Изобретение относится к обдасти радиопромышленйости и приборостроения.
Известны устройства для подготовки выводов |йдиоэлементов к монтажу, содержащий транспортирующую цепь с держателяьиа радиоэлементов, механизмы загрузки, формообразования, флюсования и луаания, станину и привод.
Однако эти устройства имеют низкую производительность и нуждаются в специальных механизмах загрузки и съема радиодеталей.
Цель изобретения - увеличение производительности и упрощение загрузки и разгрузки готовых изделий.
Для этого в предлагаемом устройстве держатели радиоэлементов выполнены в виде каретки с гнездами, расположенными на верхней ее плоскости, шарнирно прикрепленной передним концом к транспортирующей цепи с возможностью перемещения по регулируеглой направллю, прикрепленной к станине, и целью расширения универсальности устройства каретка снабжена дополнительным шарниром с осью вращения, перпендикулярной плоскости каретки, и гнездами других размеров, расположенными на нижней плоскости каретки.
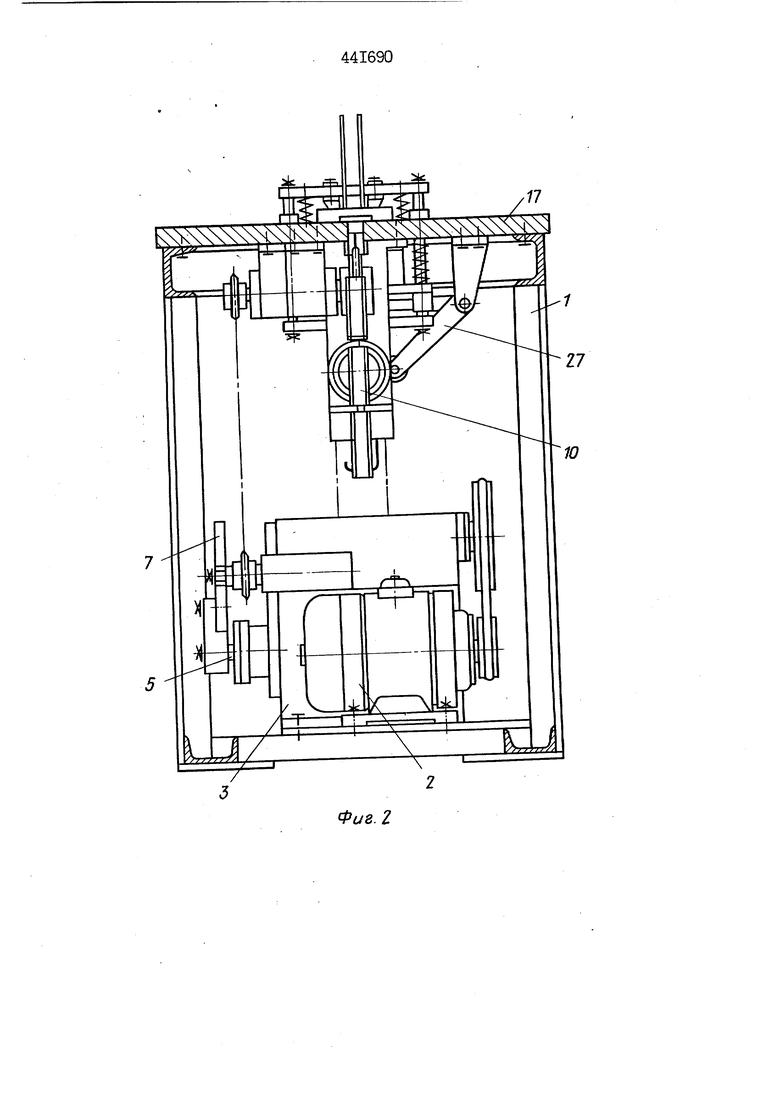
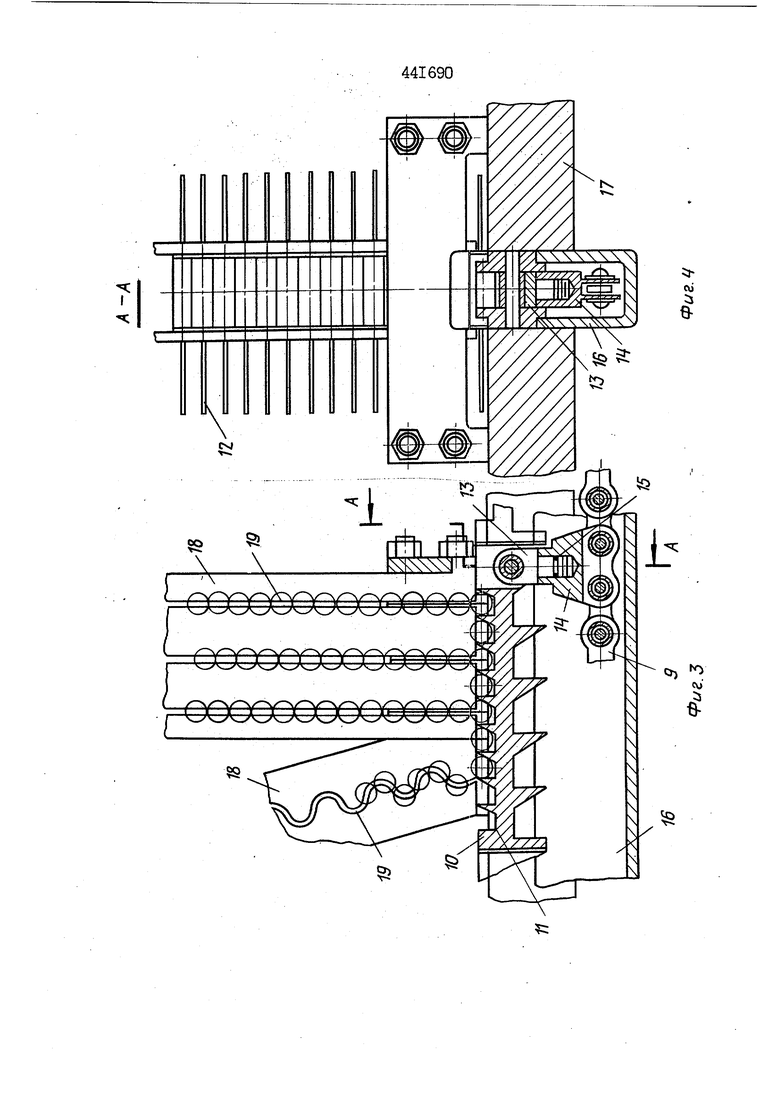
На фиг, I показано предлагаемое устройство, общий вид; на фиг, 2 - то же, вид сбоку ; на фиг, 3узел загрузки в увеличенном масштабе, разрез; на фиг, 4- разрез по А-А на фиг, 3,
Предлагаемое устройство содержит станину I, в которой установлен электродвигатель 2 привода, вращающий посредством ременной передачи входной вал редуктора 3. Редуктор 3 имеет два выходных вала 4 и 5, Вал 4 посредством цепной передачи связан с кулачковым валом о а вал 5 через мальтийский механизм 7 и цепную передачу - с
1 приводной звездочкой 8 вертикальяо замкнутой транспортирующей цепи 9, на которой установлены с постоянным шагом-каретки 10 с гнездами II для радиодеталей 12,
