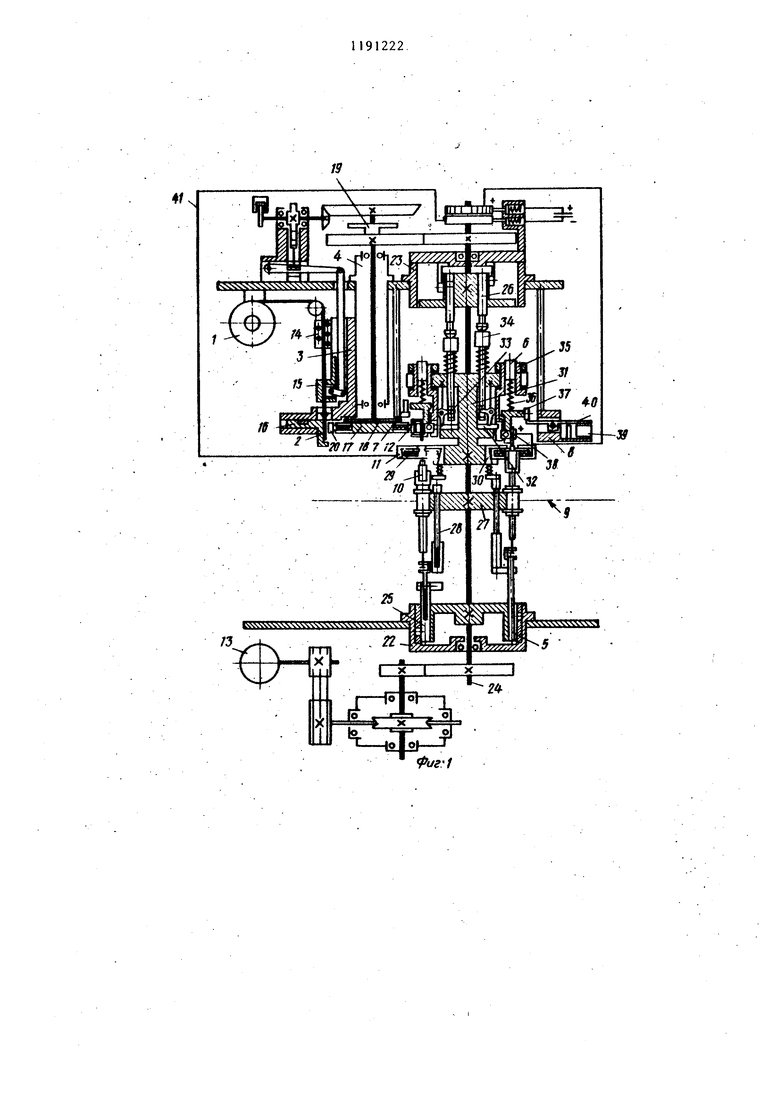
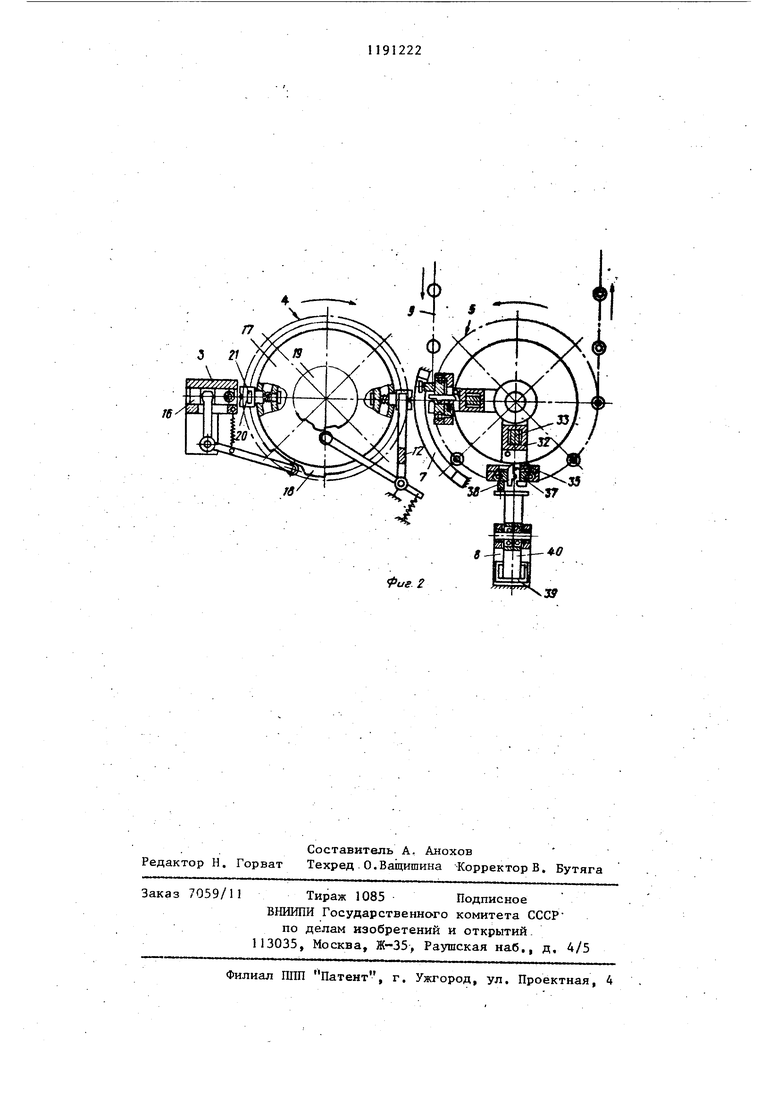
Изобретение относится к оборудова нию для электроконтактной сварки узлов радиодеталей, в частности для приварки вывйдов к корпусам и анодам кйнденсаторов. Целью изобретения является повышение производительности и надежност устройства путем упрощения конструкции, снижения ее массы и инерционности. Поставленная цель достигается за счет возможности увеличения количест ва сварочньк блоков в роторе и скорости его вращения, а также за счет упрощения конструкции сварочных блоков, уменьшения их массы и инерционности. На фиг. 1 показана схема устройст ва, общий вид; на фиг, 2 - то же, вид в плане.. Устройство содержит катушку 1 со сталемедной проволокой, предназначен ной для изготовления вьшодов 2, каре ку 3, транспортный ротор 4, сварочны ротор 5, сварочные блоки 6, боковой копир 7. механизм 8 управления сваркой, механизм 9 подачи корпусов 10 радиодеталей, механизм 11 фиксации корпусов 10, переталкиватель 12 и .привод 13. Каретка- 3, установленная стационарно на станине, несет на себе механизм 14 очист1 и и правки проволоки, механизм 15 подачи проволоки и механизм 16 резки проволоки. Карет ка 3 через рычажно-кулачковый привод кинематически соединена с транспортным ротором А и через него со свароч ным ротором 5 и приводом 13. Транспортный ротор 4 состоит из закрепленного неподвижно на .станине стакана, в котором на подшипниках качения установлен вал с закрепленньми на нем транспортным диском 17, зубчатыми колесами и кулачками 18 и 19. Транспортный диск 17 несет на себ подпружиненные пальцы 20 с установленными в них постоянными магнитами 2L , Сварочный ротор 5 состои т из неподвижно закрепленных на станине стака нов 22 и 23, в которых на подшипниках, качения установлен вал 24, на концах которого жестко закреплены барабаны с установленными в них с возможностью возвратно-поступатель- ного перемещения ползунами 25 и 26. В средней части вала 24 жестко установлена звездочка 27, в расточках которой установлены подпружиненные толкатели 28. Механизм 11 с зажимными г бками 29 и клино-рычажный ме- ханизм 30 фиксации корпусов 10 радиодеталей установлен с возможностью быстросъемного крепления в расточках корпуса 31 соосно размешенным на звездочке 27 спутникам, а также блокам, ев арки 6. Корпус 31 жёстко закреплен в средней части вала 24. Соосно в радиальном направлении блокам 6 сварки в пазах корпуса 31 с возможностью возвратно-поступательного перемещения установлены ползупжи 32, кинематически взаимодействующие через рычаги 33 и подпружиненны е толкатели 34 с ползунами 26 и копиром, а также со сварочными блоками 6. Сварочные блоки 6 через изоляционные прокладки установлены с возможностью быстросъемного крепления в расточках корпуса 31. Сварочный блок 