1
Изобретение относится к об- ; ласти производства корпусов чайников и сахарниц методом пластического формования из керамических масс в разъемных гипсовых формах.
Формование чайников и сахарниц на фарфоро-фаянсовых заводах в настоящее вре-мя выполняется в разъеыных гипсовых формах. Рабочим органом (шаблоном) металлическая пластина, имеющая со стороны набегания массы деревянную накладку. Заточенные под углом формующие кромки пластины и накладки являются продолжением одна другой.
При формовании чайников вручную плоским шаблоном с деревянной накладкой набегающая масса не только разводится по стенкам формы, но и налипает на шаблон.
Цель изобретения - сократить время формования.
Эта цель достигается тем,чтоформующая часть шаблона выполнена из двух металлических пластин, причем боковая формующая кромка пер-вой пластины расположена ближе к вертикальной оси шаблона, чем формующая кромка второй пластины,Лля подвода смазки к формующим поверхностям шаблон снабжен штуцером и каналами.
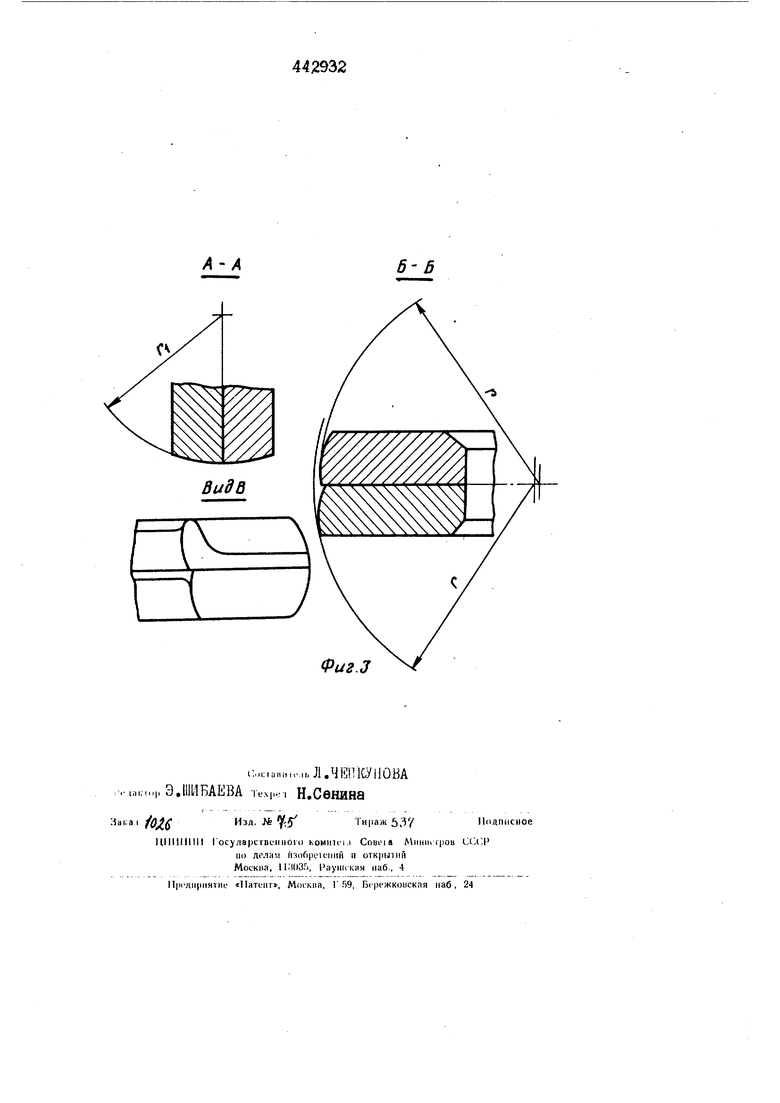
На фиг, I показан предлагае.мый шаблон, общий вид: на фиг,2 то же, вид слева; на фиг, 3 - разрезы по А-А, Б-Б и вид по стрелке В на фиг, I.
