Использование: в станкостроении, в частности, в станках для механической обработки тел вращения.
Изобретение относится к станкостроению, а именно, к универсальным токарным станкам для обработки валов и других деталей тел вращения.
Известны компоновки универсальных токарно-винторезных станков.
Наиболее близким по технической сущности является токарно-винторезный станок типа 16К20, предназначенный для обработки деталей тел вращения, содержащий станину, шпиндельный узел, высокомоментный двигатель бесступенчатого регулирования чисел оборотов шпинделя с помощью привода, высокомоментный двигатель бесступенчатого регулирования подач, резцедержатель, суппорт с кареткой, фартук с механизмами переключения для обеспечения перемещения резцедержателя в продольном и поперечном направлении, заднюю бабку, ходовой винт и приемный вал фартука (см. Токарные станки, А.А. Медзелевский, 1973 г., стр. 23).
Одним из недостатков известной конструкции станка является большое количество механизмов в коробке скоростей и коробке подач, и других механизмов, представляющих большую сложность конструкции и трудоемкость в их изготовлении.
При этом, при проведении операции по нарезанию различных резьб в деталях с целью обеспечения определенной (расчетной) величины перемещения резцедержателя за один оборот шпинделя, от ходового винта, необходима гитара с большим набором шестерен для настройки необходимой передачи от коробки скоростей к коробке подач, и далее к ходовому винту на фартук, что также усложняет конструкцию станков.
Целью настоящего изобретения является упрощение конструкции универсальных токарно-винторезных станков и расширение их технологических возможностей, в частности обеспечения работы станка в бесступенчатом режиме как при точении торцев детали, так и при нарезании резьбы.
Поставленная цель достигается тем, что в станок токарно-винторезный универсальный, содержащий станину, шпиндельный узел, высокомоментный двигатель бесступенчатого регулирования чисел оборотов шпинделя с помощью привода, высокомоментный двигатель бесступенчатого регулирования подач, резцедержатель, суппорт с кареткой, фартук с механизмами переключения для обеспечения перемещения резцедержателя в продольном и поперечном направлении, заднюю бабку, ходовой винт и приемный вал фартука, введен механизм, включающий соединительный вал, расположенный в опорах качения один конец которого соединен с выходным валом двигателя бесступенчатого регулирования подач, на другом конце посажена подвижная муфта-шестерня, имеющая возможность передачи вращения ходовому винту, путем зацепления муфты-шестерни с шестерней или муфтой, посаженной на валу, жестко соединенным с ходовым винтом или передачи приемному валу фартука путем зацепления муфты-шестерни с шестерней, посаженной на валу, соединенным с приемным валом фартука, при этом соединительный вал расположен на одной оси с ходовым винтом или наоборот с приемным валом фартука.
