1
Известны коробки подач токарно-вннто-резных станков, в которых для днстанцно ного управления- подачами точения прнм&няются либо встроенные в коробку подач спарею1ые комплекты, состоящие из
электромагнитной н обгонной муфт, либо встроенные в фартук аналогичные спаренные комплекты. Указанные механ мы не обладают требу(емым диапазоном управляемых подач.
Предлагаемая коробка подач отличается от известных тем, что ее механизм набора подач точения выполнен трехступенчатым с угфавленнем стуненями посредством муфт трения, а множительный механизм
выполнен четырехступенчатым с переключением ступеней посредством гидроцилиндров с электрогидравлическим управлением.
Этим достигается получение расшире ного диапазона подач точения, а также
упрощение конструкции механизма подач.
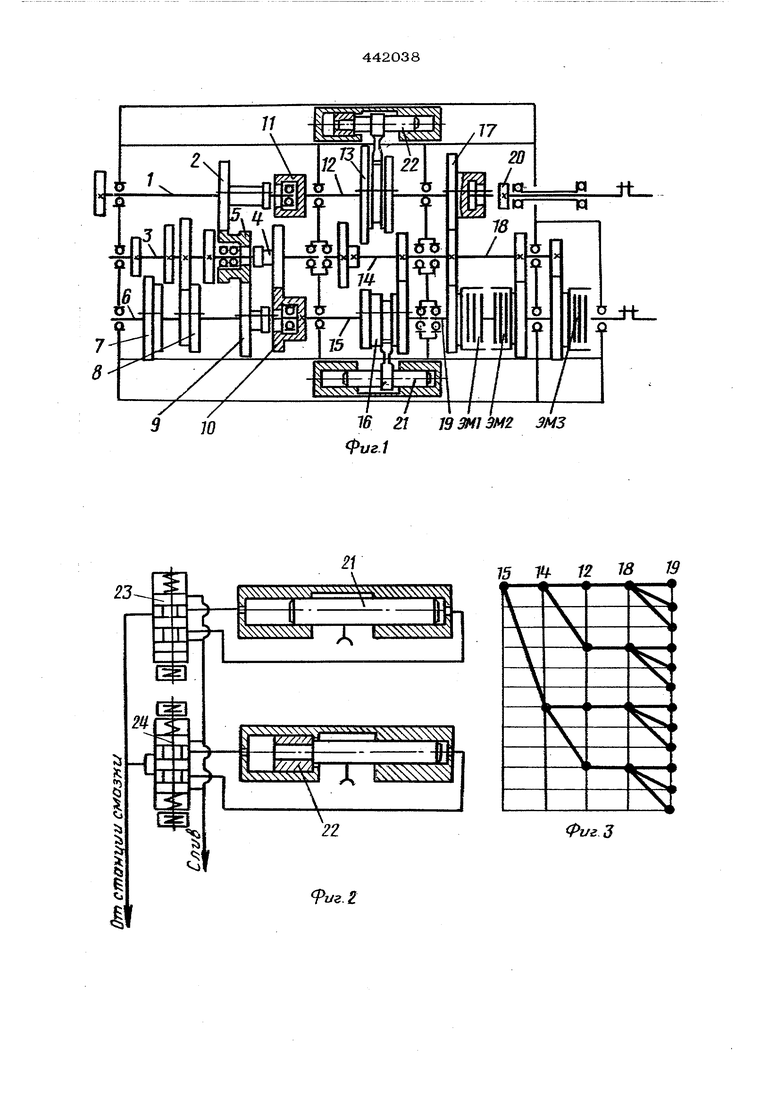
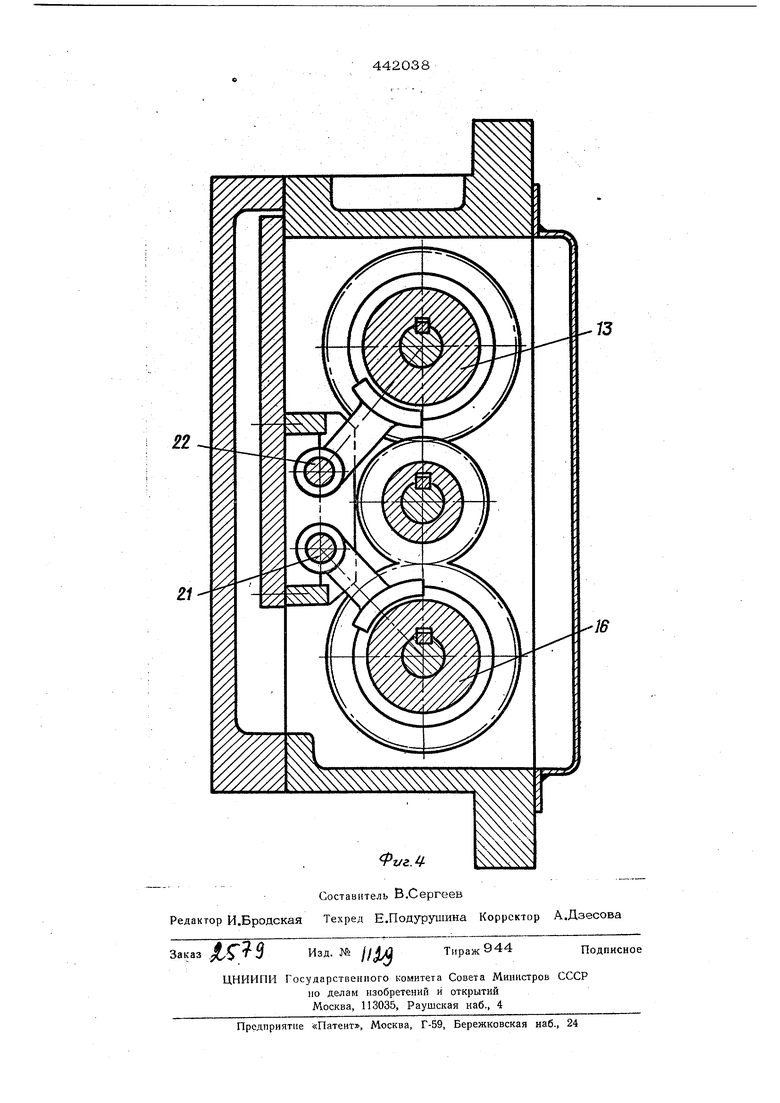
На фиг.1 показана кинематическая схем механизма коробки подач; на фиг.2 . гидравлическая схема управления гидрс I цилиндрами перемещения зубчатых блоков
множительного механизма; на фиг.З график подач; на фиг.4 - коробка подач по множительному механизму, поперечный разрез.
Предлагаемая коробка подач токарно- винторезного станка включает в себя механизм набора шагов резьб, множительный механизм, механизм набора подач точения. Механизм набора щагов резьб образован валом 1, получающим вращение от коробки скоростей, на котором расположен подвижный зубчатый блок 2. Кроме того, механизм набора шагов содержит вал 3 с четырьмя закрепленными на нем зубчатыми колесами, подвижный зубчатый блок 4 и свободно сидящий блок 5, а также вал 6 с тремя подвижными зубчатыми блоками 7,8 и 9. Сюда же входят две зубчатые полумуфты 10 и 11, неподвижно закрепленные иа валах множительного механизма.
