1
Изобретение относится к сварке.
Известен наружный центратор для сборки труб под сварку, содержащий корпус, на котором смонтированы два независимо работающих центрирующих органа. Каждый из последних представляет собой неподвижный диск с радиально расположенными пазами, в которых установлены нажимные элементы, перемещаемые по пазам за счет поворота подвижного диска с наклонными пазами.
Целью изобретения является улучщение качества сборки труб под сварку.
Это достигается тем, что нажимные элементы выполнены в виде поворотных двуплечих рычагов, оси поворота которых смонтированы на корпусе. Одно плечо каждого двуплечего рычага имеет возможность перемещения по радиальному пазу неподвижного диска, а другое плечо снабжено опорной поверхностью, воздействующей на шток, установленный в корпусе перпендикулярно к его образующей.
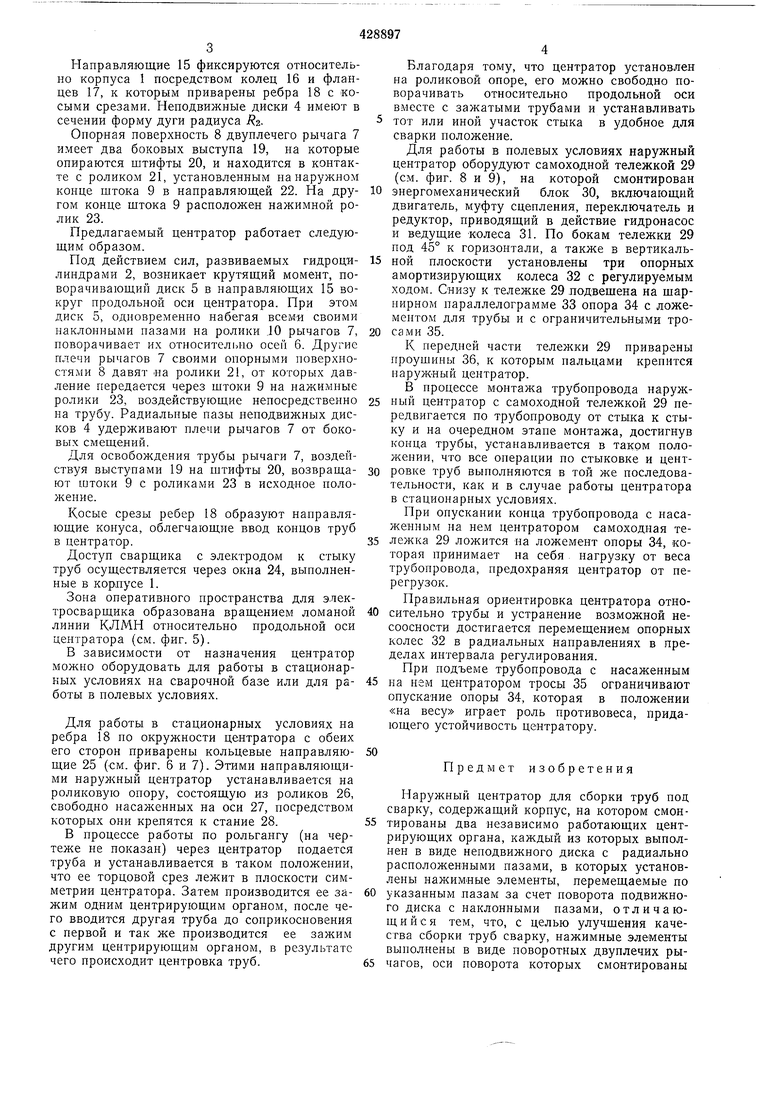
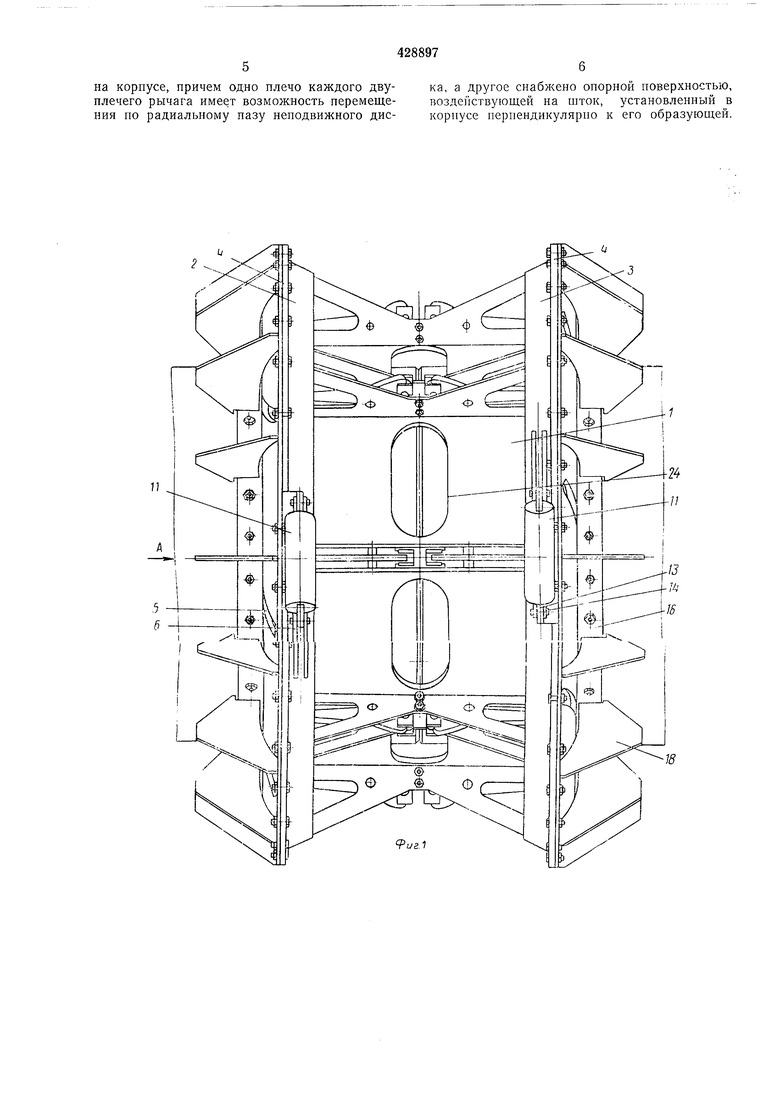
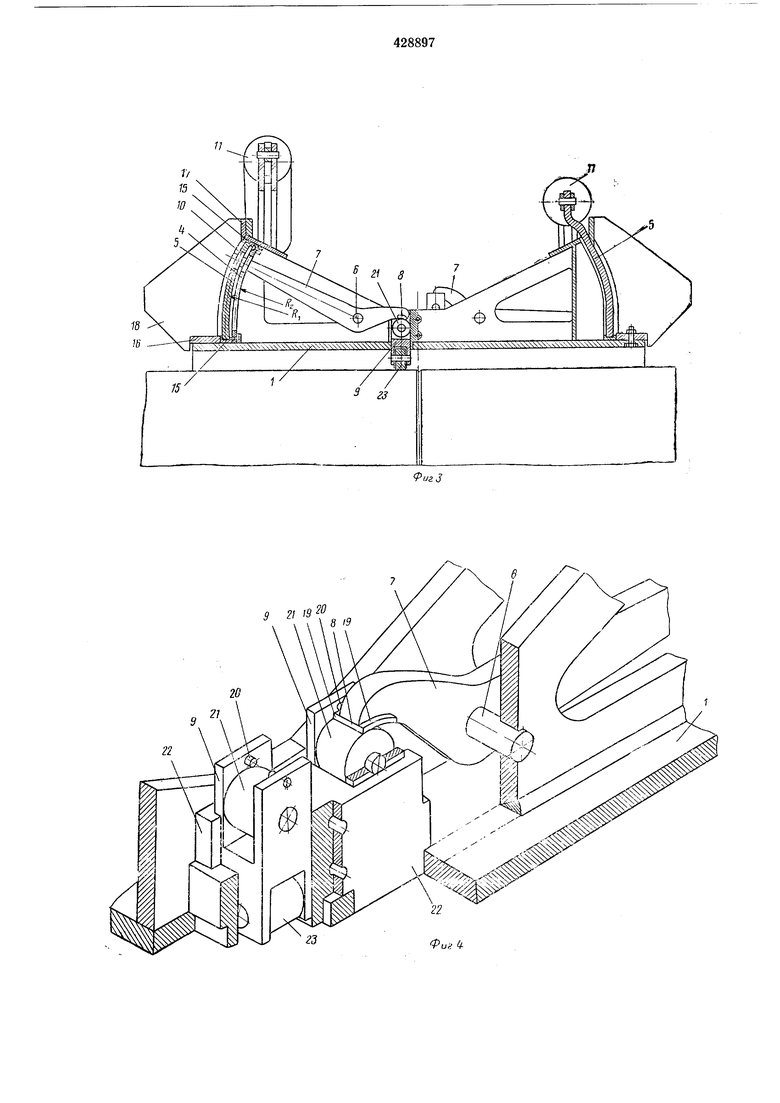
На фиг. 1 показан наружный центратор, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по БВГДЕЖ на фиг. 2; на фиг. 4 - нажимной элемент с частичным выровом в аксонометрии; на фиг. 5- схема оперативного пространства для электросварщика; на фиг. 6 - наружный центратор на роликовой опоре; на фиг. 7 - вид по стрелке 3 на фиг. 6; на фиг. 8 - наружный
