Известные конструкции поперечных суппортов токарно-винторезных станков И1меют винтовой механизм перемещения, связанный с приводом фартука. Винт постоянного шага обеспечивает постоянную лодачу на оборот детали. Траекторией хода резца при отрезке является архимедова спираль. Поэтому действительные углы резания отрезного резца постоянно меняются по мере его продвижения к центру детали. К концу обработки затирание резца по задней грани вызывает выдавливание остаточного металла. Увеличить углы заточки резца не представляется возможным из-за предельно допустимых удельных давлений. Уменьшение поперечной подачи невыгодно из-за потери производительности.
При работе тангенциальным резцом толш,ина среза максимальна при врезании и минимальна при выходе.
Предлагаемый суппорт отличается тем, что винтовой механизм привода каретки дополнительно снабжен винтом переменного шага, включаемым кулачковой муфтой. Причем механический привод каждого винта выполнен в виде двух зубчатых передач с неравными передаточными отношениями, включаемых фрикционной и кулачковой муфтами на каждом винте, а в механизме управления кулачковыми муфтами установлено блокирующее устройство, предохраняющее их от одновременного включения. Такая конструкция поперечного суппорта позволяет производить изменение подачи в процессе обработки, что обеспечивает постоянство усилий резания.
Кроме того, для автоматической блокировки кулачковых муфт каждая подвижная кулачковая полумуфта может быть выполнена в виде кольцевой рейки, сцепленной с шестерней, установленной кулачковыми муфтами и связанной с рукояткой переключения, имеющей фиксатор.
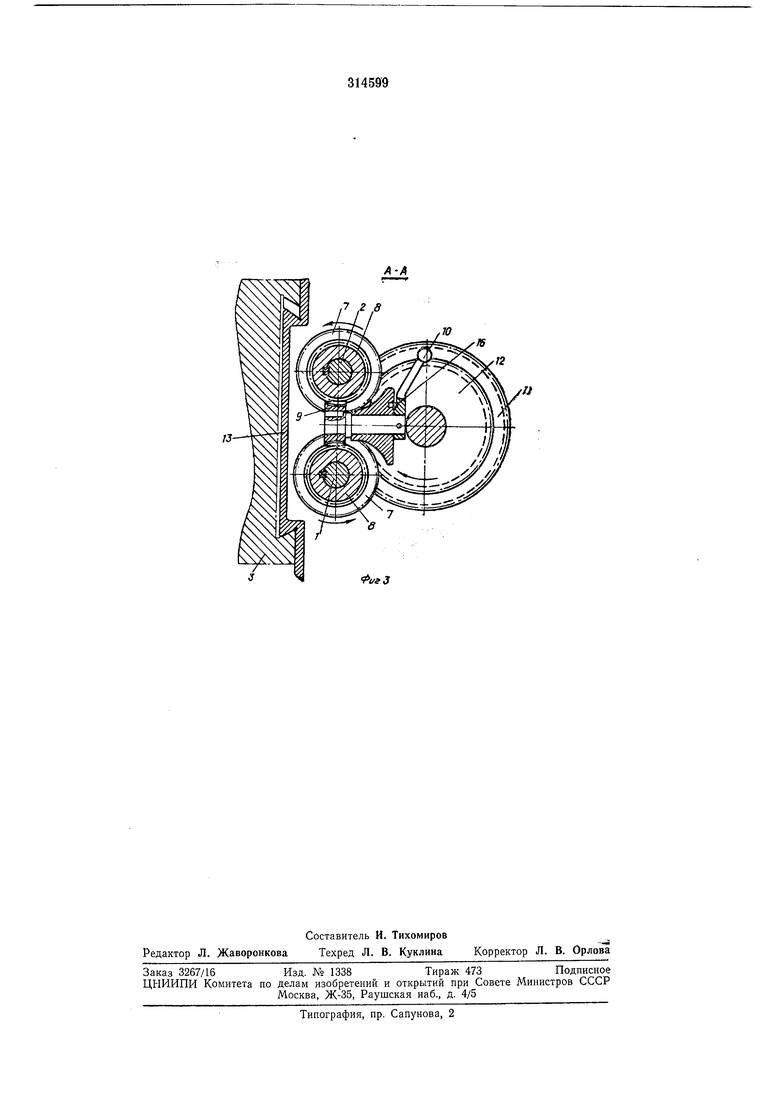
На фиг. 1 изобрал ена кинематическая схема описываемого суппорта; на фиг. 2 - механический привод винтов суппорта; на фиг. 3 - то же, разрез по А-Л на фиг. 2.
