Изобретение относится к области авиастроения, а именно к изготовлению лопастей из композиционных материалов в пресс-форме с индивидуальным нагревом.
Известна конструкция пресс-формы, предназначенной для формования деталей из композитных материалов (US 2015202800, В29С 33/04; В29С 33/38; В29С 70/34; В29С 70/44; В29С 70/86, публ. 23.07.2015 г.), в которой на первой укладке упрочняющих волокон размещают контур, содержащий по меньшей мере одну трубку, выполненную из материала с низким коэффициентом теплового расширения, причем указанный контур имеет форму контура жидкого теплоносителя, адаптированного для формовочного инструмента; также выполняют термический цикл, причем указанный термический цикл рассчитан таким образом, чтобы отверждать термоотверждаемую или термопластичную смолу с целью получения отформованной формы. Решение для нарезания канавок и сборки заключается в создании канавок в формовочном инструменте для создания прохода теплоносителя. Затем добавляется пластина и привинчивается, чтобы закрыть контур теплоносителя. Уплотнительное кольцо имплантировано снаружи этой канавки между оболочкой формовочного инструмента и пластиной таким образом, чтобы обеспечить герметичность контура теплоносителя.
Известна пресс-форма для изготовления панелей из вспенивающихся материалов (RU 108063 U1, МКП E04F 13/08, публ. 10.09.2011), которая состоит из корпуса 1, включающего две продольные и две торцевые стенки, соединенные с днищем, съемную крышку 2 в сборе с клиновидными направляющими 4, и подвижное дно 3 со статичными и съемными элементами 5 для формирования прямоугольных панелей и панелей с использованием плиток декоративных квадратных (на пример 30×30 см) и элементов 6 для формирования панелей с выступами и впадинами для применения отделочных плиток декоративных, имитирующих кирпичную кладку «в разбег» (вариант).
На фиг. 2 изображен продольный разрез пресс-формы, показывающий установку винтовых фиксаторов 7, проставок корректирующих торцевых 8 и подставок корректирующих поддонных 9.
На фиг. 3 показан продольный разрез пресс-формы в сборе, отражающий вариант изготовления изделий с гладкой поверхностью за счет установки металлического листа 10 на крышке формы, все основные составляющие пресс-формы имеют каналы 11 для циркуляции теплоносителя - хладагента.
Известна пресс-форма для изготовления лопасти воздушного винта, наиболее близкая к заявляемому техническому решению, (RU 191988 U1, В64С/473, В64С 11/26, публ. 29.08.2019), которая содержит основание 1, крышку 2, соединенные шарнирными узлами. Шарнирные узлы выполнены в виде расположенных на основании петель 3, и петель 4, расположенных на крышке со стороны хвостовой части в сечении пресс-формы. В пазах 5, выполненных в теле пресс-формы, установлены соединительные болты 6, расположенные с двух сторон с заданным интервалом по всей длине пресс-формы. С помощью осей 7, закрепленных между проушинами 8, обеспечена возможность свободного вращения и перемещения болтов в процессе закрытия крышки на основание. На болты 6 надеты тарельчатые пружины 9, собранные в пакеты 10. Каждый пакет включает заданное количество пружин 9. Порядок и последовательность установки пружин определяются исходя из условия обеспечения необходимого давления на крышку на протяжении всего процесса формования изделия. В основании и крышке пресс-формы могут быть выполнены карманы 11 с равными интервалами по всей длине, при этом толщина стенки пресс-формы в рабочей части выполнена постоянной величиной и повторяет геометрию заготовки воздушного винта по максимально возможной части поверхности, в зависимости от диаметра инструмента, выполняющего эти карманы. Данные карманы позволяют при большой толщине заготовки обеспечивать ее относительно одинаковый прогрев. Более того толщина стенки рабочей части поверхности может быть и не одинаковой, если заготовки имеет сложную форму и большой перепад по толщине, однако в этом случае потребуется расчет толщины стенки принимая во внимание материал пресс-формы. Основание имеет специальную ступеньку 12 со стороны хвостика в сечении. Данная ступенька позволяет исключить «сползание» заготовки в сторону петель при закрытии крышки. Слои хвостика заготовка упираются в тело основания пресс-формы, а крышка, закрываясь, формирует контур готового изделия. Для удобства размыкания частей пресс-формы в крышке и основании предусмотрены вырезы 13. Использование составной пресс-формы позволит отрабатывать различные формы законцовок при замене только части пресс-формы. При закрытии пресс-формы точная ориентация крышки относительно основания осуществляется при помощи специальных центрирующих штифтов 15. В случае если конструкция пресс-формы выполнена составной по длине, между частями крышки или основания также устанавливаются центрирующие штифты. Для обеспечения равномерного закрытия пресс-формы на передних кромках крышки и основания по всей длине выполнены фаски 16, по поверхностям которых заготовка плавнее и без возможного деформирования носка залавливается и контур формообразующего профиля замыкается. По торцам пресс-формы установлены заглушки 17.
Недостатками известных пресс-форм являются то, что они не позволяют обеспечить высокую точность геометрии при взаимной ориентации полукорпусов пресс-формы при формовании.
Необходимость перемещения крупногабаритной пресс-формы из зоны сборки компонентов лопасти в зону нагрева и обратно, что увеличивает трудоемкость.
Отсутствует возможности местной корректировки теплового поля при нагреве.
Неразборная конструкция каналов для циркуляции теплоносителя не позволяет выполнить сложную конфигурацию каналов, а также имеет низкую ремонтопригодность при необходимости изменения формы сечения и траектории пролегания каналов.
Пресс-форма не имеет возможности изменения геометрии формообразующего контура для облегчения укладки и последующего изъятия готовой лопасти из пресс-формы.
Техническая проблема, не решенная в известных устройствах, на которую направлено заявляемое изобретение, является создание пресс-формы для изготовления лопасти воздушного винта, позволяющая повысить качество и точность геометрической формы лопасти, обеспечить точное соблюдение технологического процесса, увеличить ремонтопригодность пресс-формы, уменьшить нагрузку на персонал.