Множительный механизм образован валом 12 с подвижным зубчатым блoкo 113, валом 14с тремя неподвижными зубчатыми колесами и валом 15 с подви нмм зубчатым блоком 16. Механизм набора подач точения образо ван зубчатым блоком 17, расположенным на валу 12, валом 18с -тремя неподвижными зубчатыми колесами и валом 19 м 7-ремя электромагнитными муфтами М.; ЭМг,, ЭМос зубчатыми колесами, нахсн. дяшймися в постоянном зацеплении с соответствующими шестернями, сидящими на валу 19. Для включения ходового винт имеется полумуфта 2О. , Переключение зубчатых блоков множительного механизма обеспечено гидро-. цилиндрами 21 и 22 (см.фиг. 1 и 3), объединенными в один блок, плунжеры которых связаны вилками с зубчатыми блоками 13 и 16 соответственно. Жидкость к гидроцилиндрам подается от гидро станции смазки станка. Управление гидро цилиндрами осуществляется электрозолот- никами 23 и 24 (см. фиг.2). Коробка подач работает следующим образом. При нарезании резьбы ходовой винт подключается к выходному валу коробки передач, для чего подвижный зубчатый блок 17 перемещается вправо с помощью рукоятки (на схеме не показана) и вводится в зацепление с зубчатой полумуфтой 2О. Выбор типа резьб и набор резьб обеспечивается комбинацией включений зубчатых блоков 5,7,8,9 с соответствующим шестернями . Множительный механизм увеличивает набранный шаг. Получение четырех передаточных отношений 1:1, 2:1, 4:1, 8:1 достигается комбинацией включений зубчатых блоков 13 и 16 посредством гидроцилиндров 21 и 22. При нарезании резьб повышенно и точности вал 1 с помощью подвижного зубчатого блока 2 и полумуфты 11 соединяется напрямую с ходовым винтом. Подвижный блок 13 ставится в нейтраль;ное положение посредством гидроцилиндра 22, чтобы исключить его влияние на точность нарезаемой резьбы. Набор требуемых щагов резьб обеспечивается путем смены щестерен.. При точении ходовой винт отключается и включается ходовой вал, для чего подвижный блок 17 перемещается влево и вводится в зацепление с шестерней вала 18. Выбор необходимого диапазона подач осуществляется путем включения множительного механизма на соответствуюшую