Известная автоматическая линия для изготовления деревянных изделий, включающая сменные агрегатные силовые головки, транспортное устройство и привод, не обеспечивает возможности изготовления криволинейных изделий.
Целью изобретения является обеспечение возможности изготовления криволинейных изделий.
Достигается это тем, что в конце линии установлен разрезной станок, а транспортное устройство выполнено с кареткой, расположенной на смонтированных между силовыми головками направляюндих.
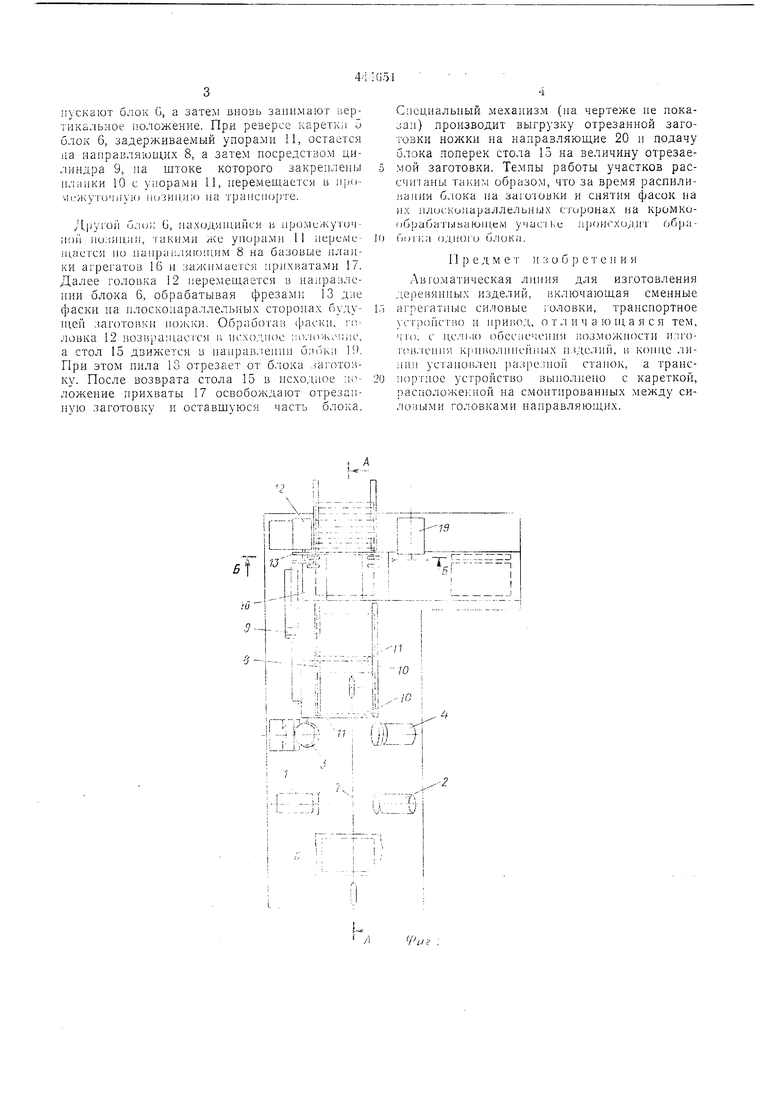
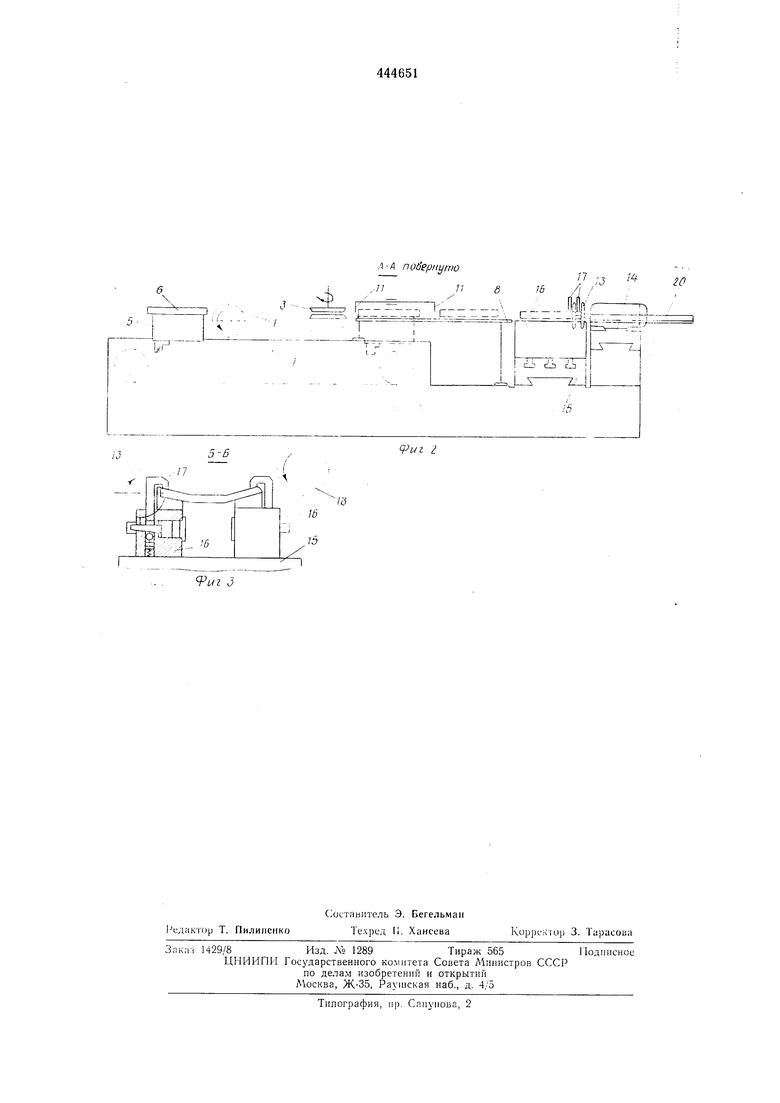
На фиг. 1 изображена предлагаемая линия в плане; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Автоматическая линия состоит из кромкообрабатывающего участка, содержащего агрегатные пильные головки 1 и 2, агрегатные фрезерные головки 3, 4, а также каретку 5 для закрепления на ней обрабатываемого блока 6. Каретка 5 приводится в движение от иепного привода 7, расположенного так же, как и направляющие для каретки 5 между лежащими по обеим сторонам от него головками 1, 2, 3, 4.