Каретка 10 имеет форму прямоугольника, а гнезда II - прямоуголь ной трапеции с расположением вертикальной стенки сзади по ходу движенин каретки 10, Гнезда II выполнены с постояннымjnaroM по длине
корпуса каретки 10 на верхней и нижней плоскостях и отличаются по размерам. Каретка 10 крепится к транспортирущей цепи 9 передним
(по ходу движения) концом, который шарнирно закреплен на стойке 13, поворотной в опоре 14, нижняя часть которой представляет собой звено транспортирущей цепи 9, Стойка 13 фиксируется от выпадания посредством кольцевой канавки, взаимодействующей с двумя штифтами 15, закрепленными жестко в опоре 14, Нижняя плоскость 1йретки 10 взаимодействует с направлящей 16 проходящей вдоль всех рабочих позиций и имеющей возможность регулировки ее положения по высоте,
К столу 17 устройства жестко крепится кассета, состоящая из стоек 18, образующих ручьи 19 для радиодеталей 12, которые, как и гнезда II, располагаются перпендикулярно к направлению движения караткя 10, Симметрично относительно каретки 10 установлены в столе 17 с возможностью регулировки механизмы обрезки 20 с подвижными нижними ножкамй 21 и устройства для флюсованжя выводов, оодзржащиб две ванночки 22 с флюсом, внутри которых подвижно установлены ролики 23 с поролоновыми обода,ми, смачиваемыми флюсом. Далее по ходу технологического процесса подвижно установлены две ванны 24 с расплавЛ6ННЫМ припоем и пуансоны 25, жестко закрепленные на подвижной верхней плите 26, приводящейся в движение с помощью |ечага 27, Пуансоны 25 предназначены для гибки выводов радиодеталей 12 относительно кромок ванн 24, а находящийся в них расплавленный припой . - для лужения этих выводов, в выходной части установлен лоток 28 для приема готовых
радиодеталей.
Устройство работает следующим образом.