В поперечном супнорте винт / постоянного щага и винт 2 переменного шага находятся одновременно в зацеплении с кареткой 3. На каждом винте установлены фрикционная и кулачковая муфты.
Фрикционная муфта состоит из подпружиненной полумуфты 4 с конусной торцевой рабочей поверхностью; полумуфта установлена на шпонке и может свободно перемещаться вдоль цилиндрической шейки винта. Полумуфта (щестерня) 5 имеет зубчатый венец и соответствующую полумуфте 4 конусную рабочую торцевую поверхность, установлена свободно на винте, но фиксирована в осевом
направлении. Пружины 6 поджимают полумуфты 4 н 5.
Кулачковая муфта состоит из шестерни 7 с кулачками на торце и подвижной лолумуфты 8, лредставляющей кольцевую рейку, на торце которой находятся кулачки. Кольцевая рейка взаимодействует с шестерней 9, связанной с рукояткой 10 переключения, что исключает их одновременное включение и гарантирует их надежную блокировку. Шестерни 5 и 7 зацепляются с шестернями 11 и 12, обеспечивающими различные передаточные отношения на фрикционные ii и кулачковые t2 муфты, причем . Шестерни 11 и 12 получают одинаковое число оборотов от ходового вала станка через механическую передачу фартука 13 станка.
На винте 1 установлен отсчетный лимб 14 и жестко закреплена рукоятка 15 ручного перемещения каретки. Рукоятка 10 (фиг. 3) переключения кулачковых муфт имеет гнезда под шариковый фиксатор 16. Три установочных положения рукоятки соответствуют включению винта постоянного шага, винта переменного шага и нейтральному положению.
Работает поперечный суппорт следуюш.им образом. Ог ходового вала через механическую передачу фартука 1ф враш;ение передается шестерням 11 и 12, а от них шестерням 5 фрикционных муфт и шестерням 7 кулачковых муфт. При включении от рукоятки 10 кулачковой полумуфты 8 винта / каретка 3 получает равномерное перемещение. При этом фрикционные полумуфты 4 и 5 обоих винтов работают в режиме проскальзывания, стремясь Провернуть винт быстрее, чем кулачковая муфта. Фрикционная муфта на валу винта 2 постоянно доворачивает (причем с оперел епием), неработающий винт 2, обеспечивая постоянный контакт с гайкой каретки 3. Все перегрузки от опережения определяются усилием пружины в. Фрикционная муфта всегда должна работать с опережением. Отставание вхолостую работающего винта в силу самоторможения винтовой передачи приводит к останову каретки 3 и лоломке привода. Поэтому передаточное отношение на
фрикционные муфты выше, чем на кулачковые муфты ().
При включении кулачковой полумуфты 8 винта 2 каретка 3 получает перемешение с
переменной скоростью; при этом кулачковая полумуфта 8 винта / выведена из зацепления, а винт / доворачивается фрикционной муфтой.
В нейтральном полол ении рукоятки 10 обе
кулачковые полумуфты 8 выведены из зацепления; а фрикционные полумуфты 4 и 5 застопорили винты 1 и 2 из-за разности шагов резьбы. Полностью лривод винтов отключается при размыкании муфт 17 и 18 (фиг. 1)
привода фартука. В этом случае по лимбу производятся установочные перемещения каретки 3 вручную от рукоятки 15.
Помимо улучшения условий резания при отрезке и тангенциальном точении, поперечный суппорт обеспечивает безлюфтовый привод каретки в результате непрерывной работы фрикционных муфт обоих винтов.
Предмет изобретения
1. Поперечный суппорт токарного станка с винтовым механизмом перемещения, включаемым кулачковой муфтой, отличающийся тем, что, с целью обеспечения постоянства усилий резания и расширения технологических возможностей станка, винтовой механизм дополнительно снабжен винтом переменного шага, привод каждого из которых выполнен в виде двух зубчатых передач с неравными передаточными отношениями, включаемых фрикционной и кулачковой муфтами на каждом винте, а в механизме управления кулачковыми муфтами установлено блокирующее устройство, предохраняющее их от одновременного включения.
2. Поперечный суппорт по п. I, отличающийся тем, что, с целью автоматической блокировки кулачковых муфт, каждая подвижная кулачковая полумуфта выполнена в виде кольцевой рейки, сцепленной с шестерней,
установленной между кулачковыми муфтами и связанной с рукояткой переключения, имеющей фиксатор.
Ходо1оивпй
Г
1ф
у
Т
, 1
I / I
iwtiJ 

гг