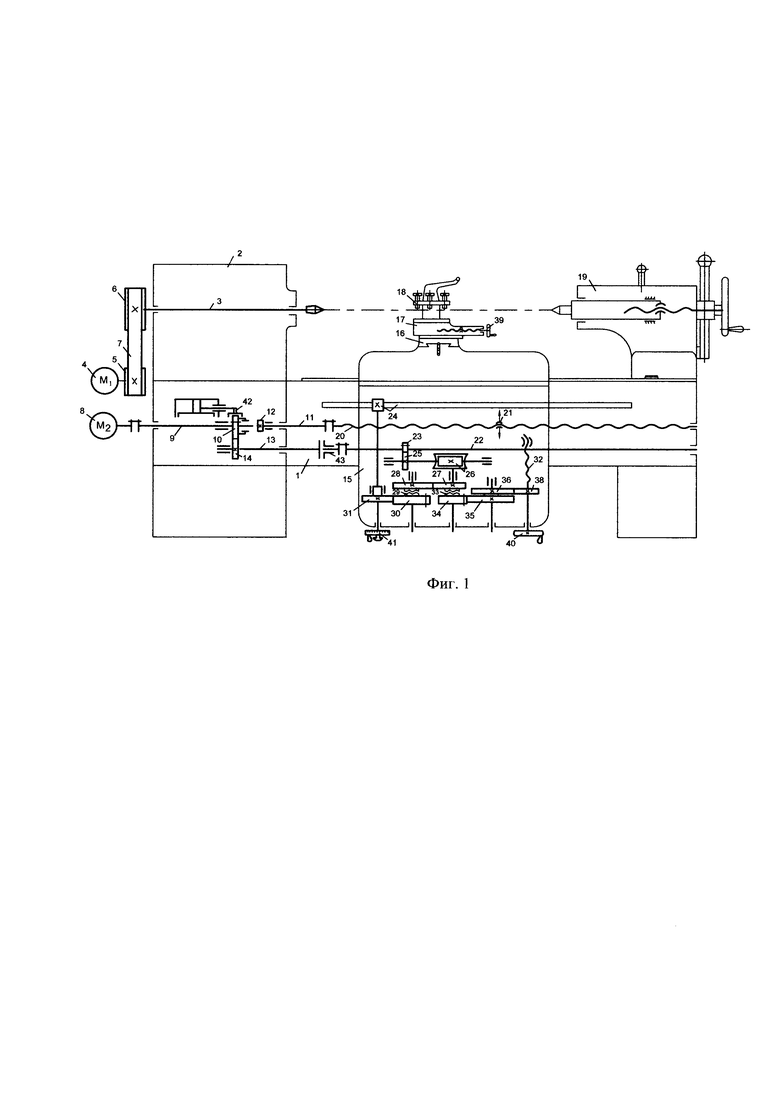
На фиг. 1 изображена кинематическая схема предлагаемого станка.
Станок токарно-винторезный универсальный содержит станину 1, на которой смонтированы шпиндельная бабка 2 со шпинделем 3, высокомоментный двигатель бесступенчатого регулирования чисел оборотов 4 с приводом, выполненным из шкивов 5 и 6, связанных ременной передачей 7, и расположенных один на валу двигателя, другой на шпинделе 3, высокомоментный двигатель бесступенчатого регулирования подач 8, соединительный вал 9 в опорах качения, на одном конце которого посажена подвижная муфта-шестерня 10, вал 11 с закрепленной на нем шестерней или муфтой 12, вал 13 с закрепленной на нем шестерней 14.
Фартук 15, расположенный на станине 1, содержит поперечный суппорт 16, продольный суппорт 17 с резцедержателем 18. С противоположной от шпиндельной бабки 2 на станине 1 смонтирована задняя бабка 19.
Ходовой винт 20 связан с фартуком через маточную гайку 21.
Приемный вал 22 фартука проходит через шестерню 23, которая связана с реечной передачей 24 через шестерню 25, червячную передачу 26, шестерни 27, 28, муфту 29 и шестерни 30, 31, а с винтом 32 суппорта поперечного перемещения 16 связана через шестерню 25, червячную передачу 26, шестерню 27, муфту 33, шестерни 34, 35, 36, 38. На суппорте поперечного перемещения 16 смонтирован суппорт продольного перемещения 17 с резцедержателем 18.
Для перемещения резцедержателя в продольном направлении вручную предназначен маховик 39, а в поперечном направлении предназначен маховик 40.
Для перемещения фартука в продольном направлении предназначен маховик 41, воздействующий на реечную передачу 24.
Для автоматизированного переключения муфты-шестерни 10, при необходимости, встраивается механизм 42, например, пневмоцилиндр.
Для предохранения механизмов фартука от перегрузок в приемном валу предусмотрена предохранительная муфта 43, связывающая приемный вал фартука с валом 13.
Станок универсальный токарно-винторезный работает следующим образом.