Радиодетали 12 из вибробункеров (не показаны) поступают в ручьи 19, Включается электро Свигатель 2, и вал 5 редуктора 3 через мальтийский механизм 7 и цепную передачу приводит во вращение приводную звездочку 8, а вал 4 через цепную передачу - кулачковый вал 6, За оди оборот кулачкового вала 6 приводная звездочка 8 поворачивается на 1/4 оборота, что соответствует шагу крепления кареток 10 на транспортирущей цепи 9, которая таким образом получает пульсирующее движение. Очередная каретка Ю, проходя по направлящеи 16 под кассе-той захватывает гнездагш II из ручья 19 радиодетали 12, которыб попадают в гнезда II под действием собственного веса. Загрузка радиодеталями каретки 10 происходит из первого по ходу движения: каретки 10 ручья 19, затем она проходит под остальными ручьями 19, Это позволяет полностью обеспечить загрузку каждой каретки 10 радиодеталями.
Затем каретки 10 с радиодеталями поступают на рабочую позицию механизмов образки 20, где нижние подвижные 21 при ходе вверх обрезают выводы требуемого раэме- . ра, отходы от которых по специальным лоткам отводятся в тару. Подвижные ножи получала движение посредством кулачка в мо,мент ос-тановки кареток 10, Посла обрезки каретки 10 передвигаются на следующ Ш шаг, где по ходу движения выводы радиодеталей 12, взаимодействуя с поверхностью поролоновых ободов роликов 23, поворачивают их и смачиваются флюсом. Затем каретки 10 поступают на рабочую позицию Гибки и лужен-йя, где ванны 24 с расплавле-нным припоем поднимаются вверх под действием кулачка, а пуансоны 25 вместе с верхней плитой 26 также под действием кулачка через рычаг 27 опускаются ввяз и производят гиб1ог выв-одов относительно кромок ванн 24, После этого пуансоны 25 поднимаются вверх, выводы обслуживаются ванны 24 опускаются вниз, а каретка 10 передвигается на шаг, Когда каратка 10 окажется на приводной звездочке 8, она огибает посдеднюю, а радиодетали под действием собственного веса попадают на лоток 28, а с него - в тару.
