1
Изобретение относится к области смазочных материалов и, преимущественно, может быть использовано при горячей и холодной прокатке легких сплавов на основе алюминия, тптапа и др., к качеству поверхности которых предъявляются повышенные требования.
Из применяемых в настояш,ее время для снижения сил трения твердых смазок наиболее распространены смазки на основе графита и дисульфида молибдена. Менее широко используют смазки на основе бентонитовых глин, синтетических .материалов, таких как полипропилен, полистирол, фторопласт, а также окислы, сульфиды, нитриды, селениды, теллуриды металлов, смеси окислов и сульфидов и др.
При прокатке металлов твердые смазки широкого применения не получили. Попытки применения твердых графитных и дисульфидмолибденовых смазок при прокатке алюминиевых сплавов не дали положительных результатов из-за разложения дисульфида молибдена, науглероживания и загрязнения поверхности прокатываемой полосы графитом, высокой стоимости дисульфида молибдена.
Известна смазка, применяемая при горячем выдавливании металлов, состоявшая из смеси порошков базальта и жидкого стекла.
Эта смазка не может быть применена при прокатке легких алюминиевых и титановых
сплавов, так как из-за низких смазочных свойств она не обеспечивает получения чистой поверхности прокатываемого металла, достаточного снижения энергосиловых параметров прокатки, пе предотвраш,ает заметалливания поверхности, вызывает сваривание при отжиге прокатанной полосы, брикет ее в условиях прокатки из-за малой механической прочности разрушается.
Целью изобретения является создание брикетированной твердой смазки для прокатки легких сплавов на основе алюминия, титана и др., устойчивой нри высоких температурах и давлепиях, обладающей высокими смазочными свойствами, нетоксичной и обеспечивающей получение высококачественной поверхности проката.
В состав смазки введены тальк, синтетический воск, гексафторсиликат калия и вода при следующем соотношении компонентов, вес. %: Жидкое стекло25 -28
Синтетический воск3,5- 8
Тальк50 -60
Гексафторсиликат калия3 - 4
ВодаДо 100
Для получения с.мазки в виде брикета смешивают расчетные количества талька и синтетического воска, вальцуют с целью получения тонкой однородной массы. Гексафторсиликат калия растворяют в мипимально.м количестве воды. Водный раствор гексафторсиликата калия смешивают с жидким стеклом и, не допуская затвердевания раствора, вводят в него нагретый провальцованный тальк с синтетическим воском. Смесь талька, синтетического воска, жидкого стекла и гексафторсиликата калия интенсивно перемешивают, добавляя небольшими порциями оставшуюся воду, нагретую до 95-100°С до получения однородной тестообразной массы. Смесь формуют в виде брикетов заданной формы и выдерживают при комнатной температуре в течение 48 ч.
Полученная таким образом смазка представляет собой механически прочный монолитный брикет, устойчивый при горячей и холодной прокатке алюминиевых и титановых сплавов в условиях интенсивного орошения валков водой.
Использование предлагаемой смазки обеспечивает получение проката с чистой поверхностью, что исключает необходимость дополнительной очистки металла после прокатки, предотвраш,ает налипание прокатываемого металла на валки и обратное налипание его с валков на поверхность металла. Кроме того, сокращается расход остродефицитных поверхностно-активных веществ, отсутствует необходимость сооружения системы очистки и регенерации смазки, исключается опасность пожара, что имеет место при использовании в качестве смазки масел и керосина.
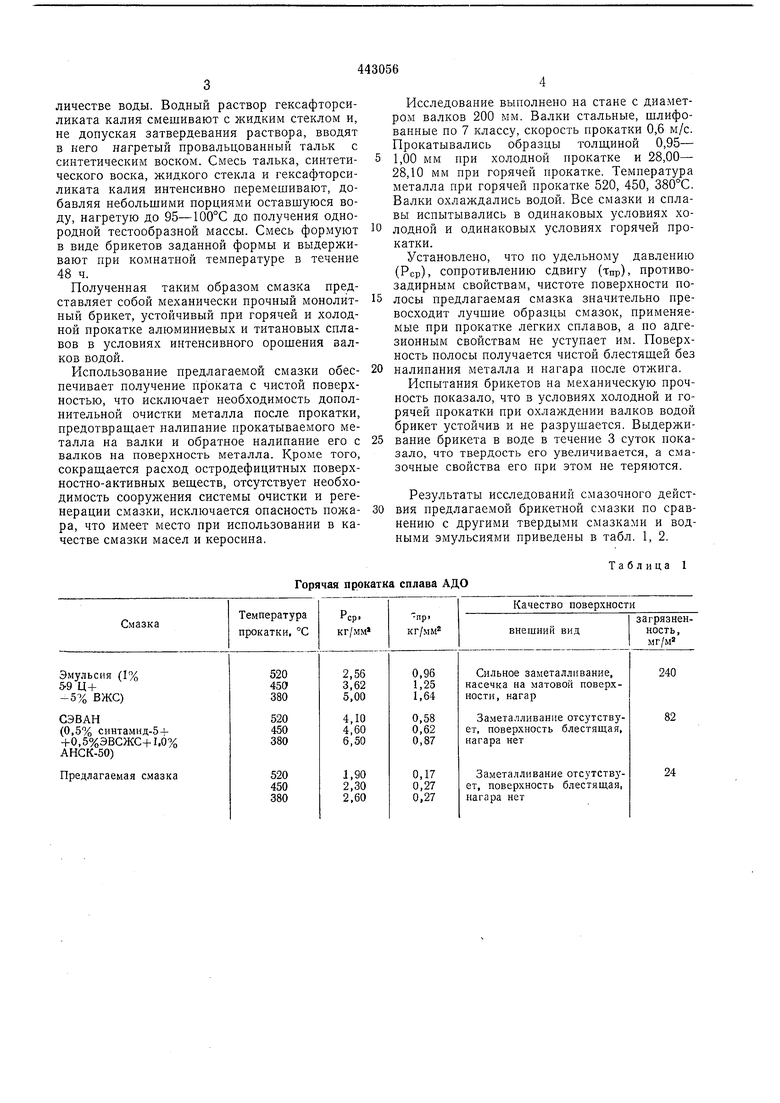
Горячая прокатка сплава АДО
Исследование выполнено на стане с диаметром валков 200 мм. Валки стальные, шлифованные по 7 классу, скорость прокатки 0,6 м/с. Прокатывались образцы толщиной 0,95- 1,00 мм при холодной прокатке и 28,00- 28,10 мм при горячей прокатке. Температура металла при горячей прокатке 520, 450, 380°С. Валки охлаждались водой. Все смазки и сплавы испытывались в одинаковых условиях холодной и одинаковых условиях горячей прокатки.
