1
Изобретение относится к уплотнительной технике.
Известны уплотнения штоков, состоящие из работающего при низких давлениях эластичного кольца с наружным диаметром, несколько большим диаметра отверстия и бронзового кольца, вступающего в работу при повышенных давлениях.
Недостатком известного уплотнения является быстрое разрушение эластичного кольца при больших давлениях.
Предлагаемый способ отличается от известных тем, что на заготовке уплотнительиого кольца с наружным диаметром, превышающим размер отверстия на 0,15-0,2% после калибровки по отверстию контейнера формообразуют упругий уплотнительный поясок посредством многократного сжатия нерабочей жидкости повышенной вязкости до давлений 15-20 кбар.
Такой способ повышает надежность и долговечность уплотнения.
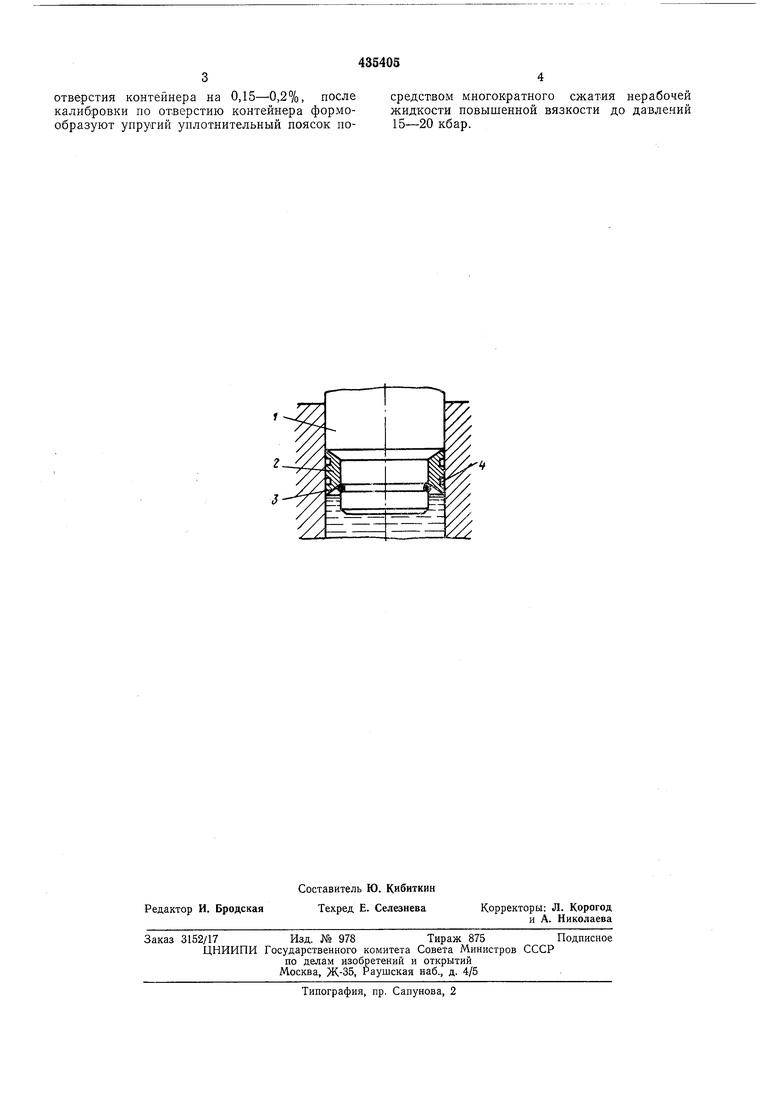
На чертеже представлено уплотнение поршневого штока по предложенному способу изготовления.
Оно состоит из поршневого штока 1, уплотчительного кольца 2 из бронзы и стопорного кольца 3.
Кольцо 2 устанавливается внутренним диаметром на шток 1 по прессовой посадке.
Наружный диаметр кольца с лабиринтными канавками 4 выполняют на 0,15-0,2% больше диаметра отверстия контейнера.
После сборки поршня кольцо 2 смазывают, например, гипоидной смазкой с добавкой дисульфида молибдена и производят калибровку по отверстию контейнера путем ввода поршня в контейнер. Затем поршень извлекают, в контей/нер заливают жидкость с вязкостью 2- 10 пуаз и хорошими смазывающими свойствами (например, касторовое масло) и многократно 3-5 раз сжимают жидкость до давлений порядка 15-20 кбар. Благодаря последовательному выполнению указанных операций создается надежное и долговечное уплотнение, внутренняя втулка которого работает в области упругих деформаций.
Предмет изобретения
Способ образования уплотнительного кольца на штоке в устройствах гидростатического прессования, заключающийся в холодном пластическом деформировании заготовки уплотнительного кольца, установленной на кольцевом уступе штока по прессовой посадке, о тличающийся тем, что, с целью повышения надежности и долговечности уплотнения, на заготовке уплотнительного кольца с наружным диаметром, превышающим размер
отверстия контейнера на 0,15-0,2%, после калибровки по отверстию контейнера формообразуют упругий уплотнительный поясок посредством многократного сжатия нерабочей жидкости повышенной вязкости до давлений 15-20 кбар.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНЕНИЕ ПОРШНЯ В КОНТЕЙНЕРЕ ДЛЯ СОЗДАНИЯ ВЫСОКОГО ДАВЛЕНИЯ | 1973 |
|
SU408084A1 |
| ПРЕССОВАЯ УСТАНОВКА | 1989 |
|
RU2049589C1 |
| Способ изготовления волокон | 1985 |
|
SU1274883A1 |
| ПОРШЕНЬ С САМОКОМПЕНСИРУЮЩИМ УПЛОТНИТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2000 |
|
RU2194204C2 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| Пробка с низким усилием для использования в инъекторе | 2019 |
|
RU2784650C2 |
| Способ получения биметаллических трубчатых изделий и устройство для его осуществления | 1978 |
|
SU789241A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| Устройство для гидроформовки гофрированных труб | 1985 |
|
SU1274804A1 |