В настоящее время для изготовления гнутых изделий применяются главным образом следующие породы деревьев: бук, дуб, ясень и иногда береза. Другие породы для этой цели не применяются, потому что они при гнутье или ломаются от растяжения на внешней (выпуклой) стороне бруска или же дают большие складки на внутренней (вогнутой) стороне от сжатия, которые делают изделие непригодным.
Процесс гнутья, проводится обычно следующим образом. Древесина, подлежащая гнутью, предварительно подвергается провариванию в горячей воде или пропариванию паром под некоторым давлением; затем брусок в горячем состоянии переносится на станок и изгибается вручную или механически на шаблоне, имеющем очертание будущего изделия. На внешней (выпуклой) стороне бруска укладывается шина, т.е. тонкая стальная полоса, которая в большинстве случаев натягивается особым приспособлением, причем в то же время брусок получает некоторое продольное сжимающее усилие. Назначение шины заключается в том, что она воспринимает растягивающие напряжения и подпирает волокна бруска. По окончании гнутья брусок снимается со станка вместе с формой и закрепленной на нем шиной и подвергается высушиванию, благодаря чему оказывается возможным снять брусок с формы, причем он остается в том виде, какой ему был придан во время гнутья (за исключением небольших упругих деформаций).
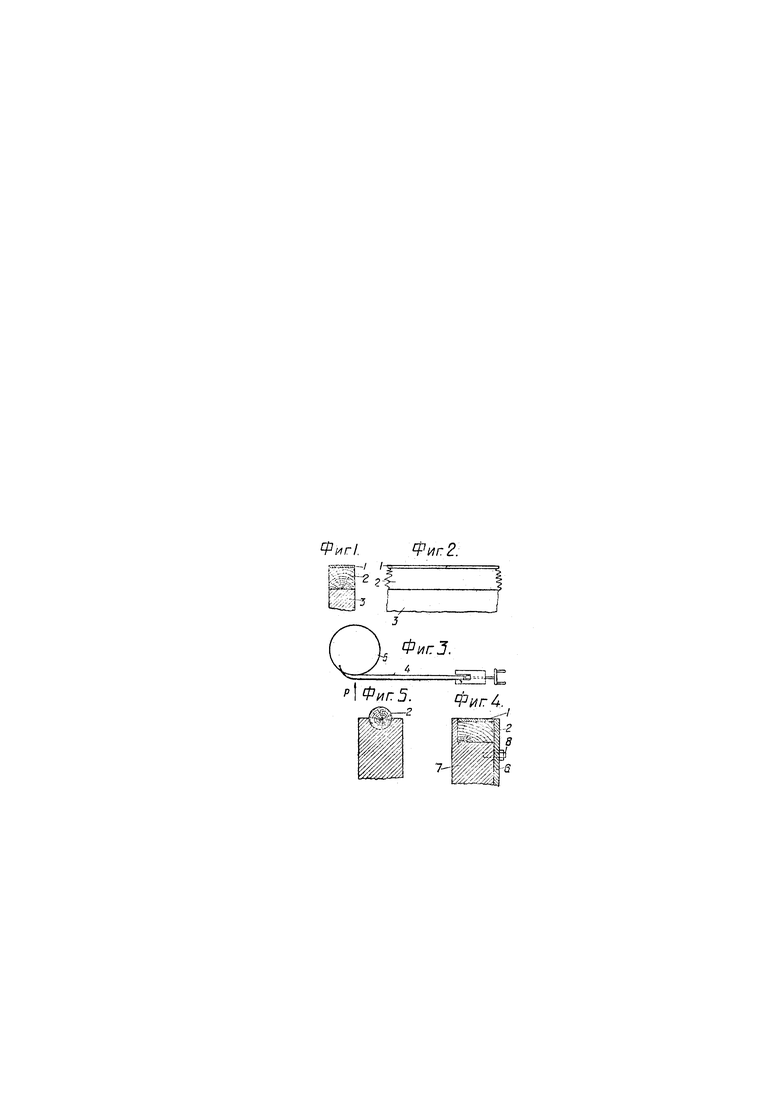
На фиг. 1 и 2 чертежа показано взаимное расположение шины 1, изгибаемого бруска 2 и формы 3, как это обычно осуществляется в известных обычных приспособлениях.