центратор в сочетании с самоходной тележкой; на фиг. 9 - сечение по И-И на фиг. 8. На корпусе 1 центратора смонтированы два независимо работающих центрирующих органа 2 и 3, каждый из которых представляет собой неподвижный диск 4 с радиально расположенными пазами.
Рядом с каждым диском 4 на корпусе 1 смонтированы подвижные диски 5 с наклонными пазами, а на осях 6 - поворотные двуплечие рычаги 7. Одно плечо каждого рычага 7 расположено в радиальном пазу неподвижного диска 4, а другое снабжено опорной поверхностью 8, воздействующей на шток 9,
установленный в корпусе 1 перпендикулярно к его образующей.
Плечо рычага 7, расположенное в радиальном пазу неподвижного диска 4, снабжено роликом 10, который входит в наклонный паз
подвижного диска 5, поворачивающегося относительно образующей корпуса силовыми гидроцилиндрами 11.
Но периферии каждого диска 4 и 5 попарно расположены кронштейны 12 и 13, между
которыми шарнирно закреплены гидроцилиндры 11. Штоки последних пальцами 14 связаны с кронштейнами 13 подвижных дисков 5, имеющих в сечении форму дуги окружности радиуса Ri и установленных в пазах
кольцевых направляющих 15.
Направляющие 15 фиксируются относительно корпуса 1 посредством колец 16 и фланцев 17, к которым приварены ребра 18 с косыми срезами. Неподвижные диски 4 имеют в сечении форму дуги радиуса 2.
Опорная поверхность 8 двуплечего рычага 7 имеет два боковых выступа 19, на которые опираются штифты 20, и находится в контакте с роликом 21, установленным на наружном конце штока 9 в направляющей 22. На другом конце штока 9 расположец нажимной ролик 23.
Предлагаемый центратор работает следующим образом.
Под действием сил, развиваемых гидроцилиндрами 2, возникает крутящий момент, поворачивающий диск 5 в направляющих 15 вокруг продольной оси центратора. При этом диск 5, одновременно набегая всеми своими наклонными пазами на ролики .10 рычагов 7, новорачивает их относительно осей 6. Другие плечи рычагов 7 своими опорными поверхностями 8 давят «а ролики 21, от которых давление передается через штоки 9 на нажимные ролики 23, воздействующие непосредственно на трубу. Радиальные пазы неподвижных дисков 4 удерживают плечи рычагов 7 от боковых смещений.
Для освобождения трубы рычаги 7, воздействуя выступами 19 на штифты 20, возвращают штоки 9 с роликами 23 в исходное положепие.
Косые срезы ребер 18 образуют направляющие конуса, облегчающие ввод концов труб в центратор.
