содержащее гО}Ялку с соплом и газовую камеру с мундштуком, причем сопло установлено на газовой камере с возможностью фиксируемого поворота, а мундштук направления присадочной проволоки жестко закреплен tta сопле под углом не более 30 к оси неплавшцегося электрода 1з ,
Однако в устройстве сварочная горелка неподвижно закреплена на штанге, которая жестко связана с рукояткой. Из-за невозможности разворота сварочной головкк вокруг оси рукоятки, изменения угла между осью неплавящегося электрода и осью рукоятки, выдвижения штанги горелкой неудобно производить сварку угловых конструкций, в глубоких щелях и в потолочном положении. При попадании присадочной проволоки не в край сварош ой ванны невозможна корректировка направления присадочной проволоки, в результате чего ухудшается качеств о сварного шва Невозможность разворота тракта присадочной проволоки вокруг оси рукоятки создает дополнительный его изгиб, что увеличив т сопротивление в тракте, а следовательно увеличивает неравно- мерность подачи присадочной проволоки в зону сварки.
Цель изобретения - расширение функциональных возможностей устройства для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки за счет увеличения его маневренности. Указанная цель достигается тем, что в устройстве для полуавтоматической сварки неплавяшймся электродом с подачей присадочной проволоки горелка соединена со штангой упругой металлической пластиной, один конец которой непохшижно закреплен на сварочной горелке, а другой - на штанге с возможностью продольного перемещения инфиксации при этом штанга установлена с возможностью разворота на 360, а на рукоятке закреплен хомут с самоустанавливающимся шарниром, через который пропущен тракт подачи проволоки.
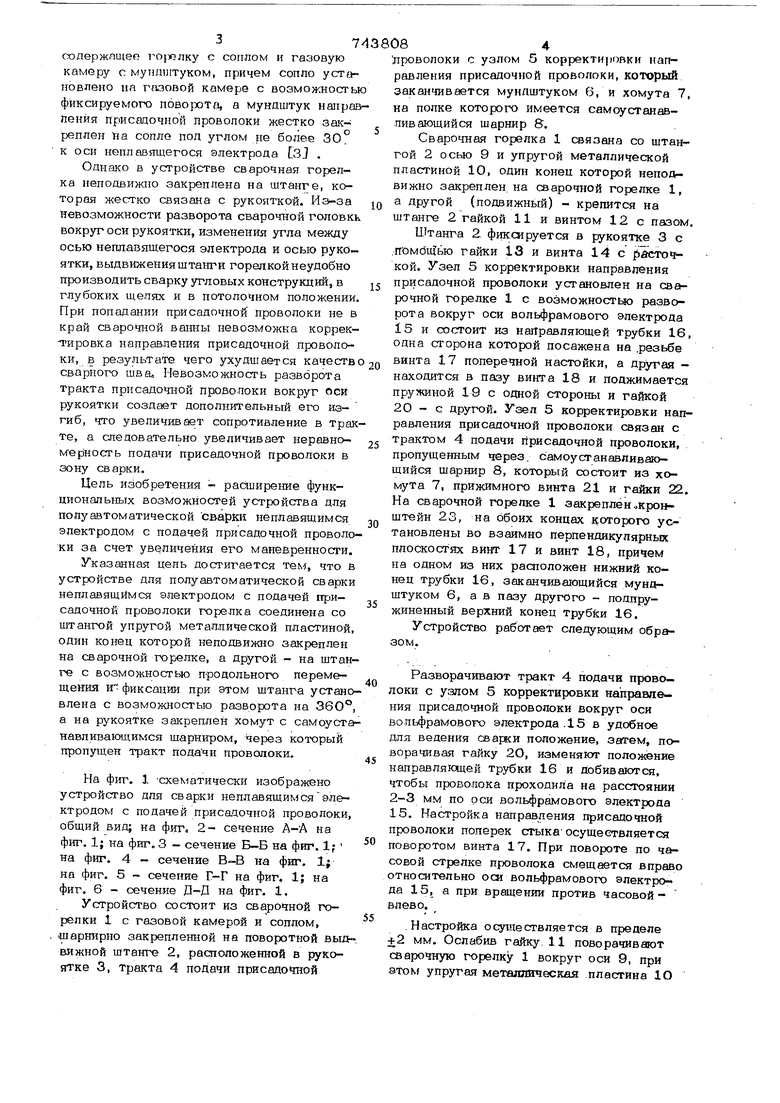
На фиг. 1 -схематически изображено устройство для сварки неплавящимся электродом с подачей присадочной проволоки, общий вид; на фиг, 2- сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 1.
