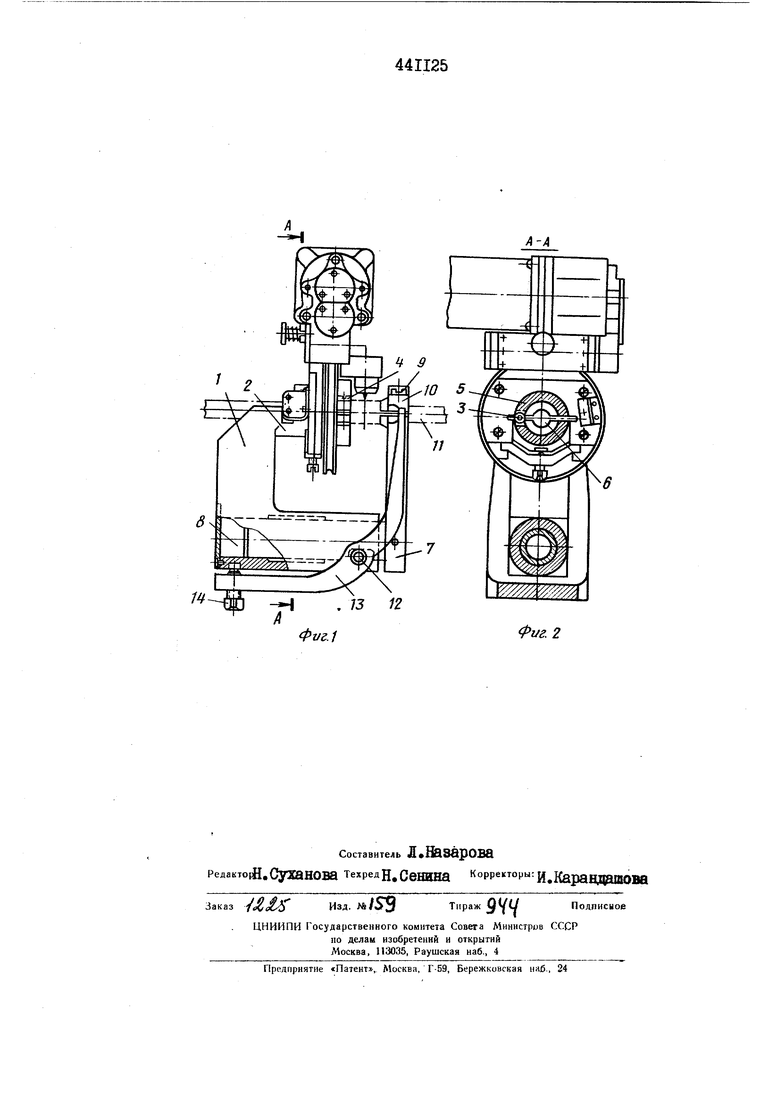
Изобре рение относится к устройствам для автоматической свар ки непсворотных стыков трубопроводов из алюминиевых сплавов и может быть применено при сварке элементов из других материалов. Известно устройство для сборки и сварки неповоротных стыков труб, содержащее автомат дли сварки, два центрирующих вкладыша, устанавливаемых на трубу, неподвижную траверсу и подвижную прижимную траверсу. Предлагаемое устройство отличается от известного тем, что неподвижная траверса снабжена двуплеч рычагом, с которым, bjaa соедйнена шарниром, установленным с возможностью перемещения по линии, параллельной оси трубы, при этдм на одном плече рычага установлен нажимной винт, а другое плечо кинематически связано с подвижной прижимной траверсой по линии, проходящей 1через ось трубы, неподвижная loaверса выполнена заодно с одним из центрирующих вкладышей, который посредством шарнира соединен с другим центрирующий вкладышей. Это позволяет повысить точность центровки труб и облегчить сборку стыков труб перед сваркой. На фиг.1 изображено предлагает мое устройство, общий вид: на фиг, 2 - разрез по А-А на фиг.1. Устройство состоит из неподвижной траверсы I, выполненной заодно с центрирующим вкладышем 2, на котором шарниром 3 и винтом 4 закреплен другой центрирующий вкладыш 5, образующий с вкладышем 2 втулку с цилиндрическим отверстием 6. Подвижная траверса 7. установлена по скользящей посадке в отверстии 8 неподвижной траверсы I, ось которого параллельна оси отверстия 6, 8 на ПОДВИЖНОЕ траверсе 7 на винтах 9 установлен хомут 10 образующий с подвижной траверсой цилиндрическое отверстие II, ось которого совмещена с осью цилиндри ческого отверстия 6. Наружная nose кость центрирующих вкладышей 2, и 5 обработана соосно о отверстием 6 На неподвижной траверсе I на оси 12 шврнирно заксеплен пружинный рычаг 13, на одном конце которого в резьбовом отверстии установлен нажимной винт 14, а другой конец взаимодействует с подвижной траверсой.. На корпусе закреплен микровыключатель. Устройство работает следующим образом. На концах свариваемых труб фиксируются соответственно