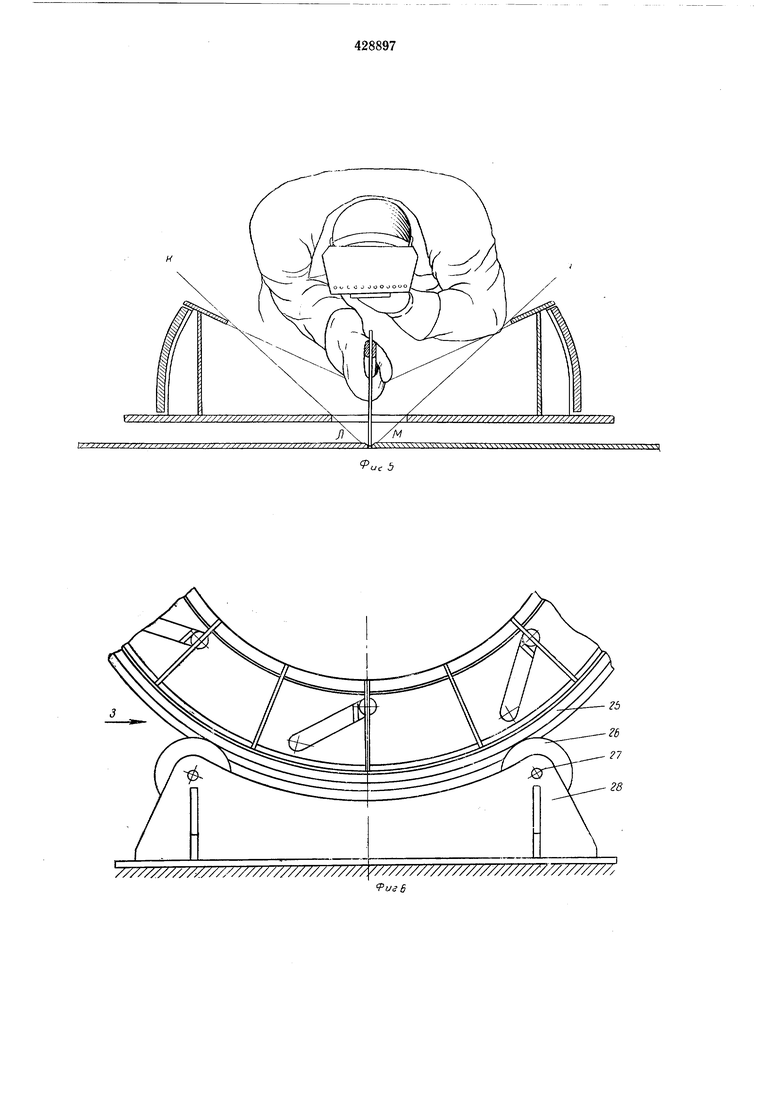
Доступ сварщика с электродом к стыку труб осуществляется через окна 24, выполненные в корпусе 1.
Зона оперативного пространства для электросварщика образована вращением ломаной линии КЛМН относительно продольной оси центратора (см. фиг. 5).
В зависимости от назначения центратор можно оборудовать для работы в стационарных условиях на сварочной базе или для работы в полевых условиях.
