ю :о
Ji М
а
Изобретение относится к металлургическому производству, а именно к технологическим смазкам для обработки металлов давлением, и может быть использовано при жидкой лрокатке.
Цель изобретения - предотвращение налипания металла на валки и улучшение качества обработанной поверхности. Для приготовления смазки использу|K)T буроугольный воск, графит, каолин, аэросил, модифицированный диметилди;хлорсиланом или метилхлорсиланом и
iтальк.
Налипание металла на валки предот:вращается за счет введения в смазку аэросила, который при контакте с расi каленным металлом обладает вспучивающим эффектом, так как аэроспп при высокой температуре, контактируя с
парами влаги, содержащейся в тальке и коалине, обладая гидрофобным эффектом, образует надежную высокотемпературную экранирующую пленку. Для улуч- шения антифрикционных свойств на контакте жидкого металла с поверхностью валков используют графит, а в качестве связки - буроугольный воск и каолин для создания заданного аг- , регатного состояния и обеспечения тре- буемых механических свойств смазочно- i го покрытия.
I Буроугольный воск содержится в i смазке в количестве 30-50 мас.%. Дан- ный компонент является связующим. i При содержании его менее 30 мас.% брикеты смазки имеют низкую механическую прочность и рассыпаются при ис- I пользовании. Верхний предел содержа i ния связующего компонента необходимо i принимать 50 мас.%, так как дальнейшее увеличение количества воска приводит к снижению эф(|)ективности смаз- ки из-за уменьшения содержания аэроГрафит добавляют в смазку в количестве 25-35 мас.% для улучшения антфрикционных свойств смазки на контакте жидкого металла с валками. Содержание графита более 35 мас,% приводит к загрязнению поверхности прокатьшаемого металла, а менее 25 мас.% снижает антифрикционные свойства смазочного покрытия.
Используемый аэросил 3-7 мае.% позволяет создать на поверхности металла надежную ззысокотемпературную
0
5
0
5 О
5
д г
0
5
экранирующую пленку, препятствующую его налипанию на валки.
При содержании аэросила менее 3 мас.% теряются защитные свойства покрытия и возникает вероятность налипания металла на валки. Увеличение содержания аэросила (7 мас.%) неэкономично, дальнейшего эффекта улучшения свойств не наблюдается.
В составе смазки тальк содержится в количестве 6-10 мас.% и способствует созданию надежной высокотемпературной пленки. Содержание талька менее 6 мае .7, приводит к ослаблению пленочного покрытия. При содержании талька более 10 мас.% ухудщаются физические свойства смазки, брикет становится хрупким.
При содержании каолина более 8 мас.% брикет теряет свою эластичность, становится хрупким. Содержание его менее 4 мас.% приводит к снижению температуры плавления брикета, брикет становится вязким, что приводит к ухудшению свойств смазочного покрытия.
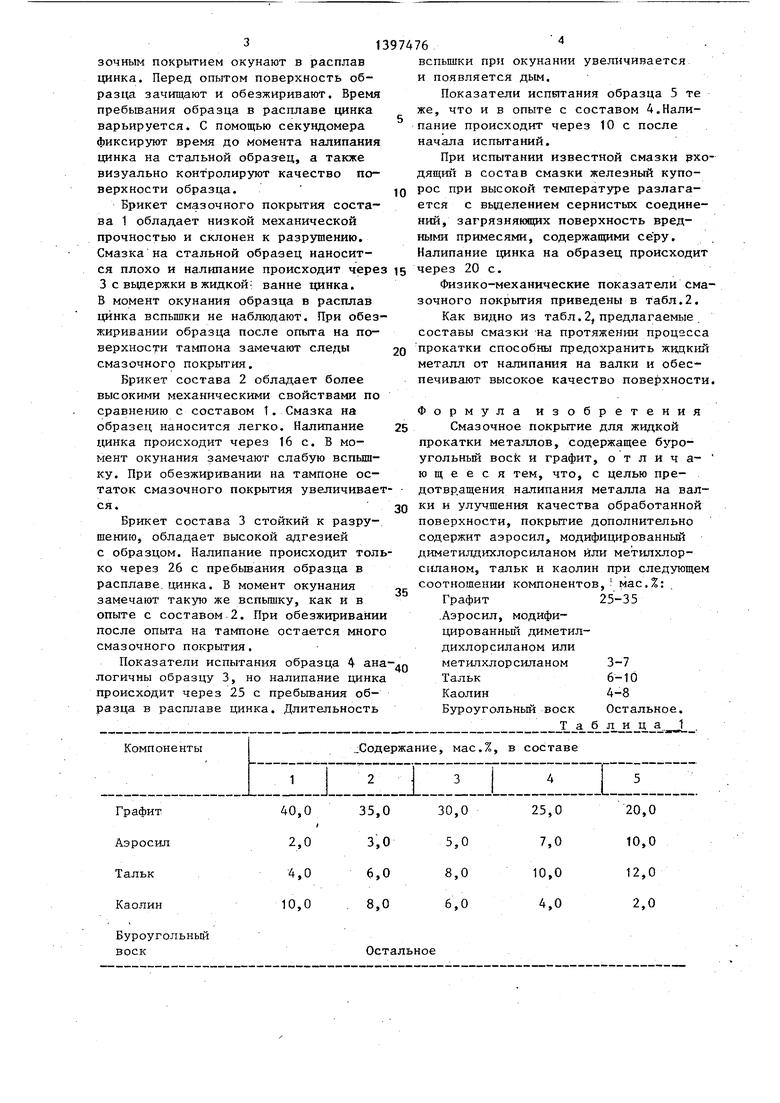
Составы смазок приведены в табл.1.
