1
Изобретение относится к устройствам для электрошлаковой и электродуговой сварки плавящимся электродом с подачей порошкообразного присадочного металла.
Известен аппарат для сварки с использованием металлического порошка, Бключаюш;ИЙ дозатор, сопло для подачи металлического порошка и сварочную горелку.
Однако известное устройство непригодно для дозировки и подачи порошкообразного металла в цеитральную зону шлаковой ванны вокруг электродной проволоки и на вылет электрода при дуговой сварке.
Кроме того, в известном аппарате расположение, форма и сечение направляющего сопла выполнено так, что под влиянием электромагнитного поля подаваемый металлический порошок, обладающий ферромагнитными свойствами, зависает в нем, что приводит к нарушению процесса.
Целью изобретения является создание сварочного аппарата, позволяющего дозировать присадочный металлический порошок, исключить влияние магнитного поля на него, а также повысить стабильность, производительность и качество сварки.
Это достигается тем, что сопло, подающее порошок, смонтировано под 30-60° к вертикали так, что продольная его ось пересекает ось электродной проволоки, а конец сопла
расположен на расстоянии 15-30 мм от сварочной головки, исключающей действие электромагнитного поля в процессе сварки вокруг электродной проволоки.
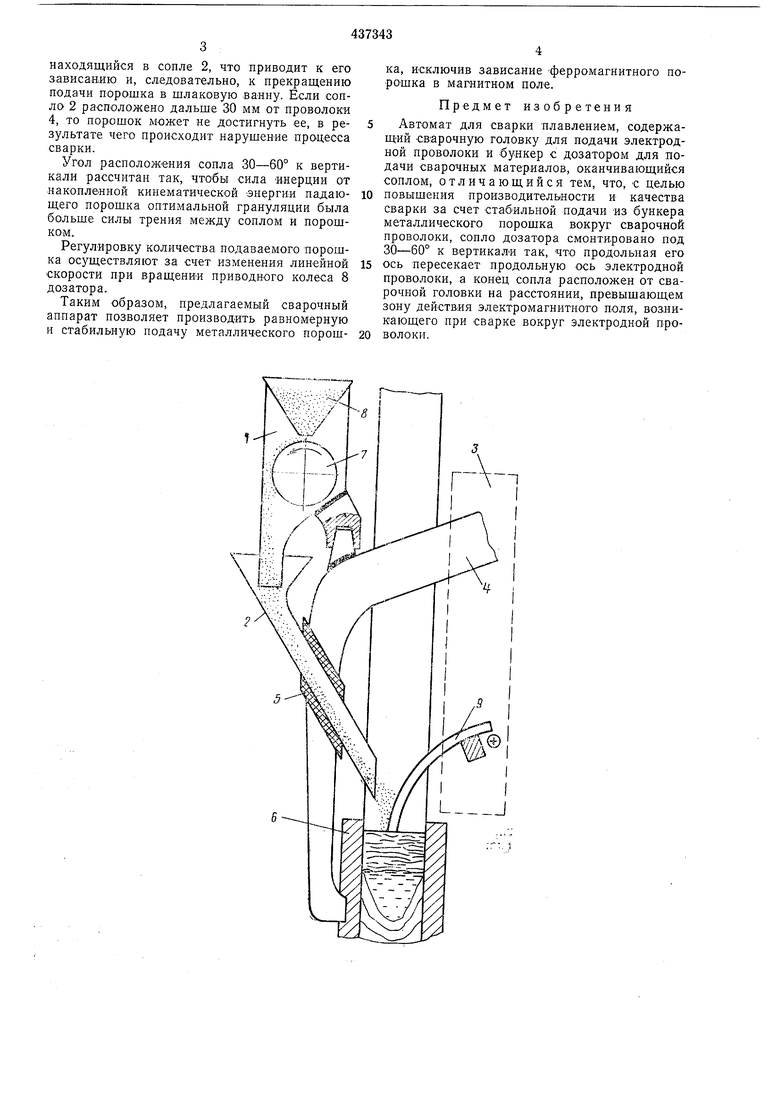
На чертеже изображен предлагаемый аппарат для сварки.
Он состоит из дозатора 1, сопла 2, подающего порошок, сварочной горелки 3, электродной проволоки 4, держателя формирующи.к
ползунов 5, изолятора 6, формирующего ползуна 7. Дозатор состоит из приводного колеса 8 и бункера 9 для металлического порошка. Аппарат работает следующим образом. Металлический порошок с размером гранул,
например от 0,5 до 1,0 мм, через дозатор 1 поступает в сопло 2. Его сечение и расположение под 30-60° к вертикали позволяют направить поток порошка на электродную проволоку 4.
При расположении конца сопла 2 на расстоянии 15-30 мм от электродной проволоки 4 металлический порощок, имея запас кинетической энергии, преодолевает это расстояние, а затем попадает в зо-ну действия магнитного
поля, возникающего при прохождении тока, налипает на вылете электрода и увлекается п-роволокой 4 в зону сварки.
Если сопло 2 расположено ближе 15 мм от электродной проволоки 4, то магнитное поле
действует на металлический порошок, еще
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки | 1971 |
|
SU443550A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Способ дуговой односторонней автома-ТичЕСКОй СВАРКи | 1979 |
|
SU804283A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для подачи и останова ферромагнитной дроби | 1978 |
|
SU740435A1 |
| Способ дуговой сварки порошковой проволокой | 1983 |
|
SU1131616A1 |
| СПОСОБЫ И УСТРОЙСТВО СВАРКИ, ИСПОЛЬЗУЮЩИЕ ЭЛЕКТРОДЫ С КОАКСИАЛЬНОЙ ПОДАЧЕЙ ПИТАНИЯ | 2017 |
|
RU2744885C1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU318442A1 |
| Способ износостойкой наплавки | 1990 |
|
SU1804980A1 |