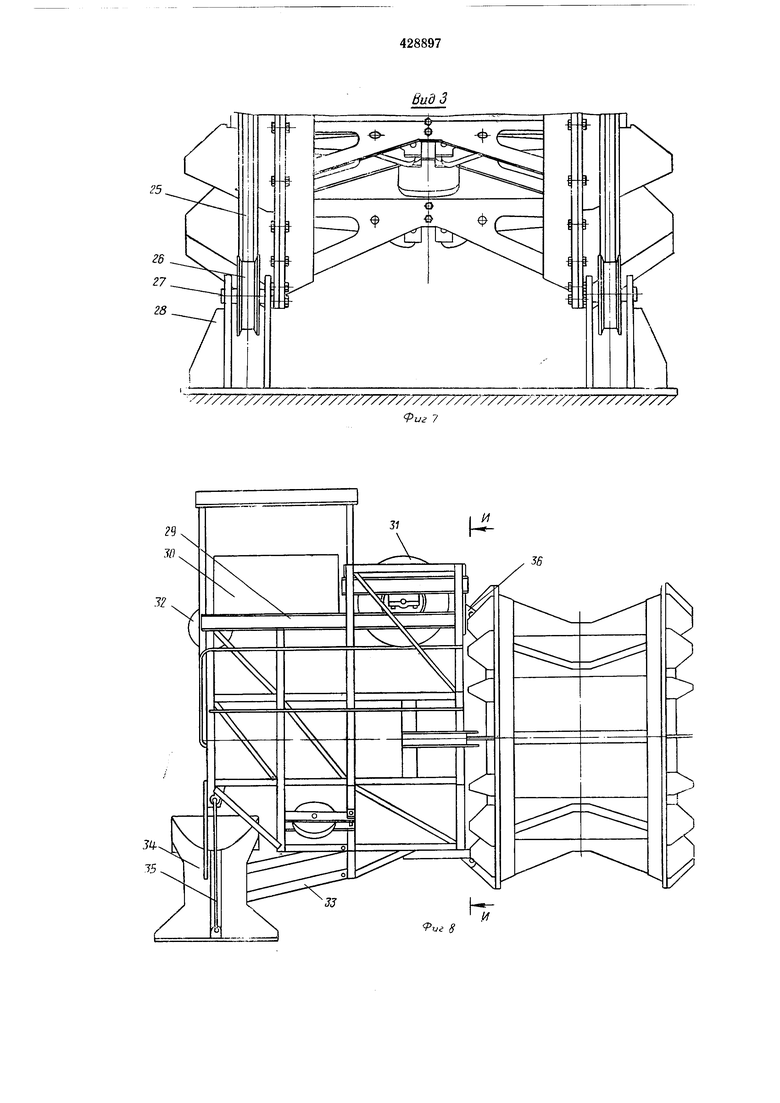
Для работы в стационарных условиях на ребра 18 но окружности центратора с обеих его сторон приварены кольцевые направляющие 25 (СМ. фиг. 6 и 7). Этими направляющими наружный центратор устанавливается на роликовую опору, состоящую из роликов 26, свободно насаженных на оси 27, посредством которых они крепятся к стание 28.
В процессе работы по рольгангу (на чертеже не показан) через центратор подается труба и устанавливается в таком положении, что ее торцовой срез лежит в плоскости симметрии центратора. Затем производится ее зажим одним центрирующим органом, после чего вводится другая труба до соприкосновения с первой и так же производится ее зажим другим центрирующим органом, в результате чего происходит центровка труб.
Благодаря тому, что центратор установлен на роликовой опоре, его можно свободно поворачивать относительно продольной оси вместе с зажатыми трубами и устанавливать 5 тот или иной участок стыка в удобное для сварки положение.
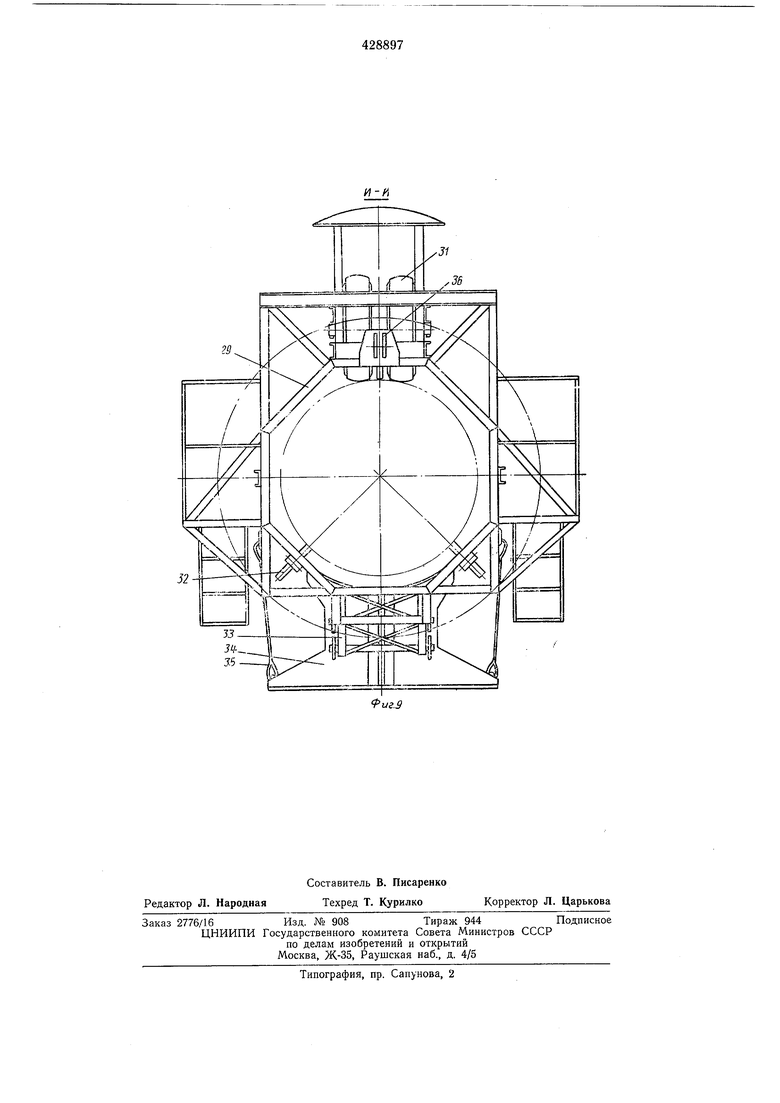
Для работы в нолевых условиях наружный центратор оборудуют самоходной тележкой 29 (см. фиг. 8 и 9), на которой смонтирован
0 энергомеханический блок 30, включающий двигатель, муфту сцепления, переключатель и редуктор, приводящий в действие гидронасос и ведущие колеса 31. По бокам тележки 29 под 45° к горизонтали, а также в вертикальной плоскости установлены три опорных амортизирующих колеса 32 с регулируемым ходом. Снизу к тележке 29 лодвещена на шарнирном параллелограмме 33 опора 34 с ложементом для трубы и с ограничительными тро0 сами 35.
К передней части тележки 29 приварены проушины 36, к которым нальцами кренится наруЖНый центратор. В нроцессе монтажа трубопровода наружный центратор с самоходной тележкой 29 нередвигается по трубопроводу от стыка к стыку и на очередном этапе монтажа, достигнув конца трубы, устанавливается в таком положении, что все онерации по стыковке и центровке труб вынолняются в той же последовательности, как и в случае работы центратора в стационарных условиях.