Для обработки деталей без резьбы включается высокомоментный двигатель бесступенчатого регулирования чисел оборотов 4, который приводит во вращение привод в виде шкивов, расположенных один 5 на валу двигателя, другой 6 на шпинделе 3 и соединенных между собой ременной передачей 7, благодаря которой вращается шпиндель 3 с заданными числами оборотов. Привод в виде шкивов, при необходимости, может быть выполнен другим, например, в редукторном варианте. Обороты шпинделя задаются высокомоментным двигателем 4 от блока программного управления (на чертеже не показан).
Для перемещения резцедержателя 18 в продольном направлении муфта-шестерня 10 находится в зацеплении с шестерней 14. муфта 29 включена, а муфта 33 выключена. Маточная гайка 21 выключена.
Далее включается высокомоментный двигатель бесступенчатого регулирования подач 8, обороты двигателя задаются от блока программного управления (на чертеже не показан). Вращение от двигателя передается соединительному валу 9, а далее через муфту-шестерню 10, шестерню 14, предохранительную муфту 43 - приемному валу 22, который приводит во вращение скользящую шестерню 23, червячную передачу 26, шестерни 27, 28, муфту 29, шестерни 30, 31 и на реечную передачу 24.
Фартук 15 с резцедержателем 18 получает движение вдоль оси шпинделя 3, что обеспечивает при установке резцов в резцедержатель 18 формообразование детали в осевом (продольном) направлении. В обратном направлении фартук 15 с резцедержателем 18 перемещается за счет реверса двигателя 8.
Для перемещения резцедержателя 18 в поперечном направлении муфта 29 отключена, а муфта 33 включена.
Далее от двигателя 8 через соединительный вал 9, муфту-шестерню 10, шестерню 14, муфту 43 передается вращение приемному валу 22, а через шестерни 23, 25, червячную передачу 26, шестерни 27, через муфту 33, шестерни 34, 35, 36, 38 на винт 32, который приводит в движение суппорт поперечного перемещения 16 с резцедержателем 18.
Происходит обработка деталей в поперечном направлении подрезка торцов, при этом за счет регулирования оборотов двигателей 4, 8 обеспечивается постоянство скорости резания при обработке торцов деталей за счет программного обеспечения (на чертеже не показано).
Для нарезания резьбы в деталях муфта-шестерня 10 вводится в зацепление с шестерней или муфтой 12, соединяя тем самым соединительный вал 9 с ходовым винтом 20. Соединение муфты-шестерни 10 с ходовым винтом 20 может быть кулачковым, дисковым или др. механизмом. Маточная гайка 21 включена, муфты 29, 33 выключены. Переключение муфты 10 может быть вручную или автоматически, например, пневмоцилиндром.
Далее включаются высокомоментные двигатели бесступенчатого регулирования чисел оборотов скоростей и подач 4, 8, которые приводят во вращение шпиндель 3 и соединительный вал 9, а через муфту 10, шестерню или муфту 12, вал 11 - ходовой винт 20. Фартук 15 с резцедержателем 18 перемещается в осевом (продольном) направлении.
Задавая двигателям бесступенчатого регулирования 4, 8 за счет программного обеспечения (на чертеже не показано) расчетные обороты получаем необходимые параметры резьбы всех типов.
Глубина резьбы задается перемещением поперечного суппорта 16 маховиком 40.