Выполнение гнезд II в виде прямоугольной трапеции с расположением вертикальной стенки сзади по ходу движения каретки 10 позволяет избежать зикЛинивания радиодеталей в зоне загрузки и, кроме того, дает возмомость использовать гнездо II для радиодеталей с различными диаметрами корпуса и одинаковой длины в определенном диапазоне размеров. Максиглальный диаметр корпуса радиодетали определяется тем, что для надежного захвата деталей без заклинивания центр их корпуса должен быть не выше уровня верхней плоскости каретки 10, Шнимальный диаметр корпуса радиодзталеЭ выбирается из расчета касания образукь щей корпуса верхней плоскости каретки 10.
Для того, чтобы обеспечить пря разных диаметрах корпусов радиодеталей неизменное положение их выводов относительно формообразукь щих механизмов в горизонтальной плоскости, направляющая 16 регулируется с помощью винтов в вертикальном направлении.
Для расширения диапазона типоразмеров обрабатываемых деталей на ншшей плоскости каретки 10 выполнены гнезда больших размеров.
При переналадке устройства на детали больших размеров каретку 10 поворачивают на 900 относительно стойки 13 так, что корпус каретки 10 совпадает с осью стоики 13. Затем корпус каретки 10 поворачивают на 180°, вращая стойку 13 в опоре 14, после чего опускают его в исходное положение. Этот переворот можно осуществить, например, в выходной части на приводаой звездочке 8. Далее выставляется направляющая 16, регулируется размер обрезки, и устройство готово к работа. Посколь ку направляющая 16 обеспечивает одно и то жа положение выводов в
горизонтальной плоскости над столом 17 для всех типоразмеров радиодеталей, то кассета является универсальной, так как ручьи 19 направляют радиодетали IS в гнезда II посредством выводов, а не корпусов Как только в гнезда II попадает радиодеталь, ее выводы окажутся под стойками 18, образуюцщми ручей 19, и беспрепятственно пройдут под кассетой.
Многогнездная каретка позволяет за один рабочий ход обработать сразу группу деталей, что существенно увеличивает производительность устройства.
Конструкция устройства и расположение механизмов загрузки и формообразования у верхней ветви транспортирующей цепи позволяют существенно упростить загрузку и съем деталей, а также улучшить
обслуживание устройства за счет
удобного доступа к рабочим органам
«
ИЗОБРЕТЕНИЯ
1.Устройство для подготовки выводов радиоэлементов к монтажу,
, содержащее транспортирущую цепь с держателями радиоэлементов, механизмы загрузки, формообразования, флюсования и лужения, станину и привод, отличающееся тем, что, с целью увеличения производительности и упрощения загрузки и разгрузки готовых изделий, держатели радиоэлементов выполнены в виде каретки с гнездами, расположенныАш на верхней ее плоскости, шарнирно прщрепленной передним концом к транспортирующей цепи с возможностью перемещения по регулируемой направляющей, прикрепленной к станине.
2.Устройство по п. I, отличающееся тем, что, с целью расширения универсальности устройства, каретка снабжена дополнительным с осью вра;щения, перпендикулярной плоскости каретки, и гнездами других размеров, расположенныгли на нижней плоскости каретки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования радиоэлементов и гибки их выводов | 1976 |
|
SU656246A1 |
| Устройство для подачи радиодеталей,преимущественно,в установках для контроля радиодеталей с односторонними выводами по электрическим параметрам | 1984 |
|
SU1205329A1 |
| Автоматическая линия для изготовления радиодеталей | 1983 |
|
SU1128298A1 |
| Устройство для маркировки радиодеталей | 1981 |
|
SU1018162A1 |
| Устройство для подготовки выводов радиодеталей | 1982 |
|
SU1026332A1 |
| Устройство для подачи радиодеталей | 1980 |
|
SU902343A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для перемещения радиоэлементов | 1977 |
|
SU721938A1 |
| Устройство для обрезки,преимущественно однонаправленных выводов радиодеталей | 1980 |
|
SU946021A1 |
| Устройство для подачи радиодеталей преимущественно с односторонними выводами | 1986 |
|
SU1370809A1 |