При опускании конца трубопровода с насаженным на нем центратором самоходная тележка 29 ложится на ложемент опоры 34, которая принимает на себя нагрузку от веса трубопровода, предохраняя центратор от нерегрузок.
Правильная ориентировка центратора отно0 сительно трубы и устранение возможной несоосности достигается перемещением опорных колес 32 в радиальных направлениях в пределах интервала регулирования.
При подъеме трубопровода с насаженным 5 на нем центратором тросы 35 ограничивают опускание опоры 34, которая в положении «на весу играет роль противовеса, придающего устойчивость центратору.
Предмет изобретения
Наружный центратор для сборки труб под сварку, содержащий корпус, на котором смонтированы два независимо работающих центрирующих органа, каждый из которых выполнен в виде неподвижного диска с радиально расположенными пазами, в которых установлены нажимные элементы, перемещаемые по
указанным пазам за счет поворота подвижного диска с наклонными пазами, отличающийся тем, что, с целью улучшения качества сборки труб сварку, нажимные элементы выполнены в виде поворотных двуплечих рычагов, оси поворота которых смонтированы на корпусе, причем одно плечо каждого двуплечего рычага имеет возможность перемещенпя по радиальному пазу неподвижного днека, а другое снабжено опорной поверхностью, воздействующей на шток, установленный в корпусе перпендикулярно к его образующей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Наружный центратор | 1980 |
|
SU1006141A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| ПОДВИЖНОЕ ИРРИГАЦИОННОЕ УСТРОЙСТВО | 2008 |
|
RU2404569C2 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
| Устройство для сборки цилиндрических конструкций | 1981 |
|
SU965686A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
Вид
ua2 9 2t 9
77 7777/77//////7777