Технический результат заключается в повышении качества и точности геометрической формы лопасти, точности соблюдения технологического процесса, увеличении ремонтопригодности пресс-формы, уменьшении нагрузки на персонал.
Технический результат достигается тем, что в пресс-форме для изготовления лопасти, состоящей из полукорпуса нижнего 1, состоящего из секций 2, 3, 4 и полукорпуса верхнего 5, состоящего из секций 6, 7, 8, элементов взаимной ориентации, стягивающих элементов, в соответствии с заявляемым изобретением, - полукорпуса 1 и 5 соединены между собой через дистанционные втулки 14, каждая из секций 2, 3, 4, 6, 7, 8 состоит из матриц 16 с крышками 17, в каждой крышке 17 выполнены каналы 19, при этом в комлевой части полукорпуса нижнего 1 установлена вставка 24, которая состоит из корпуса 28, на котором закреплена скоба 36, с установленными на ней упорами 40, при этом на корпусе 28 размещены винты 39.
Кроме того, на вставке 24 при помощи колонок 25 установлена накладка 26, при этом вставка 24 с накладкой 26 зафиксирована на секции 2 нижнего полукорпуса 1, при этом на корпусе 28 выполнены продольные каналы 33, а рабочая поверхность 31 корпуса 28 примыкает к задней стенке лонжерона формуемой лопасти, При этом на боковых поверхностях скобы 36 установлены резиновые съемные накладки 37 и разрушаемые пальцы 38.
Дополнительно каналы 19 для теплоносителя представляют из себя два контура зигзагообразной формы, идущие вдоль продольной оси крышки 17 от центра к боковым поверхностям.
Также каждая крышка 17 герметизирована уплотнителем 21 из термостойкого фторкаучука.
Кроме того, каждая из секций 2, 3, 4, 6, 7, 8 снабжена входным и выходным штуцерами 20 и независимым контуром каналов 19 для индивидуальной подачи теплоносителя в каждую секцию.
При этом стыки 9 между секциями полукорпусов 1 и 5 выполнены наклонными, под углом к продольной оси лопасти, и разнонаправленными на 1 и 5 полукорпусах.
Также секции соединены по стыкам 9 при помощи пластин 10 и болтов 11.
Кроме того, сечение, форма и направление каналов 19 выбраны таким образом, что обеспечивает необходимый температурный режим в рабочей зоне формования.
Вставка 24 выполнена с подвижной скобой 36, что позволят обеспечить зазор между скобой кронштейна демпфера и лонжероном при сборке лопасти в устройстве (пресс-форме) при подготовке к формованию, с последующим возвращением скобы в рабочее положение, обеспечивая необходимую геометрию при формовании, а также позволяет отвести скобу 36, обеспечив зазор, облегчая демонтаж готовой лопасти из устройства (пресс-формы). Это направлено на уменьшение нагрузки на персонал, сокращение времени на подготовительные и демонтажные операции.
Полукорпуса 1 и 5 стягиваются болтами 12 через дистанционные втулки 14. Так как стык между полукорпусами не плоский, за счет того, что лопасть имеет крутку в сечении вдоль оси, и при смыкании по стыку есть вероятность перекосов из-за не равномерного прилегания. Применение дистанционных втулок 14 облегчает изготовление баз для взаимной ориентации полукорпусов пресс-формы и тем самым уменьшает возможные погрешности при изготовлении, и эксплуатации, влияющие на взаимную ориентацию полукорпусов, а, следовательно, и геометрию формуемой лопасти. Это направлено на повышение качества, повышение точности, повышение ремонтопригодности.
Применение наклонного стыка 9, выполненного под углом к продольной оси лопасти, разгружает формуемую лопасть от концентратора напряжения в поперечном сечении, т.к. образующиеся в результате отпечатка от стыков секций полукорпусов на формуемой лопасти, располагаются под углом к сечению лопасти которое воспринимает изгибающие и крутящие моменты. Это направлено на повышение качества, надежности и улучшение прочностных характеристик лопасти.
Крышки 17 на секциях выполнены съемными, что обеспечивает доступ для обслуживания, а также позволяет избежать возможных поводок геометрии по сравнению с сварной конструкцией. Это направлено на повышение качества геометрии пресс-формы, ремонтопригодность пресс-формы.
Наличие каналов 19 для циркуляции масленого теплоносителя на крышках 17, а не на матрицах, позволяет производить доработку каналов в крышках или их замену, добиваясь оптимальных показателей нагрева, тем самым обеспечивая наиболее точное соблюдение техпроцесса. Это направлено на повышение качества изготавливаемой лопасти, точность заданного технологического процесса.
Каналы 19, предназначенные для циркуляции масляного теплоносителя, выполнены в виде двух независимых контуров зигзагообразной формы, идущих вдоль оси лопасти от центра к боковым поверхностям и обеспечивают оптимальное распределение тепла от краев к центру, обеспечивая гарантированный прогрев массивной металлической матрицы. Это направлено на повышение качества изготавливаемой лопасти, повышение точности соблюдения технологического процесса.
Наличие входного и выходного штуцеров 20 в каждой из секций 2, 3, 4, 6, 7, 8 предназначено для индивидуальной подачи теплоносителя в каждую секцию и позволяет индивидуально регулировать температуру в каждой секции, что направлено на повышение качества и точности техпроцесса.
