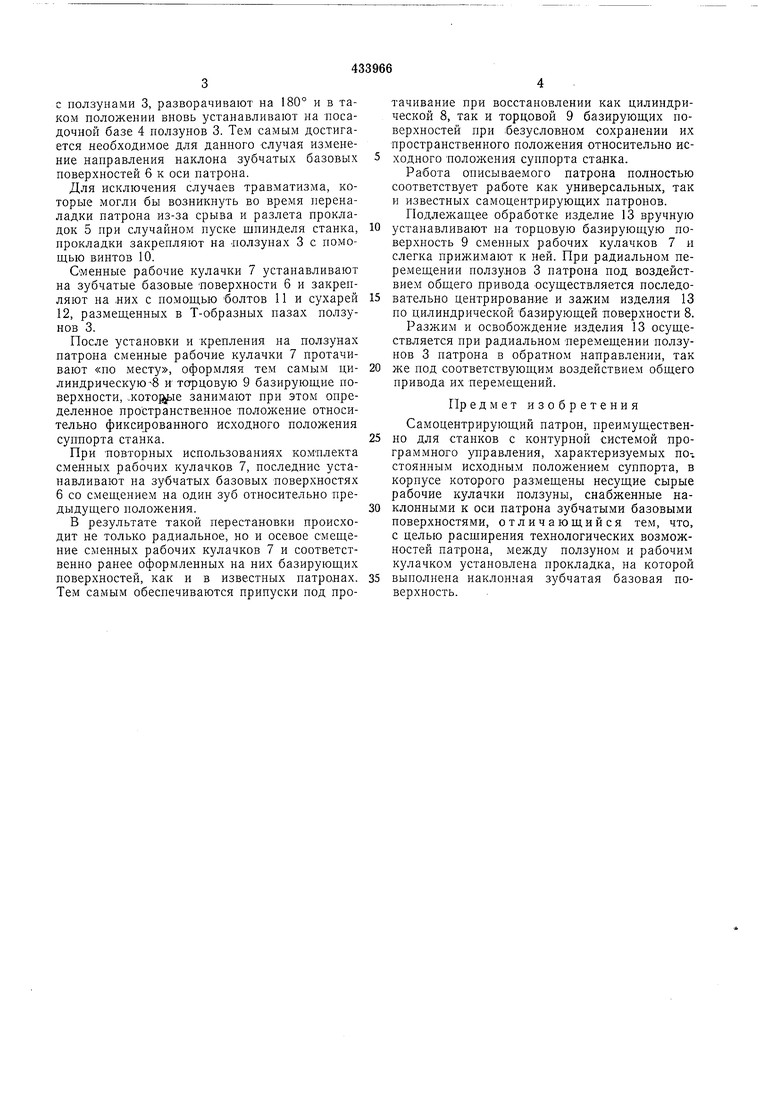
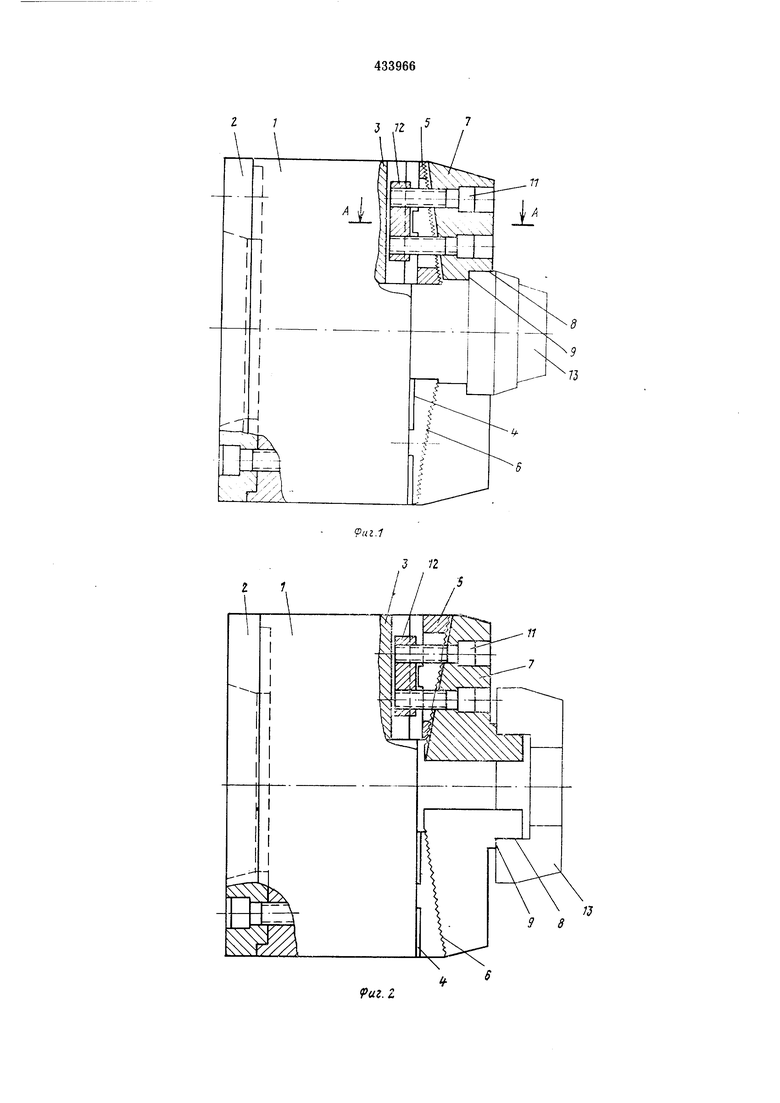
На фиг. 1 изображен предлагаемый патрон с частичным продольным разрезам по кулачку в исполнении для работы «на зажим ; на фиг. 2 - то же, после переналадки для работы «на разжим ; на фиг. 3 - разрез по А--А па фиг. 1.
Корпус 1 соединен винтами с планшайбой 2, и.меющей коническую посадочную поверхность для установки патрона на шпиндель станка.
В радиальных пазах корпуса 1 располол ены ползуны 3, которые взаимодействуют с общим приводом их перемещения, расположенным внутри корпуса 1, и имеют посадочную
базу 4, расположенную перпендикулярно к оси патрона.
На посадочной базе 4 ползунов 3 установлены клинообразные нрокладки 5 с наклонными зубчатыми базовыми поверхностями 6.
Соединение прокладок 5 с ползунами 3 осуществлено при помощп поперечных выступов, расположенпых па середине прокладок 5 и входящих в пазы, выполненные на ползунах 3. Такое соединение обеспечивает возможность
перестановки прокладок 5 на ползупах 3 с разворотом их на 180°, чем и достигается изменение направления наклона зубчатых базовых поверхностей 6 к оси патрона. Например, при подготовке патрона к работе «на зажим прокладки 5 устанавливают на ползунах 3 таким образом, чтобы наклон зубчатых базовыхповерхностей 6 был направлен от пептра к периферии патрона, поскольку в этом случае перестановка сменных рабочих
кулачков 7 (для последующего восстановления
протачиванием пилиндрической 8 и торцовой
9 базирующих поверхностей) производится в
направленин от периферии к центру.
При переналадке патрона для работы «на
разжим прокладки 5 выводят из соединения
