1
Р1зобретение относится к расфасовочно-упаковочной технике.
Известные устройства для упаковки сыпучих продуктов, например овощей, в трубку из тер.москлеивающегося материала содержат рукаводержатель, механизм для образования жгута и его отрезания и поворотный лоток для отвода готового пакета. Однако эти устройства сложны и недостаточно надежны.
В предлагаемом устройстве механизм для образования жгута и его отрезания состоит из двух внешних и двух внутренних пластин, установленных с возможностью попарного возвратно-поступательного движения и выполненных с треугольными внутренними вырезами, причем в месте вершин последних имеются назы.
На одной из наружных пластин установлен захват, выполненный в виде П-образного кронштейна, а в средней части внутренних пластин установлен охладитель, представляющий собой набор пластин из материала с хорошей теплопроводностью.
Это позволяет упростить конструкцию устройства и повысить надежность его работы.
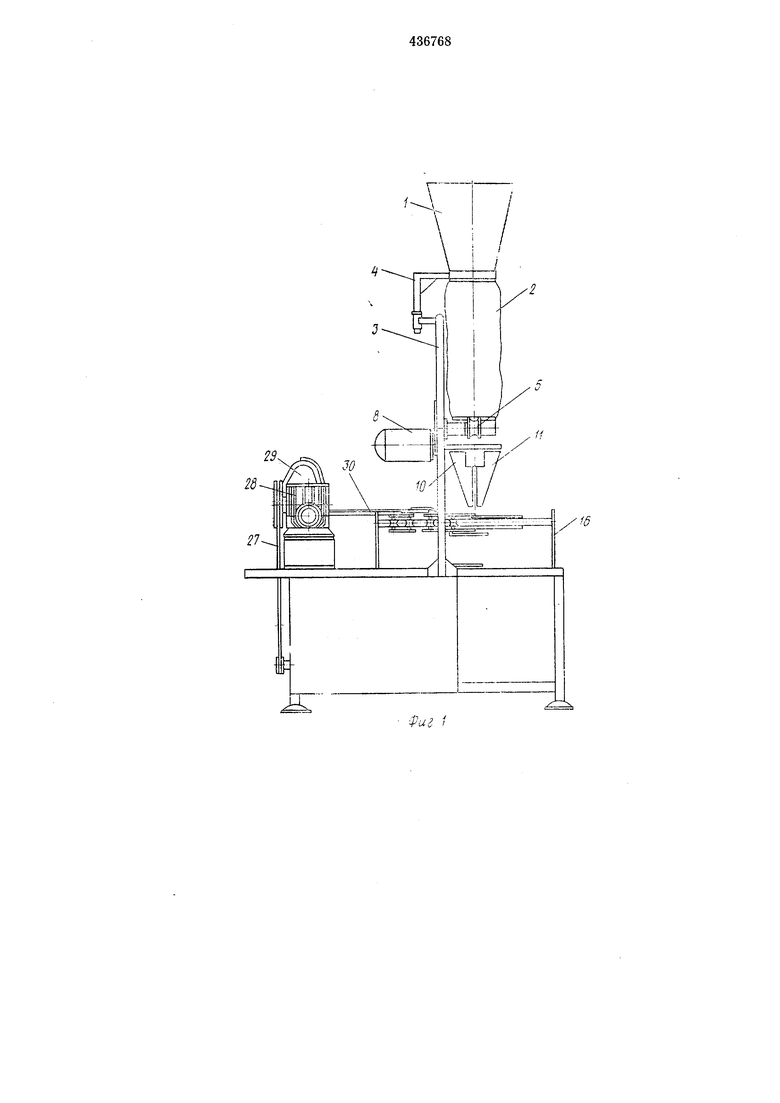
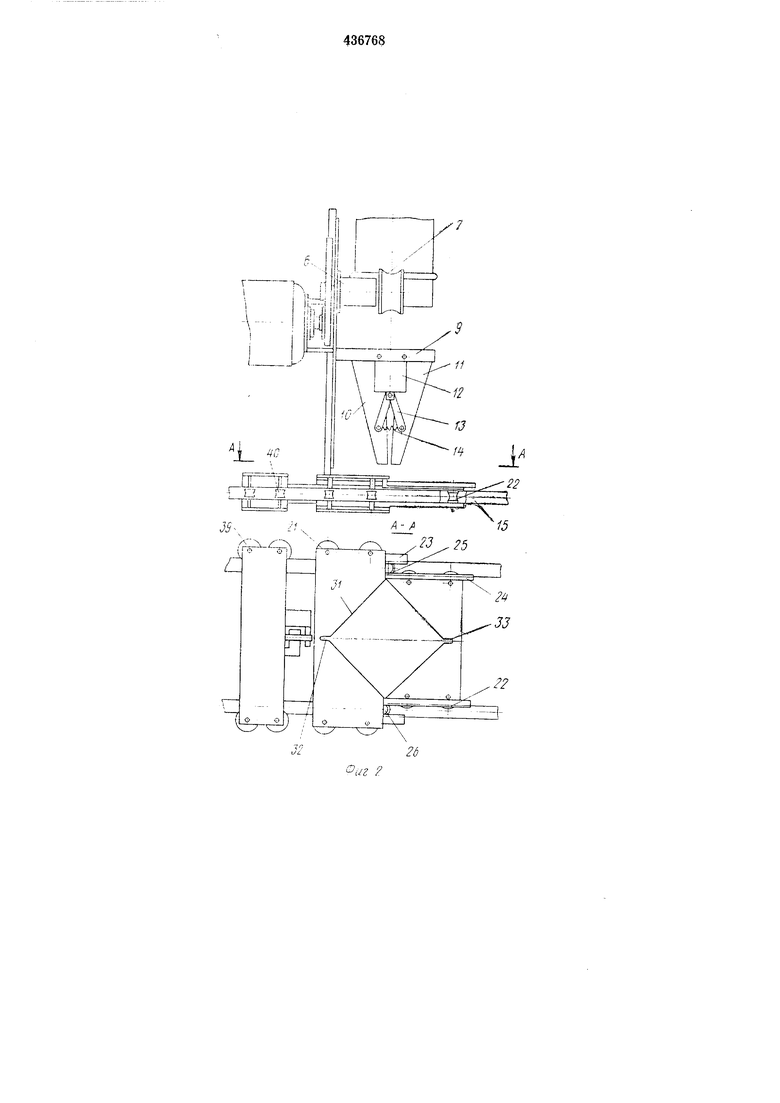
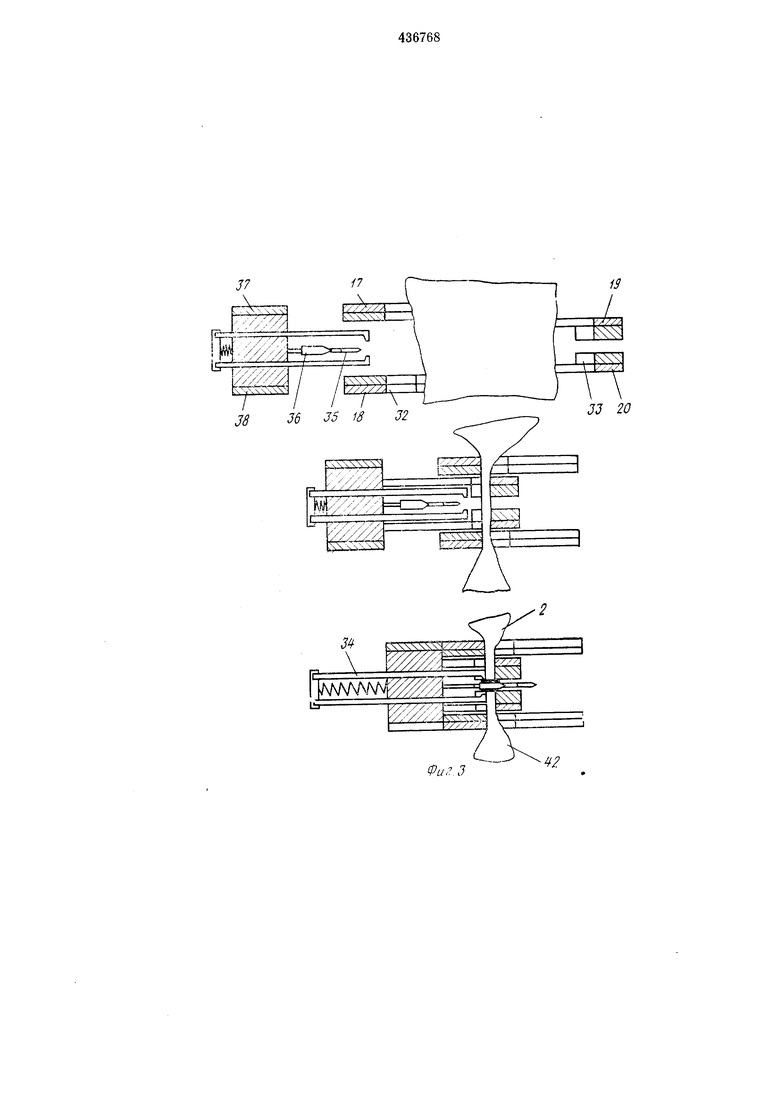
На фиг. 1 схематически изображено описываемое устройство, общий вид; на фиг. 2- рабочие органы устройства, обеспечиваюшие подачу термосклеивающейся трубки, образование жгута и его отрезание; на фиг. 3 -
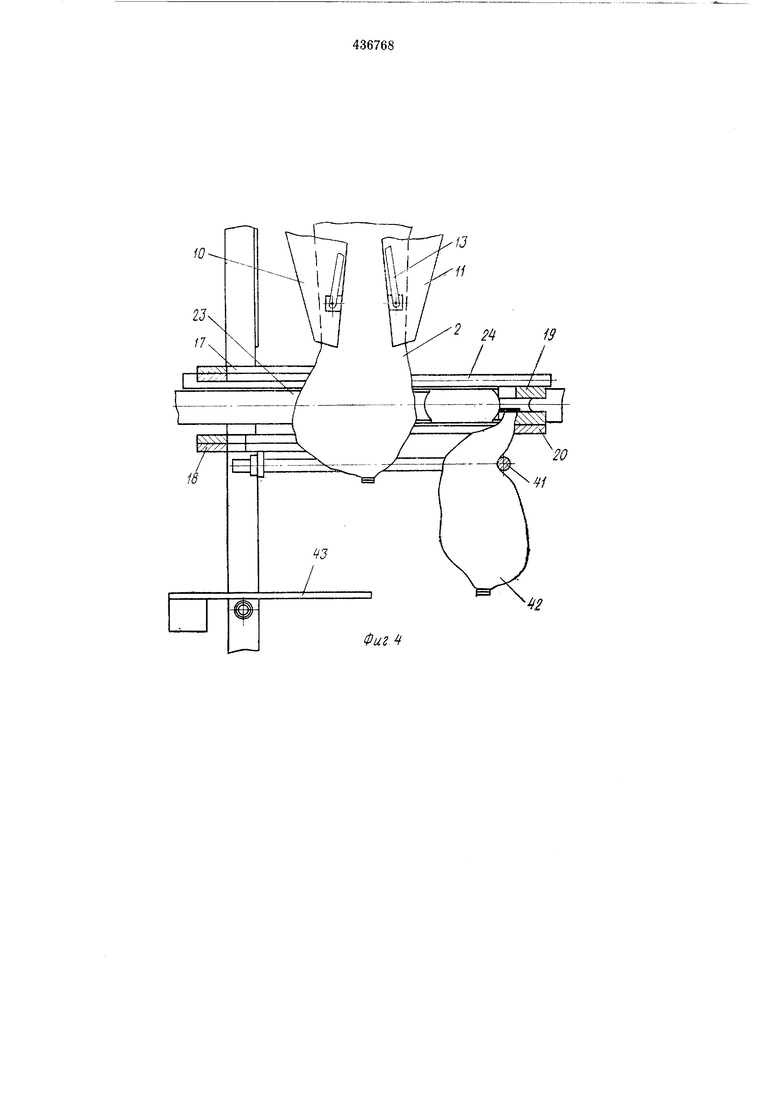
механизм образования и его отрезания; на фиг. 4 - то же, в момент захвата упакованного продукта для передачи его на конвейер под загрузку в тару; на фиг. 5-
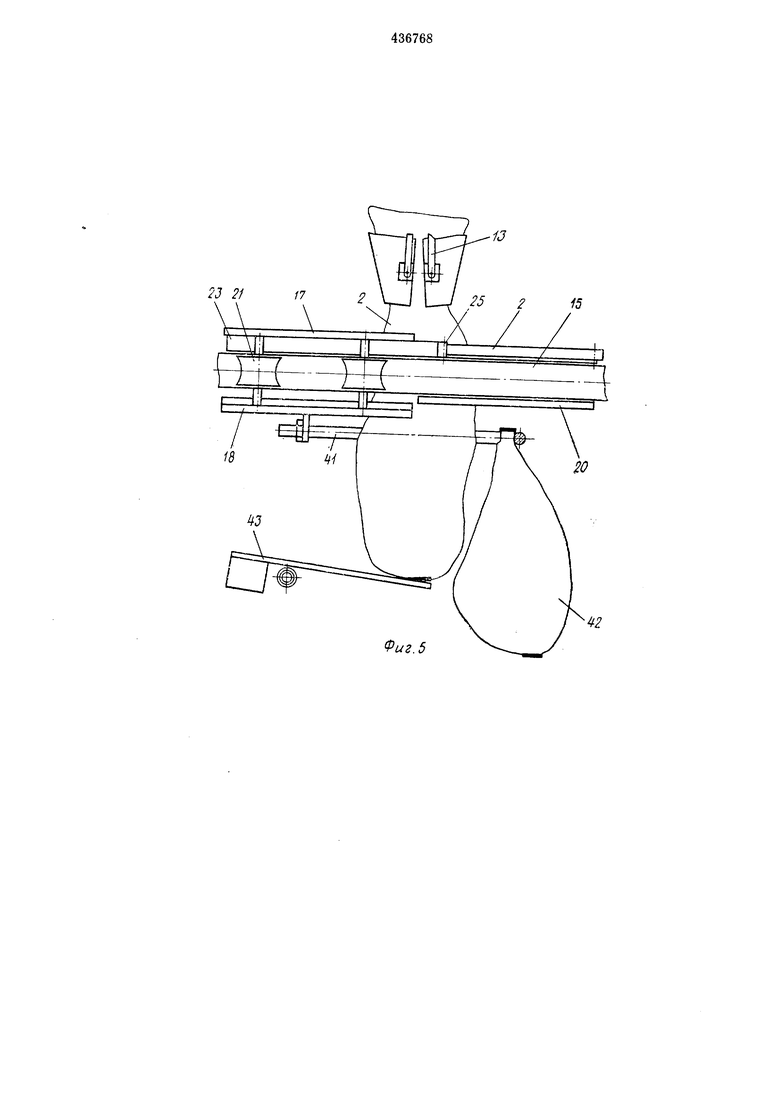
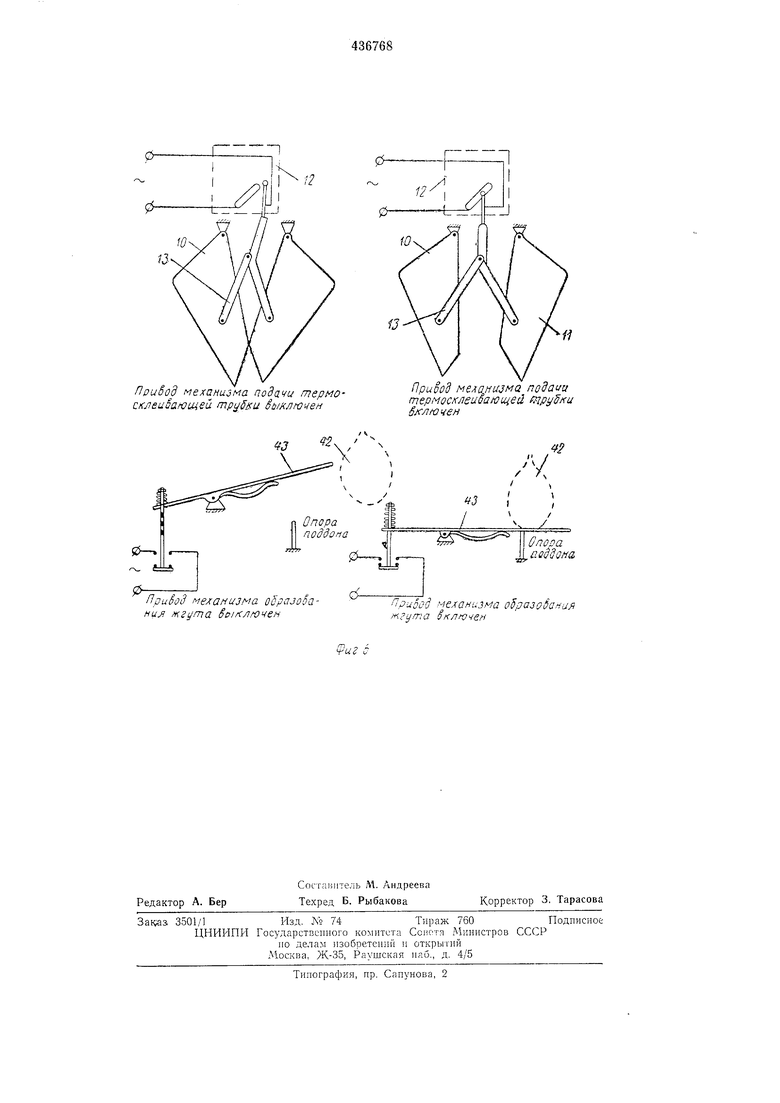