Конструкция пресс-формы для изготовления лопасти воздушного винта поясняется чертежами:
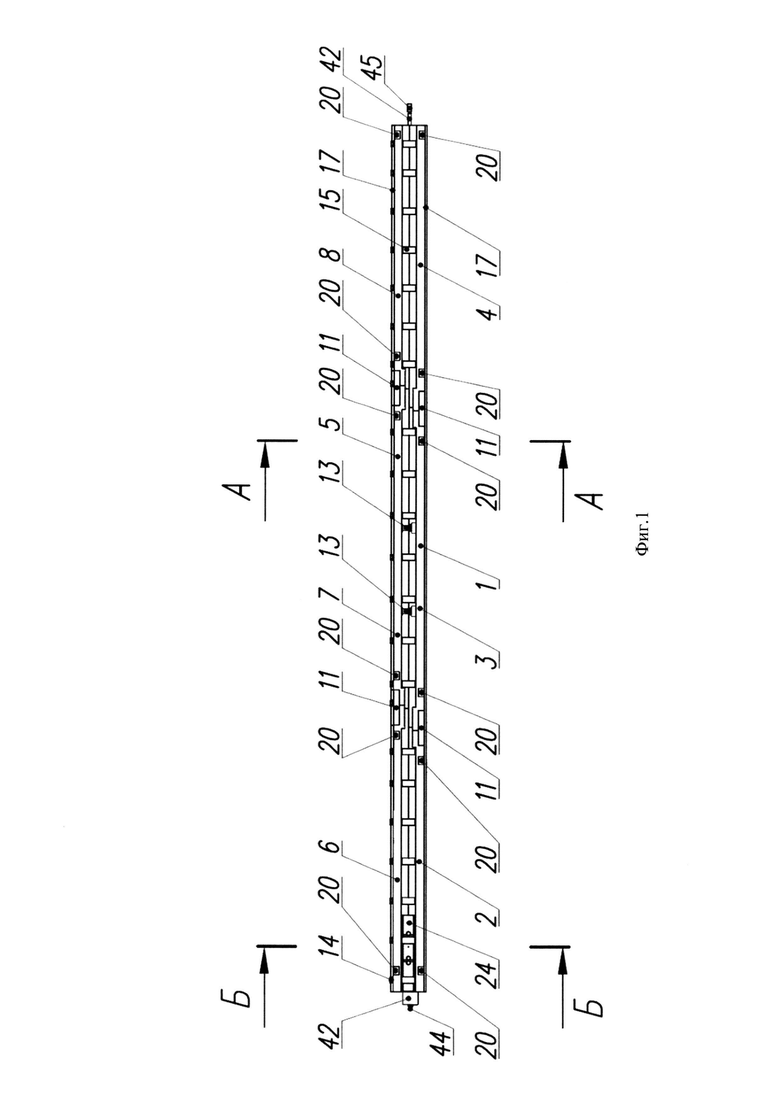
на фиг. 1 - Пресс-форма вид спереди
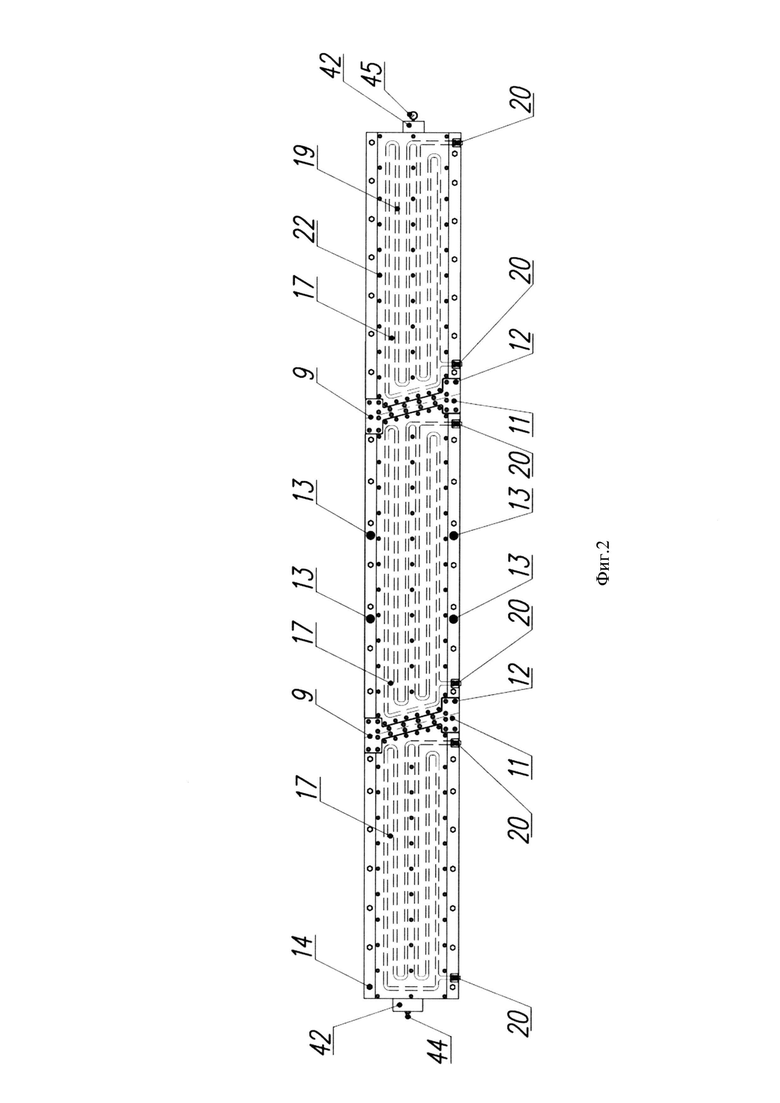
на фиг. 2 - Пресс-форма вид сверху
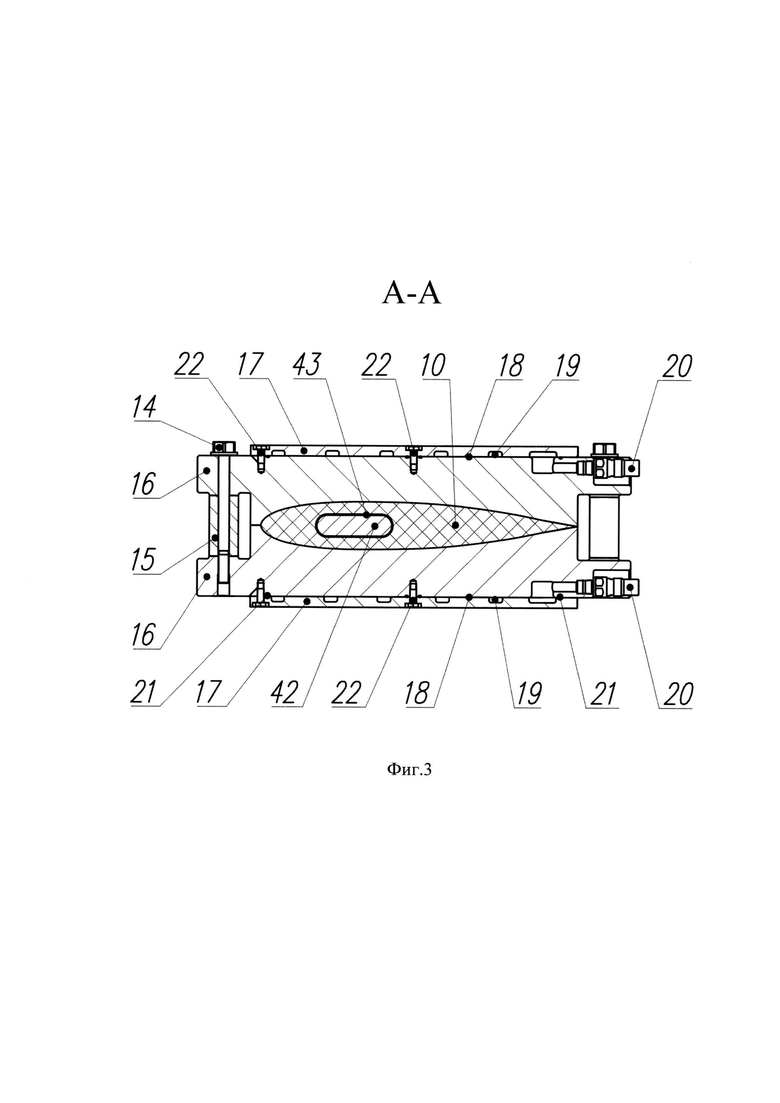
на фиг. 3 - Пресс-форма сечение А-А
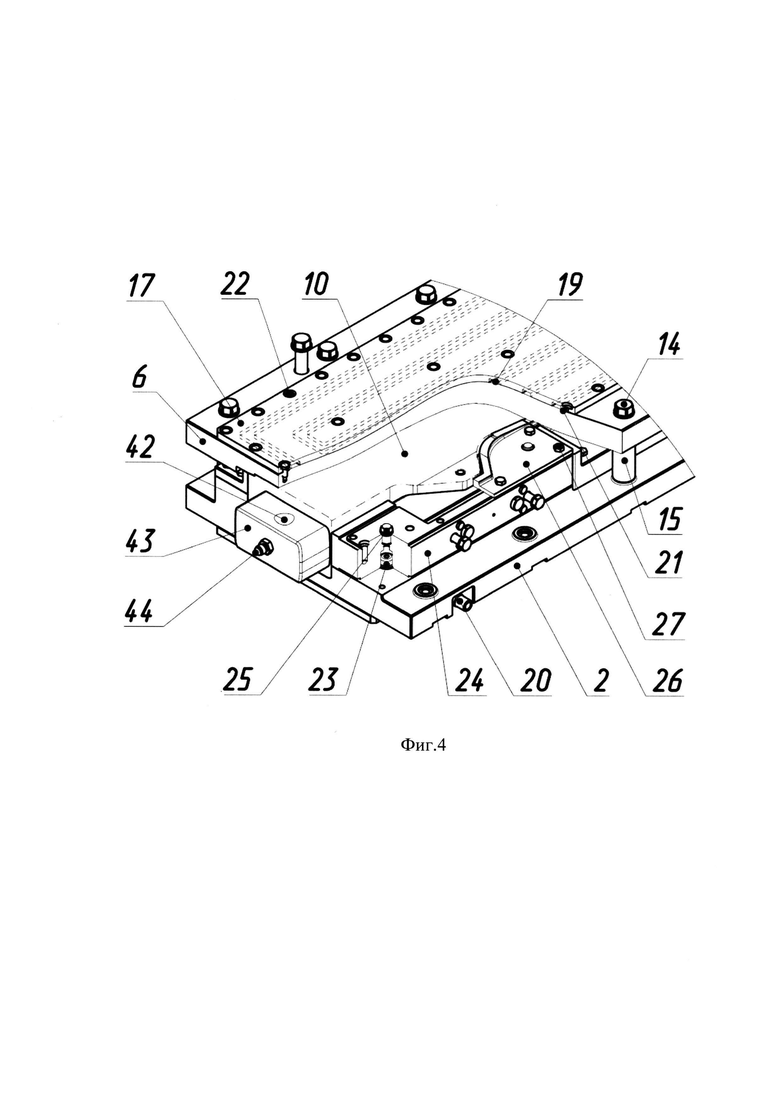
на фиг. 4 - Пресс-форма изометрия вид на вставку 24
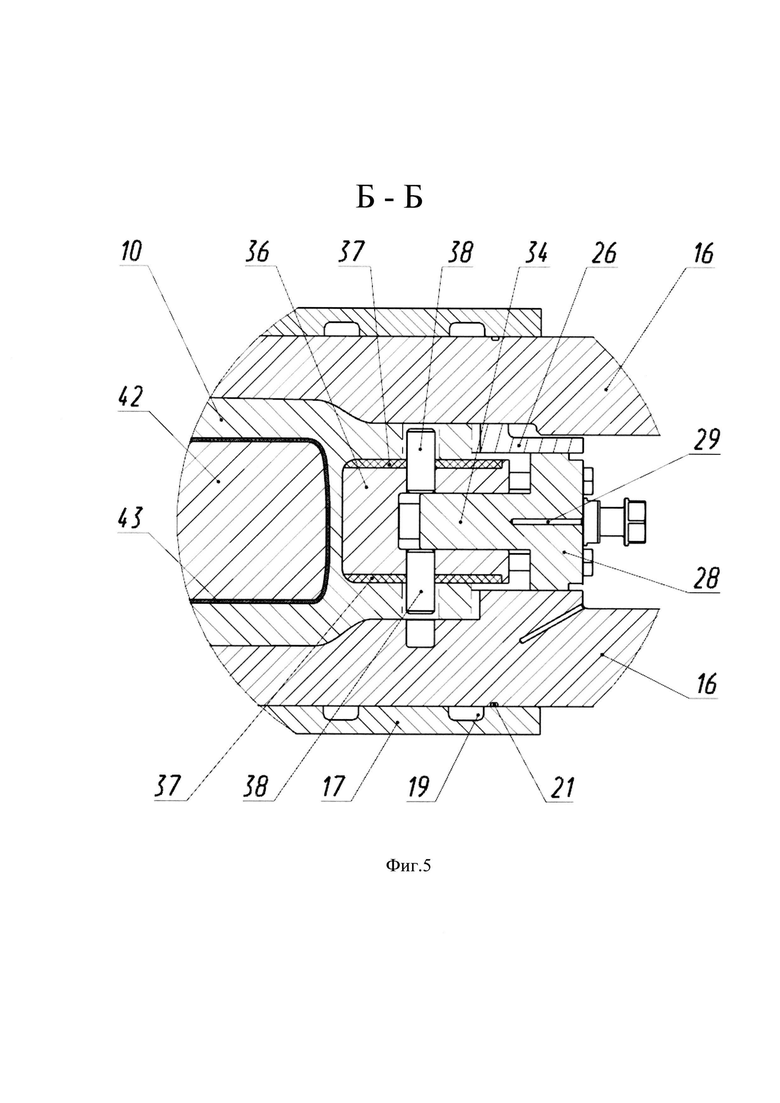
на фиг. 5 - Пресс-форма сечение Б-Б
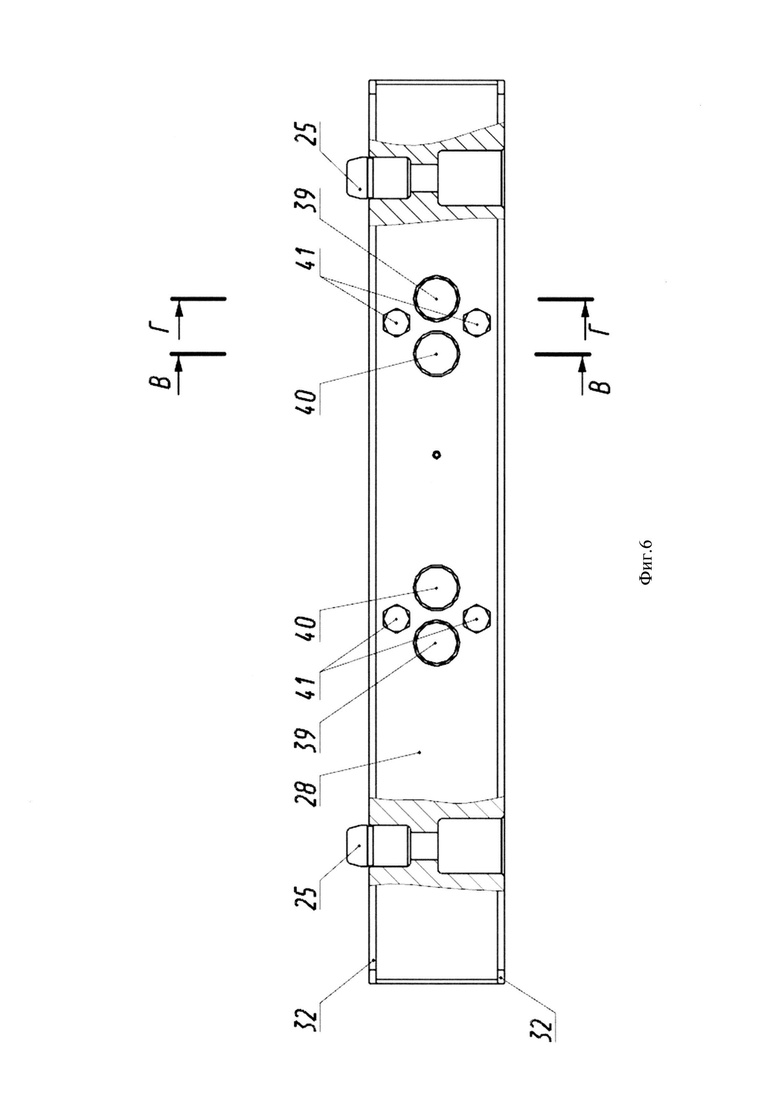