с ползунами 3, разворачивают на 180° и в таком положении вновь устанавливают на посадочной базе 4 ползунов 3. Тем самым достигается необходимое для данного случая изменение направления наклона зубчатых базовых поверхностей 6 к оси патрона.
Для исключения случаев травматизма, которые могли бы возникнуть во время переналадки патрона из-за срыва и разлета прокладок 5 при случайном пуске шпинделя станка, прокладки закрепляют на ползунах 3 с помощью винтов 10.
Сменные рабочие кулачки 7 устанавливают на зубчатые базовые -поверхности 6 и закрепляют на лих с помощью болтов 11 и сухарей 12, размещенных в Т-образных пазах ползунов 3.
После установки и крепления на ползунах патрона сменные рабочие кулачки 7 протачивают «по месту, оформляя тем самым цилиндрическую-8 и тарцовую 9 базирующие поверхности, . занимают при этом определенное пространственное ноложение относительно фиксированного исходного положения суппорта станка.
При повторных использованиях комплекта сменных рабочих кулачков 7, последние устанавливают на зубчатых базовых поверхностях 6 со смещением на один зуб относительно предыдущего положения.
В результате такой перестановки происходит не только радиальное, но и осевое смещение сменных рабочих кулачков 7 и соответственно ранее оформленных на них базирующих поверхностей, как и в известных патронах. Тем самым обеспечиваются припуски под протачивание при восстановлении как цилиндрической 8, так и торцовой 9 базирующих поверхностей при безусловном сохранении их пространственного положения относительно исходного положения суппорта станка.
Работа описываемого патрона полностью соответствует работе как универсальных, так и известных самоцентрирующих патронов.