Между кромкообрабатывающим участком и участком распиловки расположены направляющие 8 и гидроиилиндр 9 с закрепленными
2
на его щтоке планками 10, несущими унор ы 11.
Участок пиления содержит агрегатную головку 12 с фрезами 13, смонтированную на салазках 14. На общей станине с головкой 12 размещен стол 15 с двумя закрепленными на нем в Т-образных пазах автономными зажимными агрегатами 16, нриводящ 1ми прихваты 17, имеющие прорезы для прохода фрез 13 и пилы 18 пильной бабки 19. С задней стороны стола 15 расположены направляющие 20 для выгрузки изделий.
Линия работает следующим образом.
Обрабатываемый блок 6 устанавливается на каретку 5. Носле пуска линии каретка 5, приводимая цепным приводом 7, перемещается в направлении головок 1, 2, 3, 4. По пути до сонрикосновения блока 6 с режущим инструментом головок 1, 2, 3, 4 блок автоматически зажимается (прижимы на фигурах не показаны).
Продвигаясь мимо головок 1, 2, блок 6 обрезается в размер по длине. При проходе между головками 3, 4 на нижнем торце блока 6 фрезеруются две фаски, на верхнем торце фрезеруется скругление. После обработки головками 1, 2, 3, 4 блок 6 выходит из-под прим имов и поступает на позицию выгрузки из кромкообрабатывающего участка. При этом упоры 11, поворачиваясь на своих осях, проьускают блок G, а затем вновь занимают liepтнкальное положение. При реверсе каретк; 5 блок 6, задерживаемый упорами 11, остается на направляющих 8, а затем посредством цилиндра 9, на штоке которого закренлены планки 10 с у юрами 11, иеремещается в . куто1пую iiu3i-nnii() на TpaHciKJirre.
Друго илок G, находящийся и нроми/кугочHoii Ho:-iiHUiii, такнми же унорами I 1 неремсщается но нанра1 Л5ПО Иим 8 на базовые ii;ia)iки агрегатов 16 и зажнмается нрих15атами 17. Далее головка 12 перемещается в нанравлеиии блока 6, обрабатывая фрезами 13 две фаски иа нлоскоиараллельных сторонах буду Hieii заготоикн ноячки. Обработав (lacKH, Inловка 12 воз1 рани1стся г ncxo;jioo ;и1ло;к.мм10, а стол 15 движется Б нанравленин 1;). При этом нила 18 отрезает от блока .заготовку. После возврата стола 15 в исходное :ii ложение ирихваты 17 освобождают отрезанную заготовку и оставщуюся часть блока.
Снециальный механизм (на чертеже не показан) производит выгрузку отрезанной заготовки ножки на направляющие 20 и подачу блока поперек стола 15 на величину отрезаемой заготовки. Темпы работы участков рассчи1аны таким образом, что за время распиливания блока на заготовки и снятия фасок на нх нл(Jc:кoнapaллeльныx С1оронах на кромко()браба1Ы 1аюн1.ем учас|1че ii)OH Xo;i,)iT обраПипча одноги блока.
П р е д м е т и , о б р е т е и и я
Авго.матическая линия для изготовления деревянных изделий, включающая сменные агрегатные силовые головки, транснортное устройство и 11ри1 од, о т ;i и ч а ю щ а я с я тем, ч 14), с н,с.ч1.|() обсснсчоння иоз.можности нлгоТ(1в.1енни K|iHiK).4iniciiiii ix нздслн, и конне .1ИHUii установлен ia3pe;.iioii станок, а транснортное устройство вынолнено с кареткой, расноложекной на смонтированных между сило; ыми головками направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ, НАПРИМЕР, ДЛЯ ОБРАБОТКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1964 |
|
SU161119A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ДЕРЕВЯННЫХ КЛИНЬЕВ | 1970 |
|
SU286192A1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ КРУГЛОПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050259C1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
i.-..|Н-;.;
L JJI::
f
-13
3
Г
1
А-А noSepiiynio