на фиг. 6 - Вставка вид спереди
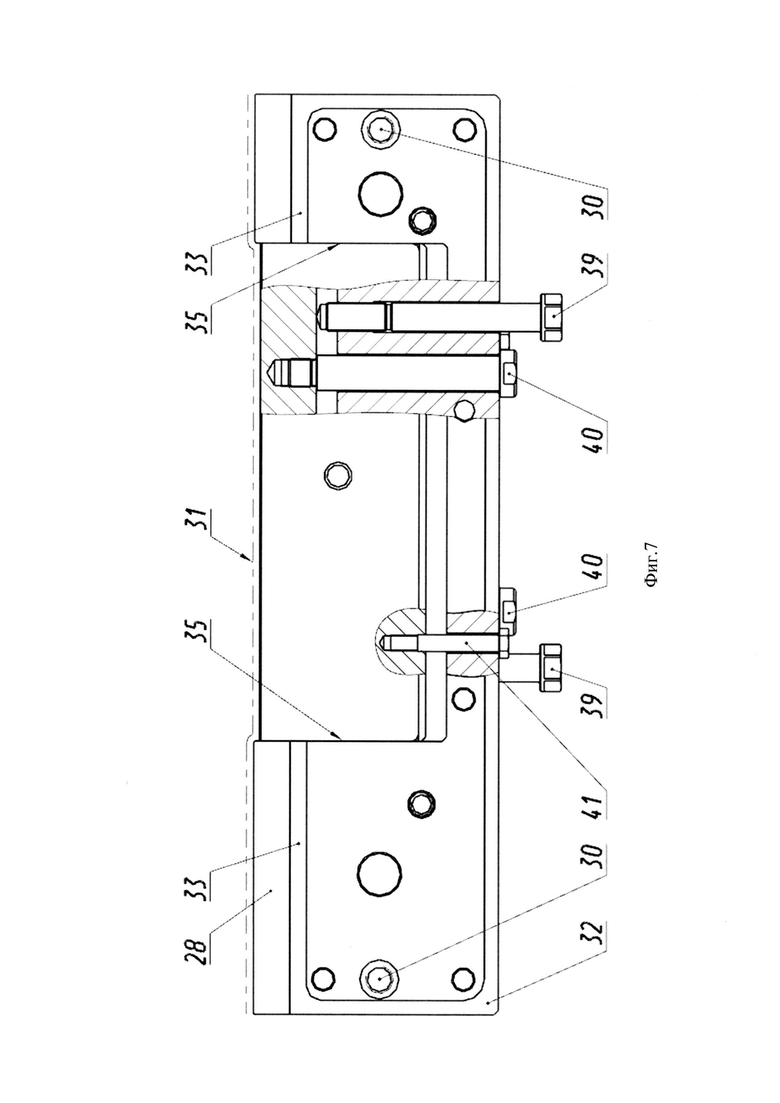
на фиг. 7 - Вставка вид сверху
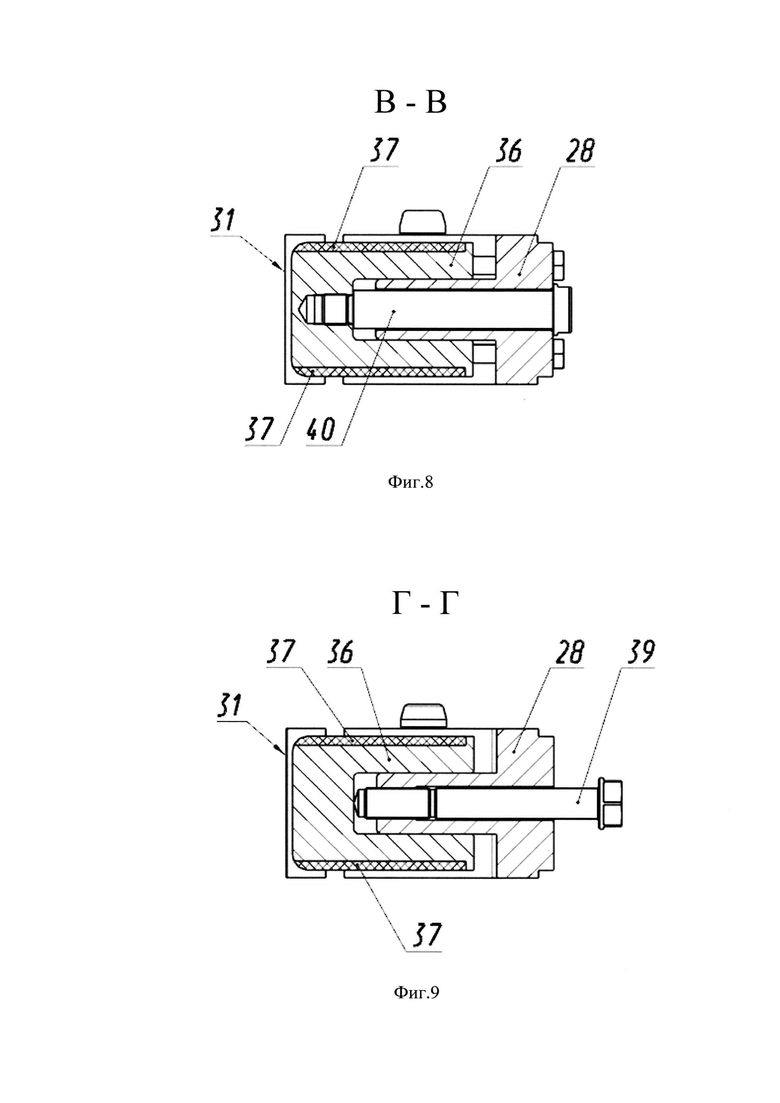
на фиг. 8 - Вставка сечение В-В
на фиг. 9 - Вставка сечение Г-Г
Пресс-форма для изготовления лопасти воздушного винта содержит полукорпус нижний 1, состоящий из секций 2, 3, 4, и полукорпус верхний 5, состоящий из секций 6, 7, 8 (фиг. 1). Стыки 9 (фиг. 2), между соседними секциями, выполнены наклонными к оси лопасти и разнонаправленными на верхнем полу корпусе 1 и нижнем полукорпусе 5, это сделано для уменьшения влияния концентратора напряжения возникающего на поверхности лопасти 10 в результате отпечатка стыка на поверхности формуемой лопасти. Стыки 9 соединяются пластинами 11 при помощи болтов 12.
Полукорпуса 1 и 5 взаимно сориентированы при помощи 4-х колонок 13 и стягиваются болтами 14 через дистанционные втулки 15.
Каждая из секций 2, 3, 4, 6, 7, 8 состоит из матрицы 16 (фиг. 3) с фиксированными на них съемными крышками 17 в которых на поверхностях стыка 18 выполнены каналы 19 (фиг. 2, 3, 4) представляющие из себя два контура зигзагообразной формы, идущие вдоль продольной оси крышки 17 от центра к боковым поверхностям и предназначены для циркуляции масляного теплоносителя, подаваемого в секции через штуцера 20 с быстроразъемным соединением от термостатов и системы контроля температуры (не показано). Причем каждая из секций 2, 3, 4, 6, 7, 8 имеет свою пару штуцеров 20 и независимый контур каналов 19 для циркуляции теплоносителя. Стыки 18 между матрицами 16 и крышками 17 герметизированы уплотнителем 21 из термостойкого фторкаучука. Крышки 17 фиксируется болтами 22 (фиг. 3, 4).