Предлагаемое покрытие изготавливается путем расплавления буроуголь- ного воска при 80-90 С и введения в него последовательно всех составляющих смазки в необходимом количестве при механическом перемешивании. Затем эта смесь заливается в определенную форму, где при охлаждении в течение некоторого времени затвердевает. Таким образом получается твердое смазочное покрытие заданной формы (круглого, квадратного или прямоугольного сечения и необходимой длины), которое при помощи простого приспособления устанавливается на рабочую поверхность валков.
При контакте с валками смазочное покрытие наносится тонким,равномерным слоем на валки, при дальнейшем попадании в очаг деформации препятствует налипанию металла на валки и способ-г ствует получению проката с высоким качеством поверхности.
Проводят лабораторные испытания предлагаемого смазочного покрытия.
В электрической печи шахтного типа помещают металлический тигель с гранулами цинка. После расплавления температуру расплава цинка поддерживают постоянной. Металлический образец с нанесенным на его поверхность сма
зочным покрытием окунают в расплав цинка. Перед опытом поверхность образца зачищают и обезжиривают. Время пребьюания образца в расплаве цинка варьируется. С помощью секундомера фиксируют время до момента налипания цинка на стальной образец, а также визуально контролируют качество поверхности образца.
Брикет смазочного покрытия состава 1 обладает низкой механической прочностью и склонен к разрушению. Смазка на стальной образец наносится плохо и налипание происходит чере 3 свьщержкив жидкой ванне цинка. В момент окунания образца в расплав цинка вспышки не наблюдают. При обезжиривании образца после опыта на поверхности тампона замечают следы смазочного покрытия.
Брикет состава 2 обладает более высокими механическими свойствами по сравнению с составом 1. Смазка на образец наносится легко. Налипание цинка происходит через 16 с. В момент окунания замечают слабую вспышку. При обезжиривании на тампоне остаток смазочного покрытия увеличивае
ся.
Брикет состава 3 стойкий к разрушению, обладает высокой адгезией с образцом. Налипание происходит толко через 26 с пребьшания образца в расплаве, цинка. В момент окунания замечают такую же вспышку, как и в опыте с составом 2. При обезжиривани после опыта на тампоне остается мног смазочного покрытия.
Показатели испытания образца 4 анлогичны образцу 3, но налипание цинк происходит через 25 с пребьтания образца в расплаве цинка. Длительность
0
0
s
0
5
5
вспышки при окунании увеличивается и появляется дым.
Показатели испытания образца 5 те же, что и в опыте с составом 4.Налипание происходит через 10 с после начала испытаний.
При испытании известной смазки входящий в состав смазки железный купорос при высокой температуре разлагается с вьщелением сернистых соединений, загрязняющих поверхность вредными примесями, содержащими серу. Налипание цинка на образец происходит через 20 с.
Физико-механические показатели смазочного покрытия приведены в табл.2.
Как видно из табл.2, предлагаемые составы смазки -на протяжении процесса прокатки способны предохранить жидкшЧ металл от налипания на валки и обеспечивают высокое качество поверхности.
Формула изобретения
Смазочное покрытие для жидкой прокатки металлов, содержащее буро- угольный Bock и графит, о т л и ч а- ю щ е е с я тем, что, с целью предотвращения налипания металла на валки и улучшения качества обработанной поверхности, покрытие дополнительно содержит аэросил, модифицированный диметилдихлорсиланом или метилхлор- cjtnaHOM, тальк и каолин при следующем соотношении компонентов, мас.%:
0
Графит
.Аэросил, модифи- цированньш диметилдихлорсиланом или метилхлор силаном Тальк Каолин
Буроугольньш воск Т
25-35
3-7 6-10 4-8
Остальное, блиц а J

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1983 |
|
SU1117309A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU981351A1 |
| Смазка для холодной и горячей обработки металлов | 1971 |
|
SU443056A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ | 1981 |
|
SU1840616A1 |
| Литьевой композиционный материал | 2023 |
|
RU2826246C1 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1671677A1 |
| ЛИТЬЕВАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2031911C1 |
| СОСТАВ ДЛЯ ЧИСТКИ ОБУВИ И ИЗДЕЛИЙ ИЗ КОЖИ | 1993 |
|
RU2074874C1 |
| КОМПОЗИЦИОННЫЙ ТРИБОТЕХНИЧЕСКИЙ МАТЕРИАЛ | 2004 |
|
RU2265037C1 |
| СОСТАВ ДЛЯ МОДИФИКАЦИИ ТВЕРДЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2036213C1 |
Изобретение касается смазочных покрытий для жидкой прокатки металлов. Цель - предотвращение налипания металла на валки и улучшение качества поверхности металла. В состав смазки входят, Мас.%: графит 25-35J аэро- сил, модифицированный дихлорсиланом или метйлхлорсиланом, 3-7; каолин 4-8; буроугольный воск до 100. Введение аэросила, обладакмцего гидрофобным эффектом, обеспечивает надежную высокотемпературную экранирующую пленку. Графит улучшает антифрикционные свойства смазки при контакте жидкого металла с поверхностью валков. 2 табл. о S
Буроугольный воск
Остальное
13974766
Таблица .2
Время до налипания цинка
|на образец, с31626251010
I Наличие смазоч- JHoro покрытия
iHa образцеНезначи- Незначи- Незначи- Незначи- Незначи- Незначи:тельное тельное тельное тельное тельное тельное
| Смазка для горячей обработки металлов | 1978 |
|
SU667585A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 0 |
|
SU404843A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
