(54) ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1976 |
|
SU668786A1 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Токарно-винторезный станок | 1983 |
|
SU1130489A1 |
| Токарно-винторезный станок | 1979 |
|
SU841780A1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
| Станок для обработки винтовых поверхностей переменного шага | 1978 |
|
SU679346A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| БИБЛИОТЕКА J | 1970 |
|
SU287500A1 |
1
Изобретение относится к станкостроению.
По основному авт. св. № 668786 известен токарно-винторезньш станок, содержащий привод главного движения с коробками скоростей и подач, заключенными в корпус, ходовой вал, средство самоподнастройки продольной подачи, ходовой винт с вращающейся маточной гайкой, которая выполнена разъемной и кинематически связана со средством самоподнастройки через ходовой вал, на котором установлена с возможностью осевого перемещения щестерня, причем средство самоподнастройки выполнено в виде насоса и дросселя-регулятора IJ.
В описанном станке средство самоподнастройки позволяет осуществлять бесступенчатое регулирование продольной подачи. Однако при этом только одно значение продольной подачи, которое определяется внешней характеристикой насоса и положением дросселя-регулятора, соответствует рациональному режиму точения. В остальных случаях значения подач меньше или больше максимально допустимого, т.е. в этих случаях инструмент недогружен или перегружен. В первом случае имеет место
недоиспользование энергетических и технологических возможностей станка и инструмента, во втором - станок и инструмент находятся в перегруженном режиме.
Целью изобретения является оптимизация процесса обработки путем стабилизации тангенциальной составляющей силы резания.
Для достижения этой цели в известном станке одна из зубчатых передач коробки ,(j скоростей выполнена косозубой, при этом одно из колес этой передачи установлено с возможностью осевого перемещения и связано с дросселем-регулятором посредством введенной в станок цепи усиления.
Цепь усиления, связывающая подвижное колесо с дросселем-регулятором, выполнена в виде кулисно-качающего механизма, а подшипниковый узел замкнут на корпус посредством рычага.
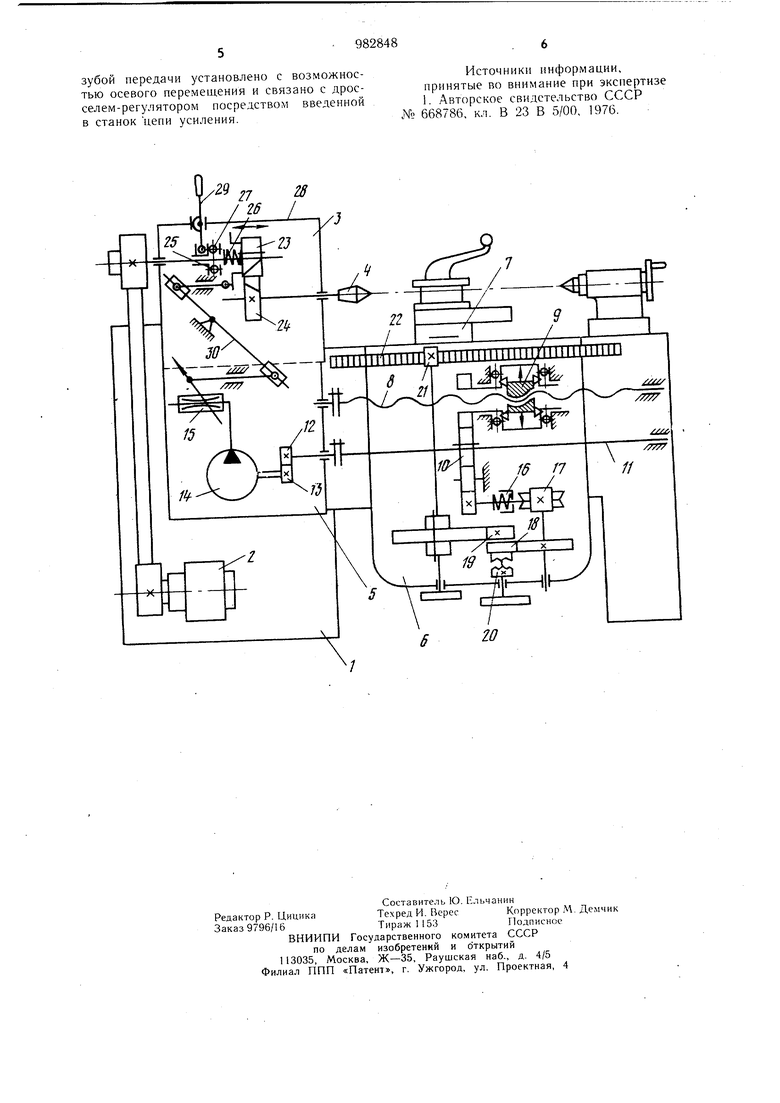
На чертеже изображен предлагаемый 2- токарно-винторезный станок.
