Изобретение относится к технологическому оборудованию для производства радиодеталей.
Известны устройства для рихтовки осевых выводов радиодеталей, содержащие многорядиые гребенки, соединенные с приводным механизмом, в теле зубьев каждой из которых выполнены пазы с рихтующими кромками.
Однако Б таких устройствах форма пазов, фиксирующих выводы радиодеталей, обусловливает повреждения выводов вследствие неправильной фиксации. Отсутствие элемента фиксации корпуса радиодетали приводит к песоосности корпуса радиодетали и выводов после рихтовки.
Цель изобретения - повьииение надежности работы устройства.
Это достигается тем, что в предлагаемом устройстве рихтующие кромки зубьев двух центральных рядов гребенок размещены под прямым углом к основанию наза, а рихтую цие кромки зубьев последующих рядов гребепок расположены одна относительно другой под углом, больщим, чем угол предыдущих.
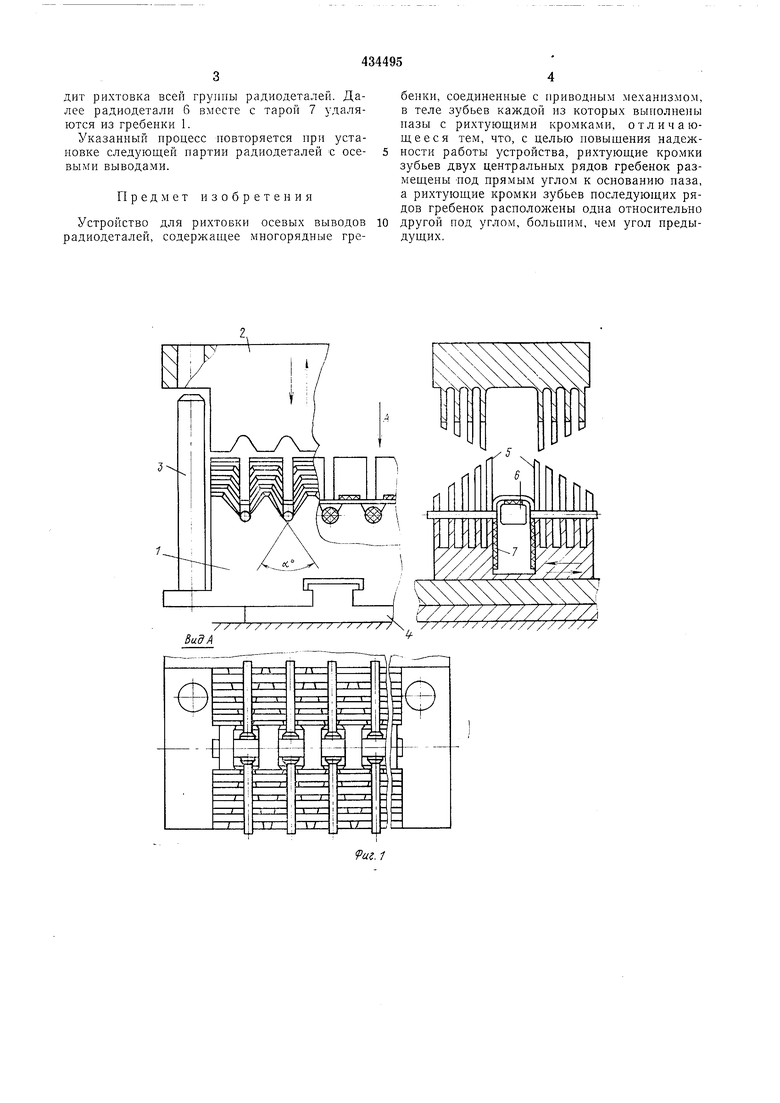
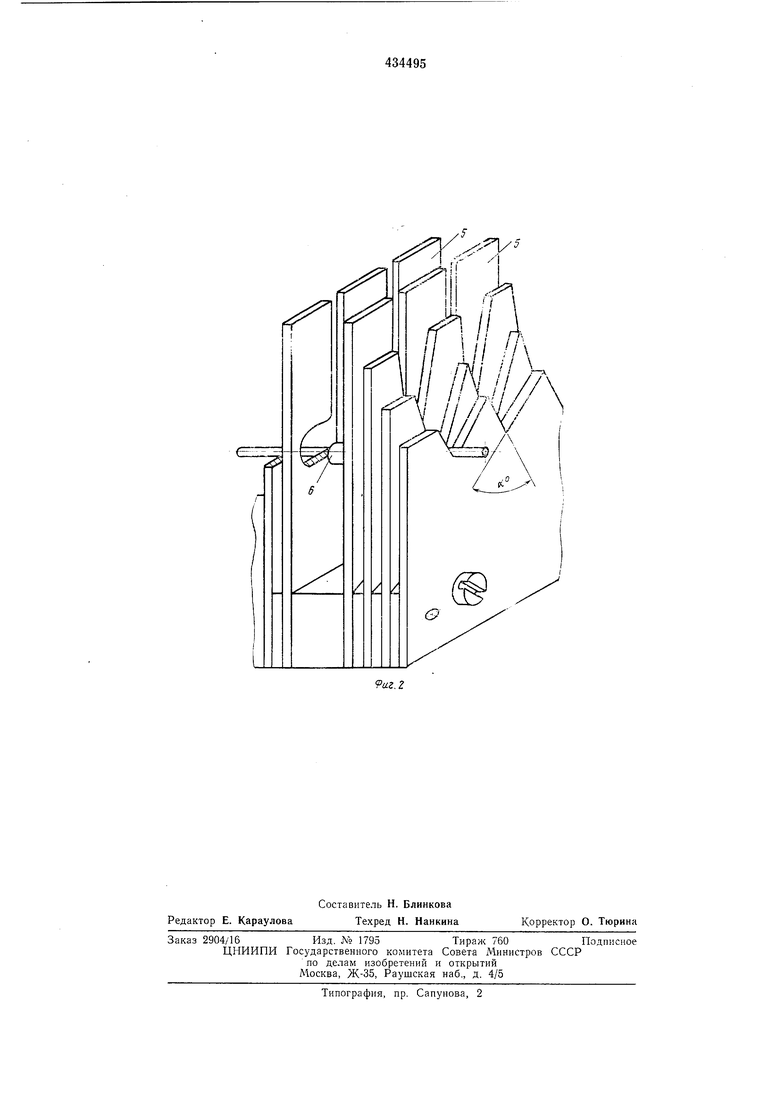
Ма фиг. 1 изображена рабочая зопа предлагаемого устройства с рихтующими многорядными гребенками; на фиг. 2 - элементы конструкции рихтующей многорядной гребенки.
Устройство содержит рихтующие многорядпые гребенки: нижнюю 1 и верхнюю 2, приводной механизм (на чертежах не обозначен), направляющие колонки 3 и основание 4.
Гребенки соверщают возвратно-поступательное движение навстречу друг другу под действием приводного механизма, а в теле зубьев каждой гребенки выполнены пазы о ри.хту.ющими кромками. Рихтующие кромки