6 состоит из корпуса 35, в расточке которого размещена пружина 36 осадки с возможностью взаимодействия с ползуном 37, установленным с возможностью без- зазорного перемещения в шариковых направляющих, закрепленных на корпусе 35. Ползун 37 имеет русло для фиксации выводов соосно корпусам 10 радиодеталей и несет на себе токоподводящие зажимные губки 38. Механизм 8 управления сваркой состоит из электромагнита 39, регулируемого упора и изолированно установленного с возможностью поворота на податипииках качения двуплечего рыча- га 40. . . Устройство работает следующим об- разом. Корпус -10 радиодетали из вибробункера поштучно посредством ротора загрузки и спутников транспортной цепи механизма 9 подачи корпусов подается в сварочный ротор 5 и далее в механизм И фиксации корпусов, в котором он фиксируется в гнезде для центровки зажимными токоподводящими губками 29. Проволока, зафиксированная эксцентриковым зажимом в механизме 15 подачи проволоки, протягива.ется из катушки, 1 через механизмы очистки и правки проволоки 14 в зону механизма резки проволоки 16, где от проволоки отрезается вывод 2 мерной Д1{ины, который подается под действием постоянного магнита 21, в русло пальца 20 транспортного диска 17 транспортного ротоpa 4. Затем в зоне взаимодействия диска 17 транспортного ротора 4 со сварочным блоком 6 вьгоОд 2 посредством переталкивателя I2 передается из диска 17 в русло ползуна 37 с зажимными губками 38, в котором фиксируется соосно с корпусом 10 радиодетали с необходимым зазором между ними. При этом положение ползуна 37 с вьшодом 2 относительно корпуса 10 радиодета- ли определяется боковым копиром 7 и пружиной 36 осадки. Далее в процессе вращения сварочного ротора 5 производится подача зафиксированного вы вода 2 вертикальным перемещением ползуна 37 под действием пружины 36 осадки и бокового копира 7 до встречи с торцом корпуса 10 радиодетали. На этом угле поворота сварочного ротора 5 взаимодействие бокового копира 7 с ползуном 37 и пружиной 36 осадки прекращается и вьшод 2 с корпусом 10 радиодетали, состыкованные торцами соосно с определенным усилием, определяемым усилием пружины 36 осадки, поступают в зону механизма 8 управления сваркой, при этом ползун 37 сварочного блока 6 под действием усилия пружины 36 осадки опускает внутреннее плечо двуплечего рычага 40 образуя регулируемым упором необходимый зазор между внешним плечом ры рычага 40 и электромагнитом 39. В процессе указанного взаимодействия пол- зуна 37 и пружины 36 осадки с двуплечим рычагом 40 включением от цепи управления электромагнита 39 осуществляется поворот рычага 40 на величину зазора, настраиваемую регулируемым упором. Тем самым создается оп- ределенный зазор между торцами вывода 2 и корпуса 10 радиодетали и небольшое дополнительное сжатие пружины 36 осадки через ползун 37, Одновременно с включением электромагнита 39 подается импульс переменного тока от сварочной цепи 41 через коллектор со скользящими контактами сварочного ротора 5 на зажимные токоподводящие губки 38 сварочного блока 6 и зажимные токоподводящие губки 29 механизма 11 фиксации корпусов 10. При этом между торцами вывода 2 и корпуса 10 радиодетали образуется дугообразный разряд.