Подлежащее обработке изделие 13 вручную устанавливают на торцовую базирующую поверхность 9 сменных рабочих кулачков 7 и слегка прижимают к ней. При радиальном перемещении ползунов 3 патрона под воздействием общего привода осуществляется последовательно центрирование и зажим изделия 13 по цилиндрической базирующей поверхности 8.
Разжим и освобождение изделия 13 осуществляется при радиальном перемещении ползунов 3 патрона в обратном направлении, так же под соответствующим воздействием общего привода их перемещений.
Г1р едмет изобретения
Самоцентрирующий патрон, преимущественно для станков с контурной системой программного управления, характеризуемых по-, стоянным исходным положением суппорта, в корпусе которого размещены несущие сырые рабочие кулачки ползуны, снабженные наклонными к оси патрона зубчатыми базовыми поверхностями, отличающийся тем, что, с целью расширения технологических возможностей патрона, между ползуном и рабочим кулачком установлена прокладка, на которой выполнена наклонная зубчатая базовая поверхность.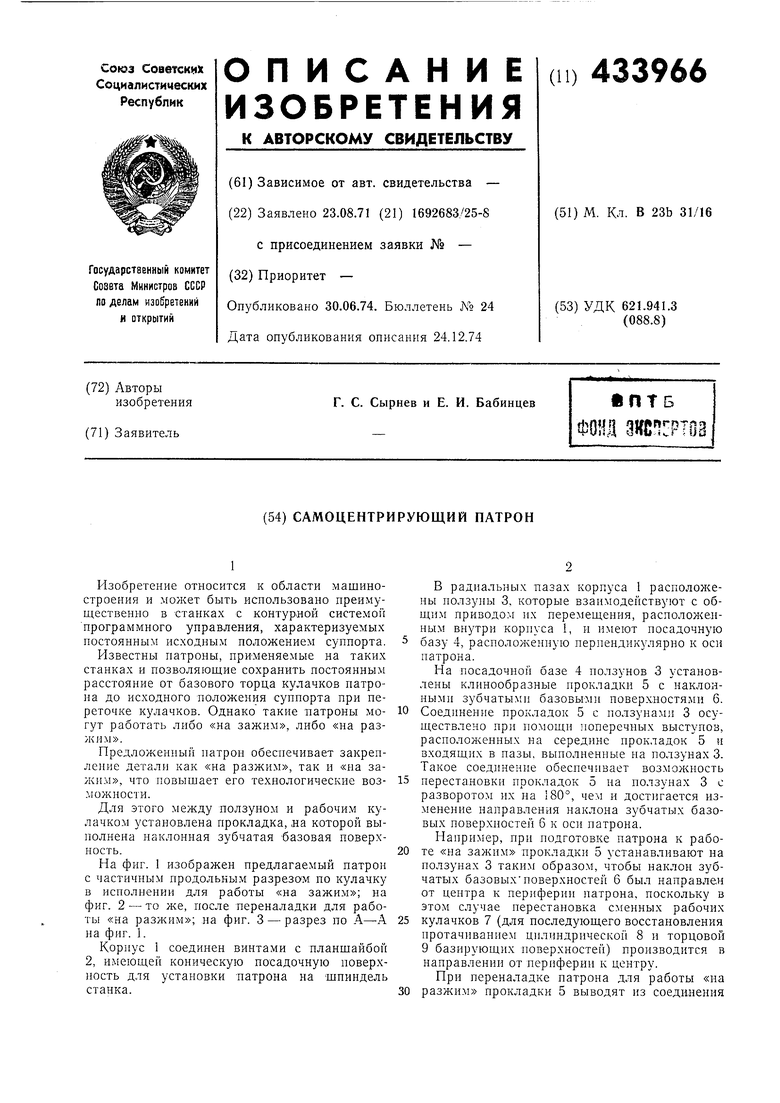
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный самоцентрирующий клиновой патрон | 1983 |
|
SU1106594A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Устройство для базирования обрабатываемых деталей | 1976 |
|
SU604658A1 |
| Зажимное приспособление для резцедержателя | 1985 |
|
SU1320043A1 |
| Самоцентрирующийся патрон | 1985 |
|
SU1273216A1 |
| Токарный самоцентрирующий патрон | 1978 |
|
SU837583A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Зажимной патрон | 1989 |
|
SU1683882A1 |
| Зажимной патрон | 1990 |
|
SU1787072A3 |
LA
1
Э2
