Изобретение относится к сиоеоба.м автоматической электродугозон сварки илавящимся электродом под флюсом и в защит11ых газах металлов и сплавов с применением пороп:кообразпого присадочного металла.
Мзвестен снособ электродугово сварки плавящимся электродол в з;ш1,1 гных газах, состоящий в подаче л;сталл1 пеского порошка вокруг электродной проволоки к определеппых колпчеетвах.
Однако при этом способе певозможпо вы олнеппе качественной сварки иод флюсом и в заи итпых газах с примепепиел порошкообразного металла с ферромагнитньми свойствами. В случае примеиенпя поро1ика с ферромагнптными сзойствалп по известному способу последний пе .может стабильно подаваться, так как п юпсходит завнсание и задержка его под действием электромагнитных сил, возниKaioHuix при прохождснип сварочного тока в вылете электродпой прог1олоки, п сил трения между HOpoHiKOM и сте 1ками капала, по котоpoAiy подается ;оро1пок вокруг элех;родпой прово.кжп.
С цельо повыик-ппя про1131;одительносги и гпчсства металла шва при использовании ферромагиитиого порошка свободны : вылет элек. рода увеличивают н:; 30-50% по сравнению с (М1ти лальным, подаг ая метал;1пческпй порешок в количестве 0,3-0,9 от веса расплавляемой электродной проволоки.
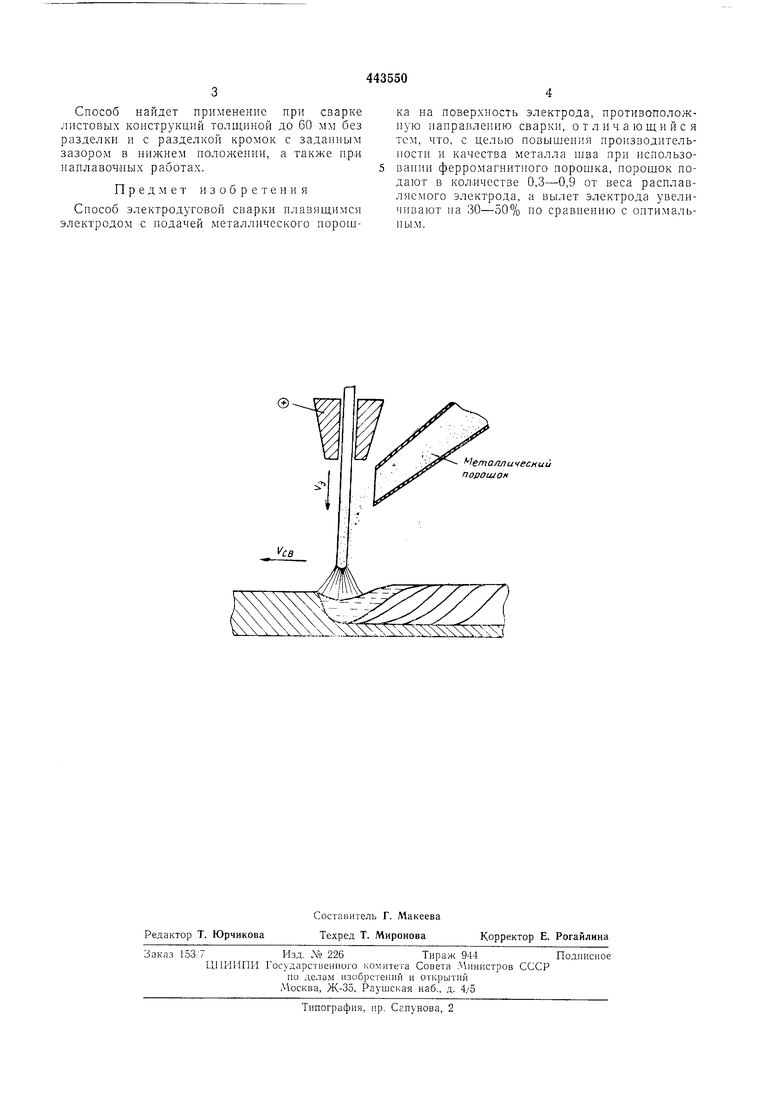
На чертеже изображена схема реализации предлагаемого способа.
СпосОб состоит в том, что используют электро.маг-штпые силы, возникающие в вылете электродной проволоки при прохождении по ней еварочного тока, для подачи порошкообразного металла с ферромагнитными свойствами в зону сварки позади дуги. Подачу металлического порошка на поверхность вылета электрода, противоположную направлепию еварки, осуществляют из следующих соображе1П Й.
Учитывая влиян1;е электро.магнитных сил и явление нал П1а}1ия норошка на проволоку только с той стороны, откуда его подают, иредлагается иодавать .металлический порошок в требуемую зону, а именно позади дугп. В результате эффектпвио используется тепло дуги и тепло перегрева сварочной и шлаковой ванны для расплавления порошка, обладаюпгего спльн.о развитой поверхностью, повышается 1роизводительность сварки п улучшается качество с; арпого соединения. Соотношение между весом порошка и электродной проволоки 0.3-0,9 установлено экенериме тально. При сварке листов толщ1П10й 4-30 мм эго соотноiHeiine берется в пределах 0,6-0,9, при сварке ЛГ1СТОВ толщиной до 60 мм - 0,3-0,6.
Способ найдет применение при сварке листовых конструкций толщиной до 60 мм без разделки и с разделкой кромок с зада.нным зазором в иижнем положении, а также пр:и иаплавочлых работах.
Предмет изобретения
Способ электродуговой сварки плавящимся электродом с подачей металлического порошка на поверхность электрода, противоположную иапраплению сварки, отличающийся тем, что, с целью повышепия производительности и качества металла при использоваиии ферромагнитного порошка, порошок подают в количестве 0,3-0,9 от веса расп.тавляемого электрода, а вылет электрода увеличивают на 30-50% но сравнению с оптимальным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки плавлением | 1974 |
|
SU437343A1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Способ дуговой односторонней автома-ТичЕСКОй СВАРКи | 1979 |
|
SU804283A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1459849A1 |
| Способ электродуговой точечной сварки плавящимся электродом | 1984 |
|
SU1507548A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СВАРНОГО ШВА ПРИ ДУГОВОЙ СВАРКЕ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 2012 |
|
RU2492979C1 |
®
ет алп и чески и порошон