Сдвоенный петаллический шаблон состоит из пластины I с хвостиком державко.И и пластины 2., Каждая из пластин имеет толщину порядка 10 - 15 мм. Формующие поверхности шаблона получаются путем совместной токарной о1работки обеих пластин по радиусам г с последующей опиловкой и шлифовкой на каждой из пластин угла захода для масаы, Спра ва сы,фиг,2 на каждой пластине .оставляют нетронутую полировкой кромк -- шириной Й-5 мм. Нижняя часть шаблона, формующая дно изделия,имеет цилиндрическую поверхность радиуса (см.фиг.3), образованную формующими поверхностный обеих пластин,
В рабочем положении пластина 2 сдвинута относительно пластины I s в сторону оси вращения формы на 1,5-2 мм. Пластина I снабженаштуцером 3, к которому присоединена трубка для подачи жидкой смазки (раотвор парафина со стеарином в ю керосине). От штуцера каналы смазки выходят в верхней части формующего профиля обеих пластин. Подачу смазки к шаблону от расходного бачка можно регулировать при помощи is клапана, например, пневматического, который обеспечивает три состояния системы смазки: исходное - доступ смазки и сжатого воздуха к шаблону закрыт; рабочее - открыт только до- 20 ступ смазки; конечное - доступ смаз ки закрыт при открытом доступе сжатого воздуха.
Шаблон закрепляют на наклоне полуавтомата для формования чайни- 25 ков Id сахарниц, В качестве заготов- ки служит шайба тонкокерамической ассы с влажностью 22%, Изделия фор уют в раъемной форме, установленной в формодержатель патрон шлинде- зо я. Доступ смазки к шаблона открывают до касания шаблона с массой так, чтобы струйки смазки достигаи нижней части формующих поверхностей обеих пластин шаблона. После 35 касания с массой шаблон медленно движется вниз и на боковую стенку ращающейся формы. При этом происодит деформация массы и ее движение вверх по стенкам формы, 40
На наиболее трудноформуемьтх участках поверхности изделия (шарообразная стенка, переходящая вверху в потолочное положение, а также верхние шарнир и каска) шаблон работает -подобно двойному резцу пластическая деформация массы осуществляется одновременно и последовательно обеими пластинами шаблона.
Перед концом формования подачу смазки прекращают и к шаблону подключают сжатый воздух. Последние капли смазки при этом выдуваются из канала на стенку изделия в виде тумана, благодаря чему предупреждается застывание смазки на стенках и дне в виде капель и разрыв изделия при после7-1 ющей сушке.
Чистое время касания шаблона с массой без налипания ее на шаблон составляет, примерно, 10-12 сек в зависимости от размера изделий, ПРЕдаТ ИЗОБРЕТЕНИЯ
I, Шаблон для формования чайников и сахарниц, включающий хвостовик для крепления и плоскую формующую часть, отличающийс я тем. что, с целью сокращения времени формования, формующая часть выполнена из двух металлических пластин, причет боковая формующая кромка первой пластины расположена ближе к вертикальной оси шаблона, уеи формующая кромка второй пластины,
2. Шаблон по п,1, о т л и ч а ю щ и и с я тем, что для подвода смазки к формующим поверхностям, он содержит штуцер и каналы.
d I
Фиг. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для формования корпусов чай-НиКОВ и САХАРНиц | 1979 |
|
SU823132A1 |
| Способ формования изделий тонкой керамики и устройство для его осуществления | 1983 |
|
SU1136941A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРОИЗВОДСТВА СУХОЙ ШТУКАТУРКИ | 1948 |
|
SU81181A1 |
| СТРОИТЕЛЬНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ГИПСА С ПОВЫШЕННОЙ ТЕПЛОПРОВОДНОСТЬЮ И ОСЛАБЛЕНИЕМ ПРИ ЭКРАНИРОВАНИИ | 2006 |
|
RU2405750C2 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2020 |
|
RU2751702C1 |
| Станок для выделки посадочных стаканов | 1930 |
|
SU27602A1 |
| Способ выправки и формования бортов верхней одежды и устройство для его осуществления | 1959 |
|
SU129179A1 |
| КОМПЛЕКТ ОПАЛУБКИ И СПОСОБ ЕГО МОНТАЖА | 2017 |
|
RU2671872C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
Фцг.2
И-
(Риг.У
б В