зубьев двух центральных рядов 5 гребенок размещены под прямым углом к основанию паза, а рихтующие кромки зубьев последующих рядов расположены одна относительно другой под углом, больщим, чем угол предыдущих.
Радиодеталь 6 в упаковочной таре 7 вставляется в паз, образованный двумя центральными рядами 5 гребенки 1. Верхняя гребенка 2 начинает движение навстречу нижней гребенке 1. В процессе этого движения фиксация выводов и в конечном итоге рихтовка происходит следующим образом.
Вначале происходит фиксация корпуса радиодетали 6 двумя центральными рядами 5 гребенки 1, затем по мере опускания гребенки 2 выводы начинают постепенно входить в пазы последующего ряда, выпрямляясь для входа в пазы соответственно следующего ряда и т. д. В конце хода гребенки 2 происхо34
дит рихтовка всей группы радиодеталей. Да-бейки, соединенные с приводным механизмом,
лее радиодетали 6 вместе с тарой 7 удаля-в теле зубьев каждой из которых выполнены
ются из гребенки 1.пазы с рихтующими кромками, отличаюУказанный процесс повторяется при уста- щееся тем, что, с целью повышения надежновке следующей партии радиодеталей с осе- 5 ности работы устройства, рихтующие кромки выми выводами.зубьев двух центральных рядов гребенок разПредмет изобретенияа рихтующие кромки зубьев последующих ряУстройство для рихтовки осевых выводов 10 другой под углом, большим, чем угол предырадиодеталей, содержащее многорядные гре-дущих.
434495
мещены ПОД прямым углом к основанию наза.
дов гребенок расположены одна относительно
Г
..
(
М|л
; // //у//
//У/
I, у
//
/