то же, в момент сброса продукта на поддон; на фиг. 6 - кинематическая связь механизма подачи термосклеивающейся трубки и механизма образования жгута. Предлагаемое устройство состоит из бункера с дозатором, обеспечивающим дозу продукта, например, в 0,25 и 0,5 кг, ковшевого элеватора, загрузочной трубы 1, являющейся одновременно бобинодержателем трубки 2 из термосклеивающегося материала, установленного на раме 3 с помощью кронштейна 4 рукаводержателя, состоящего из механизма подачи термосклеивающейся трубки и приспособления для обеспечения подачи оптимальной длины термосклеивающейся трубки;
а также механизма для образования жгута и его отрезания.
Механизм подачи термосклеивающейся трубки состоит из двух прижимных профилированных роликов 5, оси 6 вращения которых
расположены тангенциально по отношению к загрузочной трубе. Профиль 7 этих роликов выполнен в соответствии с диаметром загрузочной трубы. В привод этого механизма входит электродвигатель 8.
Приспособление для обеспечения подачи
оптимальной длины термосклеиваюш,с11ся трубки установлено на кронштейне 9 нод механизлюм для образования жгута и состоит из двух вогнутых шарннрно установленных створок 10 и 11, кинематически связанных между собой и с блоком 12 унравления работой нрнвода механизма нодачи термосклеивающейся трубки. Эта связь осуществляется шарнирно рычажным механизмом 13 и иружинами 14.
Механизм для образования жгута расноложен на раме, образованной двумя трубами 15 и стенкой 16. Он состоит из четырех нрофилированных иластин - двух наружных 17 и 18 и двух внутренних 19 и 20. Расноложены эти нластины ионарно н нараллельно.
На боковых сторонах нластин установлены опорные профильные ролики 21, 22 и зубчатые рейки 23 и 24. Рейки установлены с возможностью взаимодействия с шестернями 25 и 26, установлсинымн на раме ycTpoiiства.
Привод описываемого механизма содержит электродвигатель, клиноременную передачу 27, редуктор 28 с профильным эксцентрнком 29 н шатун 30.
Профиль эксцентрика выполнен так, чтобы пластины 19, 20 и 17, 18 могли перемендаться одна относительно другой в противоположные стороны, нричем длина хода должна быть достаточной для образовання жгута термосклеиваюш,ейся т)убки. Каждая пара пластин (17, 18 и 19, 20) имеет внутренний треугольный вырез 31 и и месте вершин пазы 32 и 33, служащие для образования жгута термосклеивающейся трубки.