ступень (с помощью гидроцилиндров 21 и 22). Каждая ступень множительного механизма позволяет получить подачи, соответствующие третьему, четвертому; пятому и шестому классам чистоты поверх- ности при работе нормальным инструментом. Внутри каждого диапазона включение одной из трех электромагнитных муфт (ЭМ, ЭМ2. ЭМз) позволяет получить три с ступени подач, построенные по геометрическому ряду со знаменателем, равным 1,26.---:;, ч.-... Такая коробка подач дает возможность получения стройного геометрического ряда подач точения в диапазоне (см, фиг.З). Полученный диапазон подач достзр точен для обработки деталей с чистотой, i поверхности от 3-го до 7-го классов чистоты. Предмет изобретения Коробка подач токарно-винторезного станка, содержащая механизм набора шагов резьб, множительный механизм и механизм набора подач точения, отличающаяся тем, что, с целью расширения диапазона подач точения и упрощения конструкции, механизм набора подач точения выполнен трехступенчатым с управлением ступенями посредством муфт трения; а множительный механизм выполнен четырехступенчатым с переклк чением ступеней посредством гидроцилиндров с электрогидравлическим управлением. .1 Iff 21 J93MjaM2 SMS ±L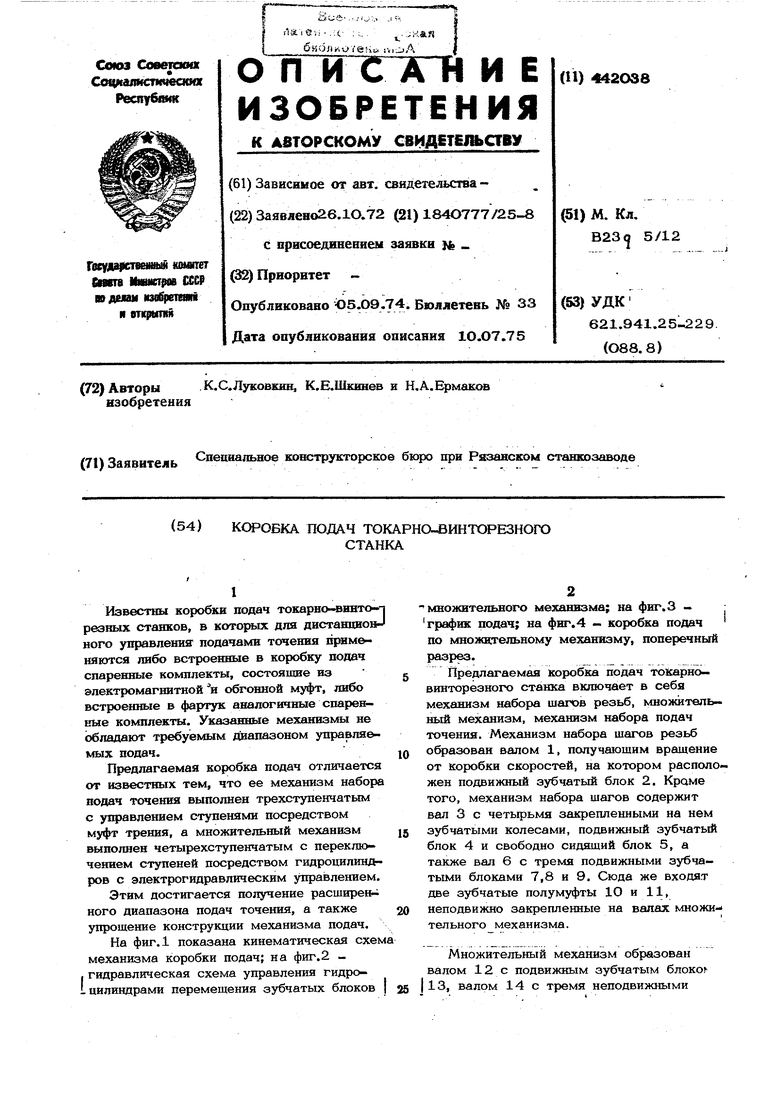
| название | год | авторы | номер документа |
|---|---|---|---|
| Коробка подач токарно-винторезного станка | 1974 |
|
SU542614A1 |
| КОРОБКА ПОДАЧ К ТОКАРНОМУ СТАНКУ | 1972 |
|
SU334013A1 |
| КОРОБКА ПОДАЧ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1971 |
|
SU312732A1 |
| Привод подач токарно-винторезногоСТАНКА | 1978 |
|
SU831503A1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
| Токарно-винторезный станок | 1981 |
|
SU982848A2 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| ПОПЕРЕЧНЫЙ СУППОРТ | 1971 |
|
SU314599A1 |
| ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК | 1973 |
|
SU390918A1 |
| Токарно-винторезный станок | 1983 |
|
SU1130489A1 |