Для уменьшения наблюдаемого ныне процента брака, доходящего иногда до 50%, для устранения разрыва и отщепа волокон в растянутой зоне, для устранения появления складок в сжатой зоне и для повышения механической крепости всего изделия в процессе гнутья применяются различные мероприятия. Например в точке, где брусок 4 (фиг. 3) при загибании набегает на форму 5, он с помощью того или иного приспособленния может подвергаться сжатию (прессованию) поперек волокон по нормали к форме, в направлении указанной на фиг. 3 силы Р.
В этом случае древесина, во-первых, приобретает более высокие механические свойства, как это в настоящее время установлено целым рядом опытов различных исследователей по испытанию прессованной древесины, и в зависимости от степени прессования временное сопротивление древесины сжатию и изгибу повышается на 30-60% во-вторых, это поперечное усилие до некоторой степени будет препятствовать возникновению скалывающих напряжений, расслаивающих брусок, особенно в тех изделиях, где имеется по контуру точка перегиба (изменение направления кривизны) например, в теннисных ракетках, наконец, в третьих, наличие поперечной прессующей силы, как показывает опыт, сильно сокращает тенденцию к образованию складок.
Согласно изобретению предлагается приспособление для гнутья дерева, имеющее целью устранение выпучивания древесины в поперечном направлении, что часто наблюдается при гнутье и обусловливает образование больших складок, делающих изделие негодным, причем в приспособлении используется постоянный нажим у места изгиба в направлении, перпендикулярном к длине волокон изгибаемого бруска.
В предлагаемом приспособлении применена разъемная закрытая с трех сторон форма, образующая впадину, отвечающую поперечным размерам изгибаемого бруса.
На фиг. 4 приспособление изображено в разрезе.
Форма предлагаемого приспособления (фиг. 4) составляется из двух частей 6 и 7, соединяемых винтами 8 и сделанных разъемными для того, чтобы можно было после гнутья и сушки удобно снять изделие с формы.
Изгибаемый брусок 2 располагается между шиной 1 и стенками частей 6 и 7 и таким образом при его изгибании, в виду ограничения его с трех сторон этими стенками, брусок 2 не может получить боковых выпучиваний.
Форма предлагаемого приспособления, употребляемая, напр., как матрица для гнутья колец венских стульев, может быть сделана также в виде жолоба (фиг. 5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2005 |
|
RU2292260C1 |
| Станок для гнутья деревянных элементов | 1948 |
|
SU75413A1 |
| Способ гнутья деревянных элементов | 1948 |
|
SU77174A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2727301C2 |
| СТАНОК ДЛЯ ГНУТЬЯ ДЕРЕВА | 1935 |
|
SU47434A1 |
| СПОСОБ РАСКРОЯ КРЯЖА ЛИСТВЕННЫХ ПОРОД | 1991 |
|
RU2045387C1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОПИТЫВАНИЯ ДЕРЕВА | 1933 |
|
SU38770A1 |
| Способ и приспособление для обработки дерева с целью сообщения ему большей гибкости в холодном состоянии | 1926 |
|
SU10979A1 |
| ДВУТАВРОВАЯ БАЛКА | 2024 |
|
RU2841006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕТЕНЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2318934C1 |
Приспособление для гнутья дерева с использованием постоянного нажима у места изгиба в направлении, перпендикулярном к длине волокон изгибаемого бруска, отличающееся применением разъемной закрытой с трех сторон формы 6-7 (фиг. 4), образующей отвечающую поперечным размерам изгибаемого бруса 2 впадину в целях устранить при изгибе боковые выпучивания бруска и тем уплотнить древесину.
