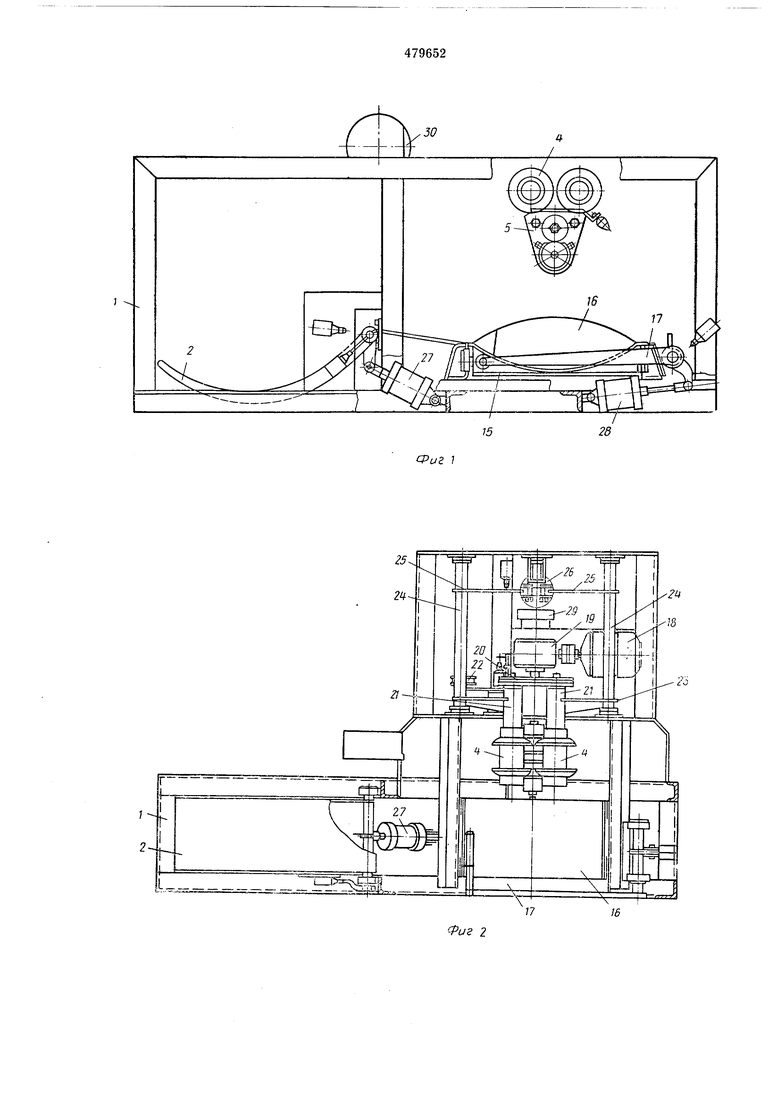
11 осуществляется с помощью резиновых колец 14, установленных в опорных ролпках 6. Угол заточки ножей 10 и 11 отрицательный 1°.
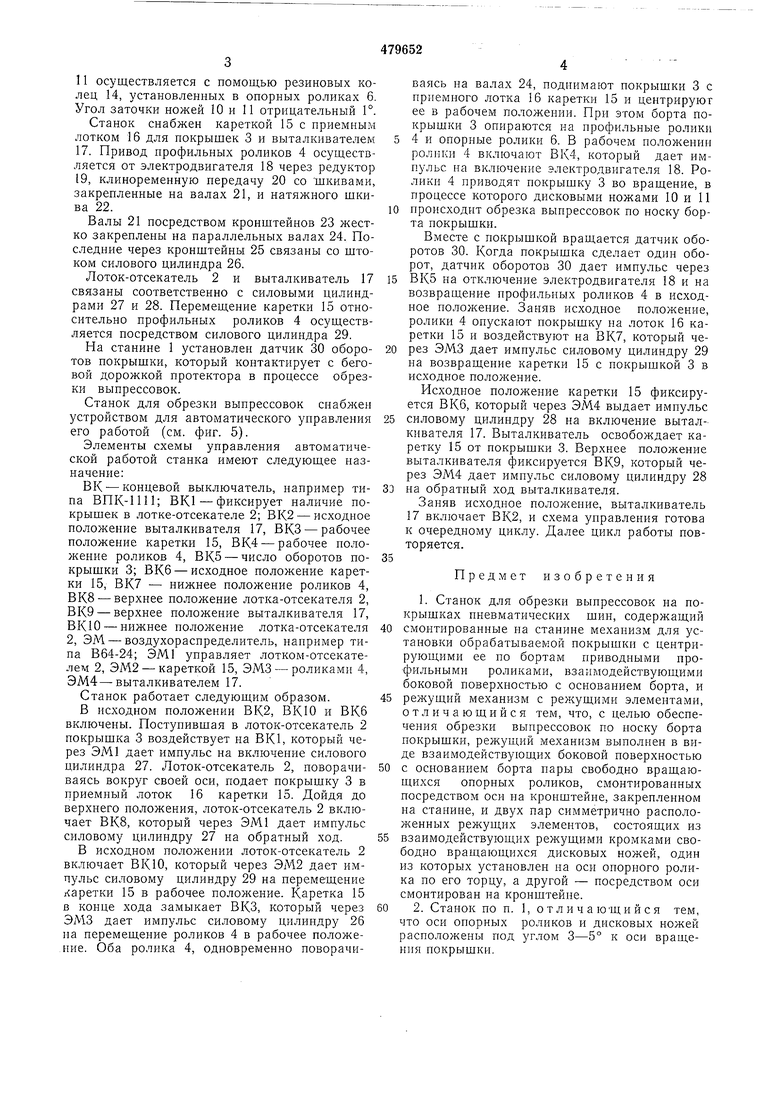
Станок снабжен кареткой 15 с приемным лотком 16 для покрыщек 3 и выталкивателем 17. Привод профильных роликов 4 осуществляется от электродвигателя 18 через редуктор 19, клиноременную передачу 20 со щкивами, закрепленные на валах 21, и натяжного щкива 22.