В комлевой части полукорпуса нижнего 1 на колонках 23 установлена съемная вставка 24 (фиг. 1, 4), предназначенная для выкладывания и последующего формования скобы кронштейна демпфера при формовании лопасти воздушного винта в пресс-форме. На вставке 24 при помощи колонок 25 установлена накладка 26 при помощи которой обеспечивается стык с прилегающим верхним полукорпусом 5. Вставка 24 вместе с накладкой 26 фиксируется на секции 2 нижнего полукорпуса 1 при помощи болтов 27 (фиг.4).
Вставка 24 состоит из корпуса 28, на котором имеется отверстие 29 предназначенное для размещения термопары. Корпус 28 имеет резьбовые гнезда 30 для установки рым-болтов при монтаже и демонтажа вставки с пресс-формы. Рабочая поверхность 31 корпуса 28 примыкает к задней стенке лонжерона формуемой лопасти. На корпусе 28 имеются выборки 32 предназначенные для разъема вставки и пресс формы после формования (фиг. 6, 7, 8, 9).
На верхней и нижней поверхностях корпуса 28 выполнены продольные каналы 33 предназначенные для отвода излишек связующего из области формования кронштейна демпфера и предохраняют от заливания крепежа и стыков связующим, обеспечивая беспрепятственный демонтаж вставки 24 при изъятии готовой лопасти из пресс-формы.
Корпус 28 имеет выступ 34 с направляющими поверхностями 35 на котором установлена П-образная скоба 36 имеющая возможность перемещается только в направлении перпендикулярном рабочей поверхности 31.
На боковых поверхностях скобы 36 установлены резиновые накладки 37, предназначенные для формования внутренних поверхностей скобы кронштейна демпфера лопасти. Накладки 37 являются съемными, что облегчает процесс демонтажа после формования. На боковых поверхностях скобы 36, через накладки 37 установлены пенопластовые разрушаемые пальцы 38, предназначенные для базирования и фиксации элементов кронштейна демпфера при формовании лопасти.
В корпусе 28 имеются резьбовые отверстия, в которые установлены выжимные винты 39, при затягивании которых скоба 36 перемещается в направлении рабочего положения для формования. В скобе 36 на резьбе установлены ступенчатые винты (упоры) 40, ограничивающие перемещение скобы 36 при достижении рабочего положения для формования. В скобу 36 через отверстия в корпусе 28 установлены вытяжные болты 41 и предназначены для возвращения скобы 36 в первоначальное положение, обеспечивая беспрепятственное извлечение отформованной лопасти из пресс-формы.
В рабочем пространстве, между полукорпусами 1 и 5, находится оправка лонжерона 42 с силиконовым мешком 43. На комлевой части оправки лонжерона 42 имеется штуцер 44 для подачи сжатого воздуха. Со стороны законцовки на оправке лонжерона 42 имеется манометр 45 предназначенный для контроля давления. (Фиг. 1, 2, 3, 4).
Устройство работает следующим образом.
Пресс-форма устанавливается на основание (не показано) и выставляется в горизонтальное положение. При помощи траверсы (не показано) с пресс-формы демонтируется полукорпус верхний 5.
В вставку 24 вкручиваются рым-болты (не показаны) и при помощи грузоподъемного устройства демонтируется с пресс-формы.
На вставке 24 демонтируются болты 39, устанавливаются болты 41. Затягивая болты 41 скоба 36 отходит от рабочего положения для формования и устанавливается в крайнее положение, после чего на ней выкладывается заготовка скобы кронштейна демпфера.
В полукорпус нижний 1 укладывается нижняя часть кронштейна демпфера, нижняя обшивка затем укладывается оправка лонжерона 42 в сборе с лонжероном, противовесом и накладкой противообледенительной системы лопасти воздушного винта.
Вставка 24 устанавливается обратно на пресс-форму и позиционируется при помощи колонок 23. Сверху на вставку 24 на колонках 25 устанавливается накладка 26 после чего весь пакет фиксируется на полукорпусе нижнем 1 болтами 27. Из вставки 24 демонтируются болты 41 и устанавливаются выжимные болты 39. При помощи болтов 39 скоба 36 возвращается в рабочее положение для формования, нужное положение скобы 36 ограничивается при помощи упоров 39.
В пресс-форму укладывается верхняя часть кронштейна демпфера и верхняя обшивка.
На пресс-форму возвращается верхний полукорпус 5, при этом взаимная ориентация полукорпусов обеспечивается за счет направляющих колонок 13, и дистанционных втулок 15, после чего полукорпуса 1 и 5 предварительно обтягиваются болтами 14.
Через штуцера 20 в каждую секцию пресс-формы от термостатов под управлением системы контроля температуры подается масляный теплоноситель и осуществляется предварительный нагрев по режиму в соответствии с технологическим процессом.
Затем согласно технологическому процессу, с помощью динамометрического ключа затягиваются болты 14, обеспечивая обжатие полукорпусов 1 и 5 обеспечивая геометрию будущей лопасти и необходимое давление для формования лопасти воздушного винта.
Через штуцер 44 в мешок 43 на оправке 42, согласно технологическому процессу, подается давление, которое контролируется при помощи манометра 45.
Происходит процесс формования лопасти воздушного винта.