В устройстве 11меется термосклеивающее приспособление, состоящее из подпружиненного упора 34 для поджатия жгута термосклеивающейся трубки, ножа-нагревателя 35 и охладителя 36.
Это приспособление устаиовлено между двумя параллельно соединенными пластинами 37 и 38, имеющими опорные профильные ролики 39 и 40. Оно приводится в движение шатуном от эксцентрика 29. Охладитель 36 жгута нредставляет собой массивные пластины из материала с хорошей теплонроводностыо. Он установлен в средней части нары внутренних пластин 19, 20 механизма образования жгута, который содержит также установленный снизу на нластине 18 и выполненный в виде П-образного кронштейна захват 41.
На раме устройства над местом расположения конвейера для передачи упакованного продукта 42 в тару установлен лоток 43, вынолненный в виде подвижного двуплечего рычага, кинематически связанного с приводом механизма образования жгута.
Работает устройство следующим образом.
Выданную дозатором дозу продукта элеватор подает в загрузочную трубу 1. По ней она попадает в трубку 2, из нижней части которой предварительно образован жгут. При
этом в зависимости от обьема продукции на определенное время включается привод присгюсоблення для обеспечения подачи оптимальной длины термосклеппающейся трубки. Опущеиный продукт в тс)москлеивающейся трубке воздействует на подпружиненный лоток 43. Последний под де11ствием веса продук1а опускается и включает электродвигатель, от которого через систе лу передач передаетея движеиие профильным пластииам 17, 18 и 19, 20. Перемещаясь навстречу одна другой, пластины собирают термоскленвающуюся трубку в жгут. Под действием упора 34 собранный жгут поднимается. Одновременно
с перемещением упора 34 перемещается и пож-нагреватель, который нроходит через жгут, расплавляет его, спаивает верхпюю и нижнюю части термоскленвающейся трубки и отрезает упакованиый продукт. Затем жгуты
термосклеивающейся трубки и упаковапного продукта подвергаются воздействию охладителя 36, а иаружные и внутренние пластины 1 Озпраща10тся в исходное положение.
Так как кромки спаянного и разреза1П10го
жгута упакованного продукта имеют несколько большую площадь, чем поперечньп размер продольпого паза 33 вну1)енних пласт1П1 20, упакованный продукт зависает и перемещается вправо при одповремепном перемещеНИИ влево пластии 18. Затем захват 41 выталкивает продукт из паза 33. Во время перемещения нластин 17, 18 и 19., 20 соответственно влево и вправо элеватор подает следующую порцию продукта. Когда упаковапнЕяй
продукт падает па конвейер для загрузки в тару, на лоток 43 начинает воздействовать новая порцня продукта, П1зсгупившая в термосклеиваюшуюся трубку. При этом включается привод Л еханизма образования жгута. С
этого начинается следующий цикл упаковки. Во время процесса формирования жгута, спайки и разрезания его, а также выталкивания упакованного продукта из паза 33 привод механизма образования жгута включен
(продукт давит па лоток 43).
Предмет изобретения
Устройство для упаковки в трубку из термосклеиваюшегося материала сыпучих продуктов, например овондей, содержащее рукаводержатель, мехапизд для образования жгута и его отрезания и поворотный лоток для отвода готового пакета, отличающееся тем, что, с целью упрощения копструкции и
иовыщения надежности работы, механизм для образования жгута и его отрезания состоит из четырех внешних и внутренних иластин, установленных с возможностью попарного возвратпо-поступательпого двилсения и имеюHUIX треугольные внутрен1п«; вырезы и пазы в месте верщип последних, при этом па одной из наружных пластин установлен захват, выполненный в виде П-образного кронштейна, а в средней части внутренних пластин установлен охладитель.
Фиг /
13
I
JJ 20
Фи.Р.. 3
ю
19
Фиг. Ч
13
X
42
Фиг.5
Приёод механизма ладами глермоcxj ей Дающей mpgSKLi ёыклю ен
Приёод Me;sanujMa подала термосклеиёающей (пру5ки
( Vtf/V
J
Привод ме/ анизма oSpaJoSaнил fi zyrna ёс /г :лючен
4(