неподвижная траверса I и подвижная траверса 7. Затем при вращении нажимного винта 14, который упирается в неподвижную траверсу I, пружинный рычаг 13 перемещает подвижную траверсу 7 до соприкосновения торцов труб. При дальнейш вращении нажимного винта 14 пружинный рычаг 13 деформируется в создает требуемое постоянное усиже сжатия торцов труб. На этом заканчивается операция сборки стыка. Для сварки стыка сварочный а томат устанавливается на цеитритак, чтобы рующие вкладыши 2 и 5 ось горелки совпадала с плоскосты стыка. С помощью предлагаемого устройства сборка неповоротных стыков труб под сварку производится без прихватки, при этом для сварки используются неподвижная и подвижная траверсы с пружинным рычагом, а затем, не снимая эти детали со стыка, можно устанавливать остальные узлы автомата для сварки, не ослабляя усилие сжатия торцов, созданное пружинным рычагом при сборке. ПРЩШТ ИЗОБРЕТЕНИЯ Устройство для сборки и сварки неповоротных стыков труб, содержащее неподвижную траверсу и подвижную прижимную траверсу, два центрирующих вкладыша, устанавливаемых на трубу, от л и ч а ющ е е с я тем, что, с целью повышения точности центровки труб и облегчения стыковки их перед сваркой, неподвижная траверса снабжена двуплечим рычагом, с которым она соединена посредством шарнира, установленного с возможностью перемещения по линии, параллельной оси трубы, на одном плече рычага установлен нажимной винт, а другое плечо кинематически связано с подвижной прижимной траверсой по линии, проходящей через ось трубы, при этом неподвижная траверса выполнена заодно о одним из центрирующих вкладышей который посредством шарнира соединен с другим центрирующим вкладышем.
, 13 12
Фид.1
А-А
фиг. 2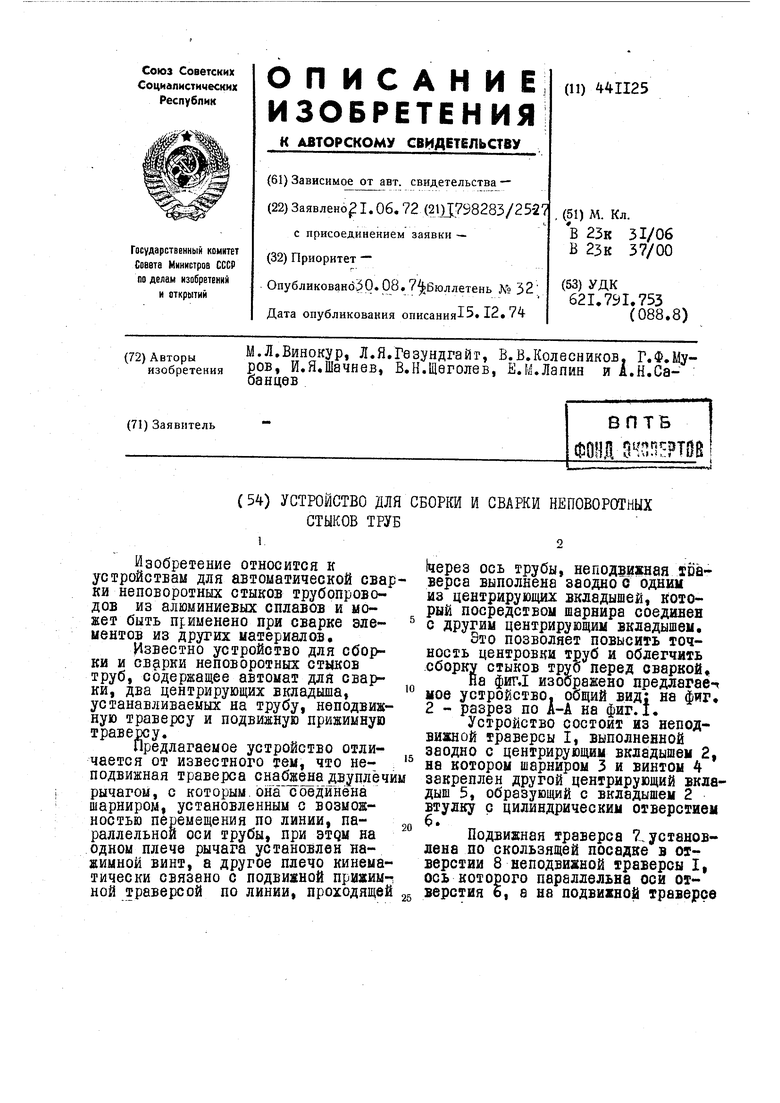
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| НАРУЖНЫЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ТРУБ ПОД СВАРКУ | 1972 |
|
SU428897A1 |
| ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 2015 |
|
RU2599469C1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство Дагиса для прижима полуколец к цилиндрическим поверхностям | 1990 |
|
SU1815096A1 |