Установлено, что по удельному давлению (Pop), сопротивлению сдвигу (тпр), противозадирным свойствам, чистоте поверхности полосы предлагаемая смазка значительно превосходит лучшие образцы смазок, применяемые при прокатке легких сплавов, а но адгезионным свойствам не уступает им. Поверхность полосы получается чистой блестящей без налипания металла и нагара после отжига.
Испытания брикетов на механическую прочность показало, что в условиях холодной и горячей прокатки при охлаждении валков водой брикет устойчив и не разрушается. Выдерживание брикета в воде в течение 3 суток показало, что твердость его увеличивается, а смазочные свойства его при этом не теряются.
Результаты исследований смазочного дейст30 ВИЯ предлагаемой брикетной смазки по сравнению с другими твердыми смазками и водными эмульсиями приведены в табл. 1, 2.
Таблица 1
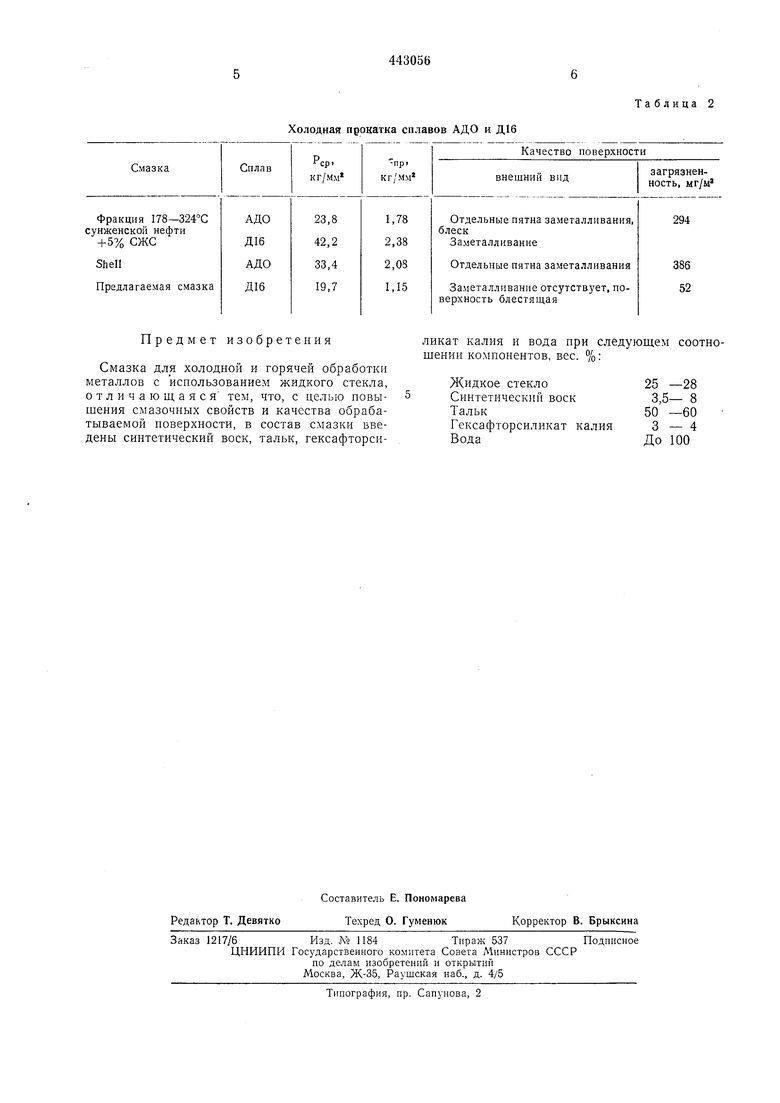
Холодная прокатка сплавов АДО и Д16
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1117309A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазочное покрытие для жидкой прокатки металлов | 1986 |
|
SU1397476A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1977 |
|
SU711100A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ | 1973 |
|
SU405937A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1980 |
|
SU891754A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 1973 |
|
SU407941A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1976 |
|
SU610857A1 |
| Смазочно-охлаждающая жидкость для горячей прокатки алюминия и его сплавов | 1979 |
|
SU781212A1 |
| БРИКЕТИРОВАННАЯ ГРАФИТОВАЯ СМАЗКА | 2015 |
|
RU2604880C1 |
Предмет изобретения
Смазка холодной и горячей обработки металлов с использованием жидкого стекла, отличающаяся тем, что, с целью повышения смазочных свойств и качества обрабатываемой поверхности, в состав смазки введены синтетический воск, тальк, гексафторсиликат калия и вода при следующем соотнощении компонентов, вес. %:
Жидкое стекло25 -28
Синтетический воск3,5- 8
Тальк50 -60
Гексафторсиликат калия3 - 4
ВодаДо 100