Валы 21 посредством кронщтейнов 23 жестко закреплены на параллельных валах 24. Последние через кронщтейны 25 связаны со щтоком силового цилиндра 26.
Лоток-отсекатель 2 и выталкиватель 17 связаны соответственно с силовыми цилиндрами 27 и 28. Перемещение каретки 15 относительно профильных роликов 4 осуществляется посредством силового цилиндра 29.
На станине 1 установлен датчик 30 оборотов покрышки, который контактирует с беговой дорожкой протектора в процессе обрезки выпрессовок.
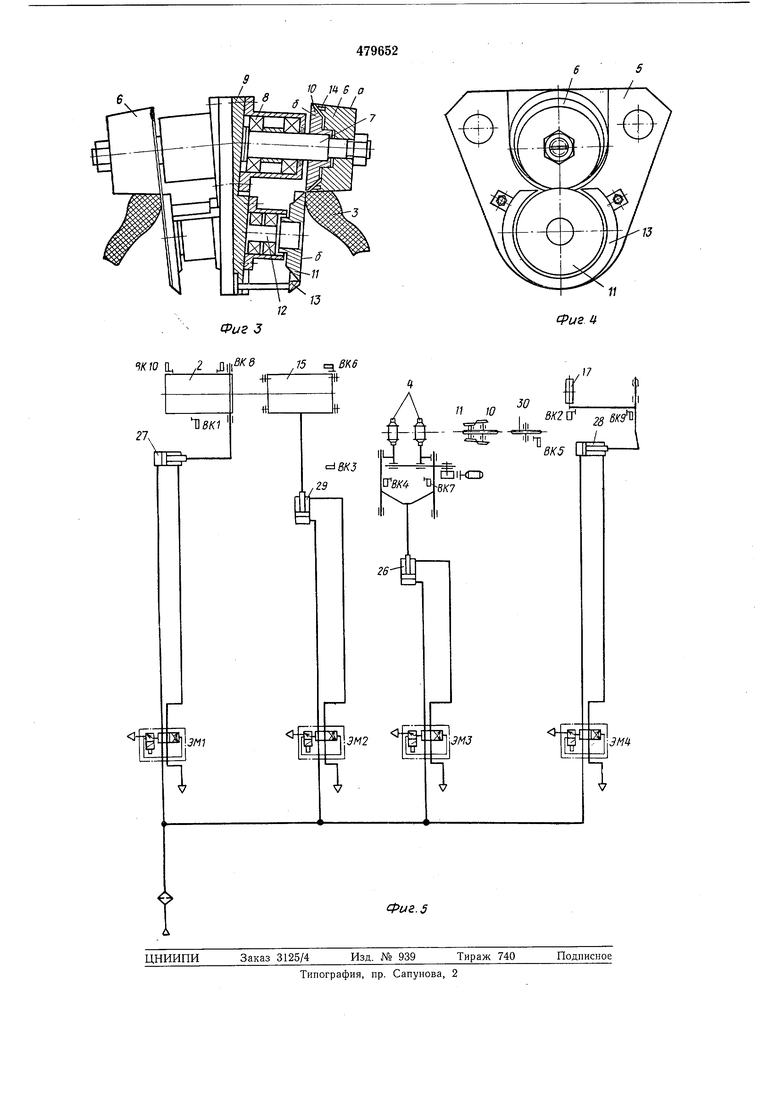
Станок для обрезки выпрессовок снабжен устройством для автоматического управления его работой (см. фиг. 5).