Использование предлагаемого изобретения по сравнению с прототипом обеспечивает следующие преимущества:
- значительно упрощается механическая система управления станком, расширяются его технологические возможности;
- изготовление резьбовых изделий всех типов за счет бесступенчатого регулирования чисел оборотов шпинделя и ходового винта;
- повышается производительность обработки торцовых поверхностей в 2…4 раза за счет приводов, обеспечивающих постоянство скорости резания, уменьшается износ резцов, исключается их поломка, обеспечивается заданная чистота на всей поверхности торца, резко уменьшается шум при работе станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Токарно-винторезный станок | 1974 |
|
SU496097A1 |
| Токарно-винторезный станок | 1981 |
|
SU982848A2 |
| Токарно-винторезный станок | 1983 |
|
SU1130489A1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| Вибратор маятниковый универсальный для электрохимической обработки | 2020 |
|
RU2761925C1 |
| Приспособление для токарного станка | 1985 |
|
SU1306660A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОБРАБОТКИ КОНУСОВ НА МОДЕРНИЗИРОВАННОМ ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ (ВАРИАНТЫ) | 2007 |
|
RU2364474C2 |
В станок введен механизм, включающий расположенный в опорах качения соединительный вал, один конец которого соединен с выходным валом двигателя бесступенчатого регулирования подач, а на другом конце - посажена подвижная муфта-шестерня, имеющая возможность передачи вращения ходовому винту путем зацепления с шестерней или муфтой, посаженной на валу, жестко соединенном с ходовым винтом, или передачи вращения приемному валу фартука путем зацепления муфты-шестерни с шестерней, посаженной на валу, соединенном с приемным валом фартука, при этом соединительный вал расположен на одной оси с ходовым винтом или с приемным валом фартука. Достигается упрощение конструкции станка и расширение его технологических возможностей. 1 ил.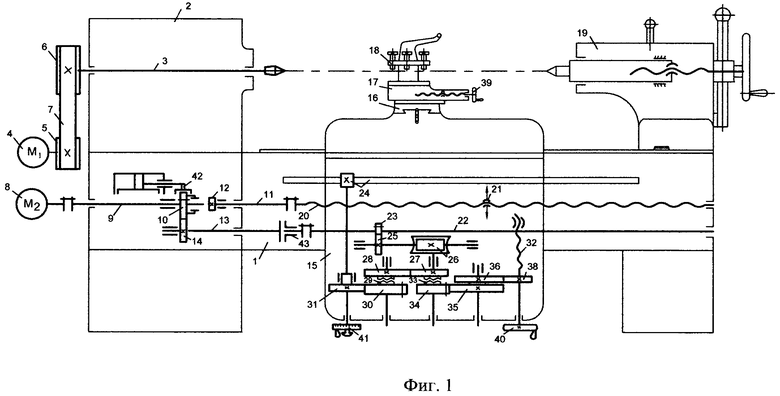
Станок токарно-винторезный универсальный, содержащий станину, шпиндельный узел, высокомоментный двигатель бесступенчатого регулирования чисел оборотов шпинделя с помощью привода, высокомоментный двигатель бесступенчатого регулирования подач, резцедержатель, суппорт с кареткой, фартук и механизм переключения для обеспечения перемещения резцедержателя в продольном и поперечном направлении, заднюю бабку, ходовой винт и приемный вал фартука, отличающийся тем, что механизм переключения включает расположенный в опорах качения соединительный вал, один конец которого соединен с выходным валом двигателя бесступенчатого регулирования подач, а на другом конце - посажена подвижная муфта-шестерня, имеющая возможность передачи вращения ходовому винту путем зацепления с шестерней или муфтой, посаженной на валу, жестко соединенном с ходовым винтом, или передачи вращения приемному валу фартука путем зацепления муфты-шестерни с шестерней, посаженной на валу, соединенном с приемным валом через предохранительную муфту, при этом соединительный вал расположен на одной оси с ходовым винтом или с приемным валом фартука.
| Способ контроля качества воды по ее жесткости после катионитовых фильтров | 1960 |
|
SU135279A1 |
| Станок для сверления глубоких отверстий | 1979 |
|
SU917953A1 |
| Свеклоуборочная машина | 1931 |
|
SU27808A1 |
| US 3748934 A1, 31.07.1973 | |||
| МОДЗЕЛЕВСКИЙ А.А | |||
| и др | |||
| "Токарные станки", М., "Машиностроение", 1973, с.23, рис.10. | |||