После этого подача сварочного импульса и импульса управления на элекэлектромагнит прекращается. При этом ползун 37 под действием пружины 36 осадки соверщает движение совместно с рычагом: 40 в обратном направлении, тем самым осуществляя внедрение вывода 2 в корпус 10 радиодетали и формирование сварного соединения. При дальнейшем повороте ротора 5 сварки в зону выгрузки зажимные губки 29 механизма 11 фиксации корпусов и зажимные губки 38 ползуна 37 свароч ного блока 6 под действием ползушек 32 и клино-рычажного механизма 30 разжимаются, освобождая корпус 10 радиодетали с приваренным выводом 2, а цепь со спутниками механизма подачи корпусов выносит готовое изделие из зоны сварочного ротора. Затем цикл работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для приварки проволочногоВыВОдА K КОРпуСу РАдиОдЕТАли | 1979 |
|
SU831461A1 |
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Контактное устройство | 1981 |
|
SU1045290A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
УСТРОЙСТВО ДЛЯ ПРИВАРКИ ПРОВОЛОЧНОГО ВЫВОДА К КОРПУСУ РАДИОДЕТАЛИ, содержащее станину, сварочный ротор со сварочными блоками, зажимными токоподаодящими губками и гнездами для центрирования корпусов радиодеталей, механизм автоматической подачи корпусов радиодетали в зону сварки и механизмы очистки, правки, подачи и резки проволоки, , отличающееся тем, что, с целью повышения производительности и надежности устройства путем упрощения конструкции, снижения ее массы и инерционности, устройство снабжено кареткой, на которой размещены механизмы очистки, правки, подачи и резки проволоки, и транспортным ротором, выполненным в виде стакана, неподвижно закрепленного на станине, и вала с размещенным на нем транспортным диском с подпружиненными пальцами и постоянными магнитами, и установленным между кареткой и сварочным ротором, причем сварочш (Л ный ротор снабжен концентрично установленным на нем боковьм копиром и закреплен с возможностью взаимодействия с транспортным ротором и с механизмом автоматической подачи корпусов в зону сварки.
| Устройство для приварки проволочногоВыВОдА K КОРпуСу РАдиОдЕТАли | 1979 |
|
SU831461A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автоматическое устройство для двусторонней приварки выводов к армированным колпачкам и заготовкам резисторов | 1977 |
|
SU626908A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