Элементы схемы управления автоматической работой станка имеют следующее назначение:
ВК - концевой выключатель, например типа ВПК-ИИ; ВК1-фиксирует наличие покрышек в лотке-отсекателе 2; ВК2 - исходное положение выталкивателя 17, ВКЗ - рабочее положение каретки 15, ВК4 - рабочее положение роликов 4, ВК5 - число оборотов покрышки 3; ВК6 - исходное положение каретки 15, ВК7 - нижнее положение роликов 4, ВКЗ - верхнее положение лотка-отсекателя 2, ВК9 - верхнее положение выталкивателя 17, ВК10 - нижнее положение лотка-отсекателя 2, ЭМ - воздухораспределитель, например типа В64-24; ЭМ1 управляет лотком-отсекателем 2, ЭМ2 - кареткой 15, ЭМЗ - роликами 4, ЭМ4-выталкивателем 17.
Станок работает следующим образом.
В исходном положении ВК2, ВКЮ и ВК6 включены. Поступившая в лоток-отсекатель 2 покрышка 3 воздействует на ВК1, который через ЭМ1 дает импульс на включение силового цилиндра 27. Лоток-отсекатель 2, поворачиваясь вокруг своей оси, подает покрышку 3 в приемный лоток 16 каретки 15. Дойдя до верхнего положения, лоток-отсекатель 2 включает ВК8, который через ЭМ1 дает импульс силовому цилиндру 27 на обратный ход.
В исходном положении лоток-отсекатель 2 включает ВКЮ, который через ЭМ2 дает импульс силовому цилиндру 29 на перемещение каретки 15 в рабочее положение. Каретка 15 в конце хода замыкает ВКЗ, который через ЭМЗ дает импульс силовому цилиндру 26 па перемещение роликов 4 в рабочее положение. Оба ролика 4, одновременно поворачиваясь на валах 24, поднимают покрыщки 3 с приемного лотка 16 каретки 15 и центрируют ее в рабочем положении. При этом борта покрыщки 3 опираются на профильные ролики 4 и опорные ролики 6. В рабочем положении ролики 4 включают ВК4, который дает импзльс на включение электродвигателя 18. Ролики 4 приводят покрышку 3 во вращение, в процессе которого дисковыми ножами 10 и И
происходит обрезка выпрессовок по носку борта покрышки.
Вместе с покрышкой вращается датчик оборотов 30. Когда покрыщка сделает один оборот, датчик оборотов 30 дает импульс через
ВК5 на отключение электродвигателя 18 и на возвращение профильных роликов 4 в исходное положение. Заняв исходное положение, ролики 4 опускают покрышку на лоток 16 каретки 15 и воздействуют на ВК7, который через ЭМЗ дает импульс силовому цилиндру 29 на возвращение каретки 15 с покрышкой 3 в исходное положение.
Исходное положение каретки 15 фиксируется В Кб, который через ЭМ4 выдает импульс
силовому цилиндру 28 на включение выталкивателя 17. Выталкиватель освобождает каретку 15 от покрышки 3. Верхнее положение выталкивателя ф|иксируется ВК9, который через ЭМ4 дает импульс силовому цилиндру 28
па обратный ход выталкивателя.
Заняв исходное положение, выталкиватель 17 включает ВК2, и схема управления готова к очередному циклу. Далее цикл работы повторяется.
Предмет изобретения
1. Станок для обрезки вынрессовок на покрыщках пневматических шин, содержащий
смонтированные на станине механизм для установки обрабатываемой покрышки с центрирующими ее по бортам приводными профильными роликами, взаимодействующими боковой поверхностью с основанием борта, и
режущий механизм с режущими элементами, отличающийся тем, что, с целью обеспечения обрезки выпрессовок по носку борта покрыщки, режущий механизм выполнен в виде взаимодействующих боковой поверхностью
с основанием борта пары свободно вращающихся опорных роликов, смонтированных посредством оси па кронштейне, закрепленном на станиие, и двух пар симметрично расположенных режущих элементов, состоящих из
взаимодействующих режущими кромками свободно вращающихся дисковых ножей, один из которых установлен на оси опорного ролика по его торцу, а другой - посредством оси смонтирован на кронщтейне.
2. Станок по п. 1, отличающийся тем, что оси опорных роликов и днсковых ножей расположены под углом 3-5° к оси вращения покрыщки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки выпрессовок на автопокрышках | 1967 |
|
SU286845A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Гидравлический однопозиционный пресс одностороннего прессования | 1960 |
|
SU147120A1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| Станок для обрезки выпрессовок с автопокрышек | 1986 |
|
SU1353652A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Полуприцеп | 1983 |
|
SU1081055A1 |
| Станок для обрезки выпрессовок с покрышек | 1985 |
|
SU1291427A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Установка для прессования изделий из металлических порошков | 1975 |
|
SU610609A1 |
Фиг 3
7J
Фиг it
BK815 „SK6
W/O 1, ,2 Ji,
r- 4. -HF-Tlf
,7
27-.
BK.5
,29
30
BK2 ..BKS
28
BK5
3M2
3M1
1
,3M3
ЗМЦ
1