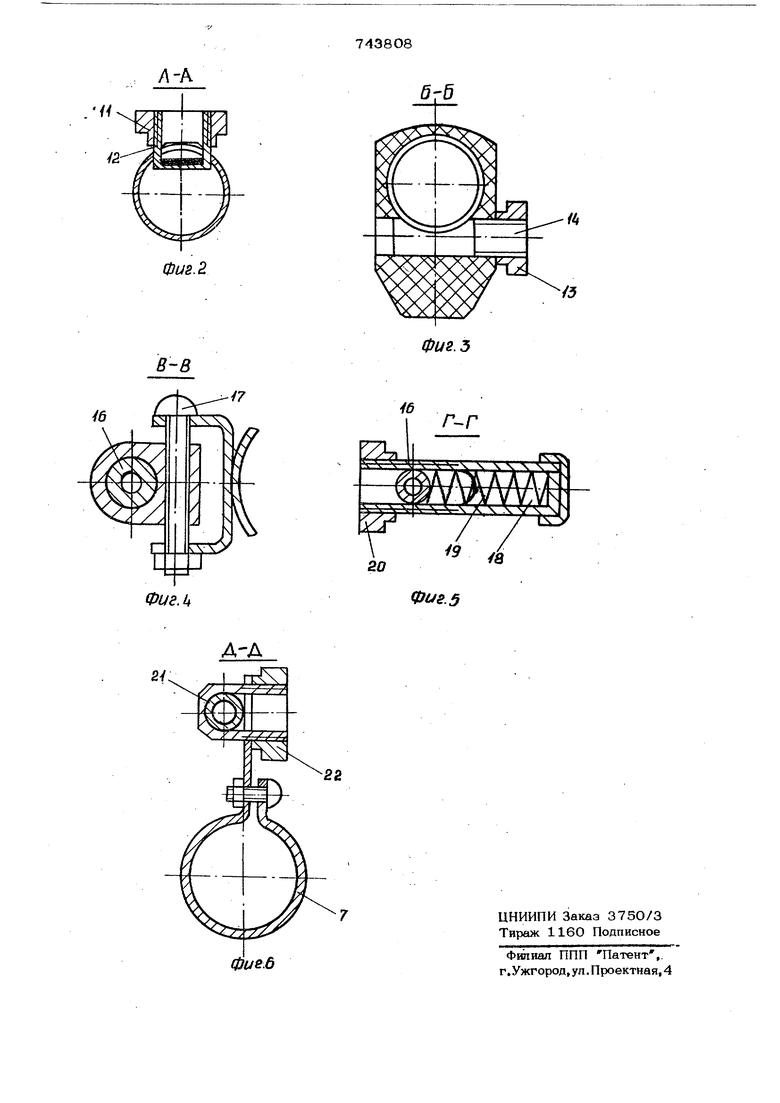
Устройство состоит из сварочной горелки 1 с газовой камерой и соплом, . шарнирно закрепленной на поворотной выдвижной штанге 2, расположенной в рукоятке 3, тракта 4 подачи присадочной
лроволоки с узлом 5 KoppeKTHfioBKH направления присадочной проволоки, который заканчивается мундштуком 6, и хомута 7 на полке которого имеется самоустанавливающийся шарнир В.
Сварочная горелка 1 связана со штангой 2 осью 9 и упругой металлической пластиной 10, один конец которой неподвижно закреплен, на сварочной горелке 1, а другой (подвижный) - крепится на штанге 2 гайкой 11 и винтом 12с пазом
Штанга 2. фиксируется в рукоятке 3 с .помбиГью гайки 13 и винта 14 с рйсточкой. Узел 5 корректировки направления присадочной проволоки установлен на сварочной горелке 1 с возможностыо разворота вокруг оси вольфрамового электрода 15 и состоит из направляющей трубки 16 одна сторона которой посажена на .резьбе винта 17 поперечной настойки, а другая находится в пазу винта 18 и поджимается пружиной 19 с одной стороны и гайкой 20 - с другой. Узел 5 корректировки направления присадочной проволоки связан с Трактом 4 подачи присадочной проволоки, пропущенным через, самоустанавливающийся шарнир 8, который состоит из хомута 7, прижимного винта 21 и гайки 22 На сварочной горелке 1 закреплён кронштейн 23, на обоих концах которого установлены во взаимно перпендикулярных плоскостях ви1гт 17 и винт 18, причем на одном из них раотоложен нижний конец трубки 16, заканчивающийся мундштуком 6, а в пазу другого - подпружиненный верхний конец трубки 16.