По завершению режима формования лопасти несущего винта болты 14 демонтируют, верхний полукорпус 5 снимают при помощи траверсы. Болты 39 в вставке 24 демонтируют и устанавливают болты 41, при помощи которых скоба 36 отводится от поверхностей отформованного кронштейна демпфера. Болты 27 демонтируются. Лопасть вместе со вставкой 24 извлекают из пресс-формы, после чего вставку 24 демонтируют с кронштейна демпфера лопасти воздушного винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2019 |
|
RU2714961C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Пресс для формования пластмассовых изделий сложной конфигурации | 1990 |
|
SU1728045A1 |
| ЛОПАСТЬ ХВОСТОВОГО ВИНТА ВЕРТОЛЕТА В ОБТЕКАТЕЛЕ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ), И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2111894C1 |
| Пресс для формования пластмассовых изделий сложной конфигурации | 2017 |
|
RU2693763C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЛОПАСТИ | 2020 |
|
RU2742357C1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| Лопасть и способ ее изготовления | 2018 |
|
RU2688603C1 |
Изобретение относится к области авиастроения, а именно к изготовлению лопастей воздушного винта. Пресс-форма для изготовления лопасти состоит из полукорпуса нижнего (1), состоящего из секций (2, 3, 4), и полукорпуса верхнего (5), состоящего из секций (6, 7, 8), элементов взаимной ориентации и стягивающих элементов. Полукорпуса (1, 5) соединены между собой через дистанционные втулки (15), каждая из секций (2, 3, 4, 6, 7, 8) состоит из матриц (16) с крышками (17). В каждой крышке (17) выполнены каналы (19), при этом в комлевой части полукорпуса нижнего (1) установлена вставка (24), которая состоит из корпуса (28), на котором закреплена скоба (36), с установленными на ней упорами (40), при этом на корпусе (28) размещены винты (39). На вставке (24) при помощи колонок (25) установлена накладка (26), при этом вставка (24) с накладкой (26) зафиксирована на секции (2) нижнего полукорпуса (1). На корпусе (28) выполнены продольные каналы (33), а рабочая поверхность (31) корпуса (28) примыкает к задней стенке лонжерона формуемой лопасти. Каналы (19) для теплоносителя представляют из себя два контура зигзагообразной формы, идущие вдоль продольной оси крышки (17) от центра к боковым поверхностям. Технический результат заключается в повышении качества и точности геометрической формы лопасти, увеличении ремонтопригодности пресс-форм. 7 з.п. ф-лы, 9 ил.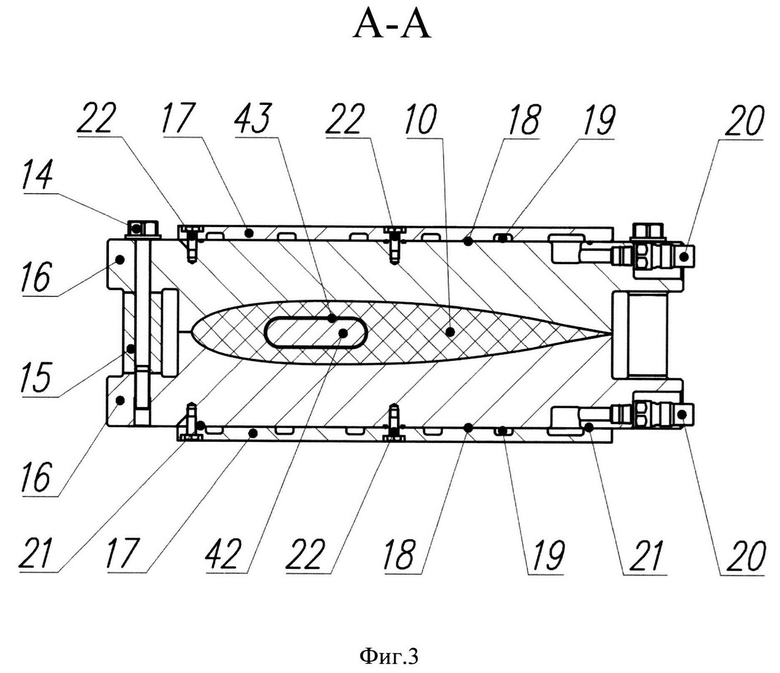
1. Пресс-форма для изготовления лопасти, состоящая из полукорпуса нижнего (1), состоящего из секций (2, 3, 4), и полукорпуса верхнего (5), состоящего из секций (6, 7, 8), элементов взаимной ориентации, стягивающих элементов, отличающаяся тем, что полукорпуса (1, 5) соединены между собой через дистанционные втулки (15), каждая из секций (2, 3, 4, 6, 7, 8) состоит из матриц (16) с крышками (17), в каждой крышке (17) выполнены каналы (19), при этом в комлевой части полукорпуса нижнего (1) установлена вставка (24), которая состоит из корпуса (28), на котором закреплена скоба (36), с установленными на ней упорами (40), при этом на корпусе (28) размещены винты (39).
2. Пресс-форма по п. 1, отличающаяся тем, что на вставке (24) при помощи колонок (25) установлена накладка (26), при этом вставка (24) с накладкой (26) зафиксирована на секции (2) нижнего полукорпуса (1), при этом на корпусе (28) выполнены продольные каналы (33), а рабочая поверхность (31) корпуса (28) примыкает к задней стенке лонжерона формуемой лопасти.
3. Пресс-форма по п. 1, отличающаяся тем, что на боковых поверхностях скобы (36) установлены резиновые съемные накладки (37) и разрушаемые пальцы (38).
4. Пресс-форма по п. 1, отличающаяся тем, что каналы (19) для теплоносителя представляют из себя два контура зигзагообразной формы, идущие вдоль продольной оси крышки (17) от центра к боковым поверхностям.
5. Пресс-форма по п. 1, отличающаяся тем, что каждая крышка (17) герметизирована уплотнителем (21) из термостойкого фторкаучука.
6. Пресс-форма по п. 1, отличающаяся тем, что каждая из секций (2, 3, 4, 6, 7, 8) снабжена входным и выходным штуцерами (20) и независимым контуром каналов (19) для индивидуальной подачи теплоносителя в каждую секцию.
7. Пресс-форма по п. 1, отличающаяся тем, что стыки (9) между секциями полукорпусов (1, 5) выполнены наклонными, под углом к продольной оси лопасти, и разнонаправленными на (1, 5) полукорпусах.
8. Пресс-форма по п. 1, 6, 7, отличающаяся тем, что секции соединены по стыкам (9) при помощи пластин (11) и болтов (12).
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ В ВАКУУМЕ | 0 |
|
SU191988A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ОБОРУДОВАНИЕ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2401197C2 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| WO 2019104435 A1, 06.06.2019. | |||