Станок содержит станину 1, в которой установлен привод главного движения 2, соединенный с коробкой скоростей 3 вращения шпинделя 4 и коробкой подач 5, связанной с фартуком 6 и суппортом 7 через ходовой винт 8, на котором с возможностью вращения установлена маточная гайка 9. Последняя посредством скользящей щестерни 10 связана с ходовым валиком 11, который с помощью щестерен 12 и 13 связан с валом насоса 14, управляемого дросселем-регулятором 15. Шестерня 10 через предохранительную муфту 16, червячную передачу 17, зубчатые колеса 18 и 19 при включенной муфте 20 кинематически связана с реечной шестерней 21 и рейкой 22. В коробке скоростей 3 зубчатые колеса 23 и 24 образуют косозубую передачу, причем колесо 23 установлено на щлицевом валу 25 с возможностью осевого перемещения, которое ограничено подшипниковым узлом, состоящим из пружины 26 и осевого подшипника 27, замкнутого на корпус 28 коробки скоростей посредством рычага 29. При этом колесо 23 посредством цепи 30 усиления связано с дросселем-регулятором 15.
Станок работает следующим образом. Вращение от привода 2 через коробку скоростей 3 передается шпинделю 4. От шпинделя 4 через коробку подач 5, ходовой валик 11, скользящую шестерню 10, предохранительную муфту 16, червячную передачу 17, зубчатые колеса 18 и 19 при включенной муфте 20 и выключенной маточной гайке 9 вращение передается на реечную шестерню 21, находящуюся в зацеплении с зубчатой рейкой 22, закрепленной на станине 1. В результате этого фартук 6 и суппорт 7 с инструментом перемещаются по направляющим станка, и осуществляется режим продольного точения с независимой подачей.
При включении маточной гайки 9 муфта 20 выключается, и вращение от привода 2 через коробку скоростей 3, шпиндель 4, коробку подач 5 передается на ходовой винт 8, который, вращаясь, вызывает перемещение суппорта 7 в направлении рабочей подачи. При этом момент трения в паре винт-гайка минимален и маточная гайка 9 не вращается, подторможенная гидравлическими и механическими силами сопротивления насоса 14. При встрече инструмента с обрабатываемой деталью в паре винтгайка возникают усилия от силы резания, причем с увеличением глубины резания последняя растет, и растут усилия трения в паре винт-гайка.
За счет изменения разности угловых скоростей вращения винта 8 и маточной гайки 9 подача суппорта 7 плавно изменяется в зависимости от нагрузки на резец и положения дросселя-регулятора 15.
Однако одно положение дросселя-регулятора 15 определяет параметр внешней характеристики насоса 14, на которой имеется одна только точка, соответствующ,ая оптимальному значению подачи. При несоответствии параметров насоса 14 этой точке на характеристике подача хотя и изменяется, но при этом наблюдается увеличение силы резания или ее составляющих - осевой и тангенциальной.
Это увеличение происходит до тех пор, пока осевое усилие в косозубой передаче не превысит усилие пружины 26. При превыщении усилия пружины шестерня 23 перемещается в осевом направлении по шлицевому валу 25 влево на расстояние, которое преобразовывается кулисно-качающим механизмом, перемещающим регулирующий орган дросселя-регулятора 15, увеличивая исходное сечение последнего. В результате этого уменьшается момент сопротивления на ходовом валике 11, увеличивается скорость вращения валика, а подача уменьшается. Уменьшение подачи
происходит до тех пор, пока усилие резания не будет соответствовать значению, заданному пружиной 26. При изменении силы резания в меньшую от заданного значения сторону шестерня 23 под действием пружины 26 перемещается вправо и через
цепь усиления 30 изменяет положение дросселя-регулятора 15, который увеличивает тормозной момент со стороны насоса 14 до тех пор, пока тангенциальная составляющая силы резания не при.мет заданное значение.
Следовательно, в процессе резания в станке происходит бесступенчатое регулирование продольной подачи таким образом, что тангенциальная составляющая силы резания поддерживается постоянной на заданном уровне. Значение силы резания для каждых конкретных условий определяется усилием предварительного поджатия пружины, устанавливаемым положением рычага 29, который встроен в корпус коробки скоростей, и через него замыкается усилие, возникающее в подшипниковом узле, на корпус 28.
Постоянетво значения силы резания обеспечивает оптимальный режим- обработки и снижает относительный износ инструмента, что в свою очередь приводит к снижению расхода режущего инструмента и росту производительности.
Формула изобретения
Токарно-винторезный станок по авт. св. № 668786, отличающийся те.м, что, с целью оптимизации процесса обработки путем стабилизации тангенциальной составляющей силы резания, одна из зубчатых передач коробки скоростей выполнена косозубой, при этом одно из колес этой косозубой передачи установлено с возможностью осевого перемещения и связано с дросселем-регулятором посредством введенной в станок цепи усиления.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 668786, кл. В 23 В 5/00 1976