Устройство работает следующим образом.
Разворачивают тракт 4 подачи проволоки с узлом 5 корректировки направления присадочной проволоки вокруг оси вольфрамового электрода.15 в удобное для ведения сварки положение, затем, поворачивая гайку 2О, изменяют положение направляющей трубки 16 и Добиваются, чтобы проволока проходила на расстоянии 2-3 мм по оси вольфрамового электрода 15. Настройка направления присадочной проволоки поперек стыка осуществляется поворотом винта 17. При повороте по часовой стрелке проволока смешается вправо относительно оси вольфрамового электрода 15, а при вращении против часовойвлево.
.Настройка осуществляется в пределе + 2 мм. Ослабив гайку. 11 поворачивают сварочную горелку 1 вокруг оси 9, при этом упругая металлическая пластина 1О
проходит в п.то винта 12, которым последняя крепится в штанге 2,
Поворачивая хомут 7 вокруг оси рукоятки 3 устанавливают тракт 4 так, чтобы он проходил сбоку руки сварщика. После ослабления гайки 22 тракт 4 устанавливается на угол, соответствующий наименьшему перегибу.
Для сварки в глубоких щелях штангу 2 со сварочной горелкой 1 выдвигают на нужную длину, предварительно ослабив гайку 13.
Использование предлагаемого устройства для сварки неплавящимся электродом с подачей присадочной проволоки обеспечивает возможность выбора удобного для сварщика угла наклона неплавящегося электрода по отношению к оси рукогггки, установления вылета штанги и разворота сварочной головки вокруг оси рукоятки; возможность корректировки направления присадочной проволоки относительно неплав5пцегося электрода в двух взаимно пе.рпендикулярных направлениях; прохожд. ние тракта подачи проволоки через самоустанавливающийся шарнир без перегибов, что уменьшает сопротивление прохождению присадочной проволоки в тракте.
Предлагаемое устройство позволяет улучшить качество сварки, повысить производительность в 1,5 раза и снизить утомляемость сварщика.
формула изобретения
Устройство для полуавтоматической сварки неплавяшимся электродом с пЬдачей присадочной проволоки, содержащее горелку, закрепленную на штанге, пропущенной через рукоятку, на которой закреплен тракт подачи проволоки с мудштуком, установленным на горелке с возможностью разворота вокруг оси электрода,
0 отлич ающее с я тем, что, с целью возможности сварки в труднодоступных местах путем увеличения его маневреннооти, горелка соединена со штангой упругой металлической пластиной, один коней кото5рой неподвижно закреплен на горелке, а другой - на штанге с возможностью продольного перемещения и фиксации, при этом штанга установлена с возможностью поворота на 360°, а на рукоятке закреплен
0 хомут с самоустанавливающимся шарниром, через который пропущен тракт подачи проволоки.
Источники информации,
5 принятые во внимание при экспертизе
1. Авторское свидетельство СССР N 179859, кл. В 23 К 37/О2, 1962.
2. Патент США № 2743346, кл. 219-75, 1953.
3. Авторское свидетельство СССР NO 446372, кл. В 23 К 9/16,1974.
Л-А
Фиё.2
бгб
В-В
Фиг. 5
17
/6
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полуавтоматической газоэлектрической сварки неплавящимся электродом | 1971 |
|
SU446372A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| 13 СЕРО ЮЗЫ Л ЯПА ^-i-TaYJ-rt ТГ av Cf; тггг ^- f.-: -, «i Hlt.StTi=0-i;.A.r:r,i.. ПЛН; | 1973 |
|
SU385703A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Устройство для сварки | 1986 |
|
SU1357171A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |