Применяемые в производстве автоматические линии, например, для обработки щитовых деталей мебели включают участки продольной и поперечной обработки кромок и сверления отверсти в пластн н кромках ш,ита с установленными па ннх снловыми головками для пиления, фрезерования, выборки пазов, закругления углов и сверлеиия.
Предложеииая автоматическая линия отличается от известных тем, что для изменения последовательности и числа ироизводимых операннй в зависимости от типов и размеров обрабатываемых щнтоз, она выполнена со сменными агрегатными силопымн головками, установленными на сборно-разборных онорных элементах, а на участке продольной обработки щитов смонтированы одиоцеппой траиспортер подачи с поперечными упорами н горизонтальные направляющие; обеспечивающие базирование щитов по их продольной кромке.
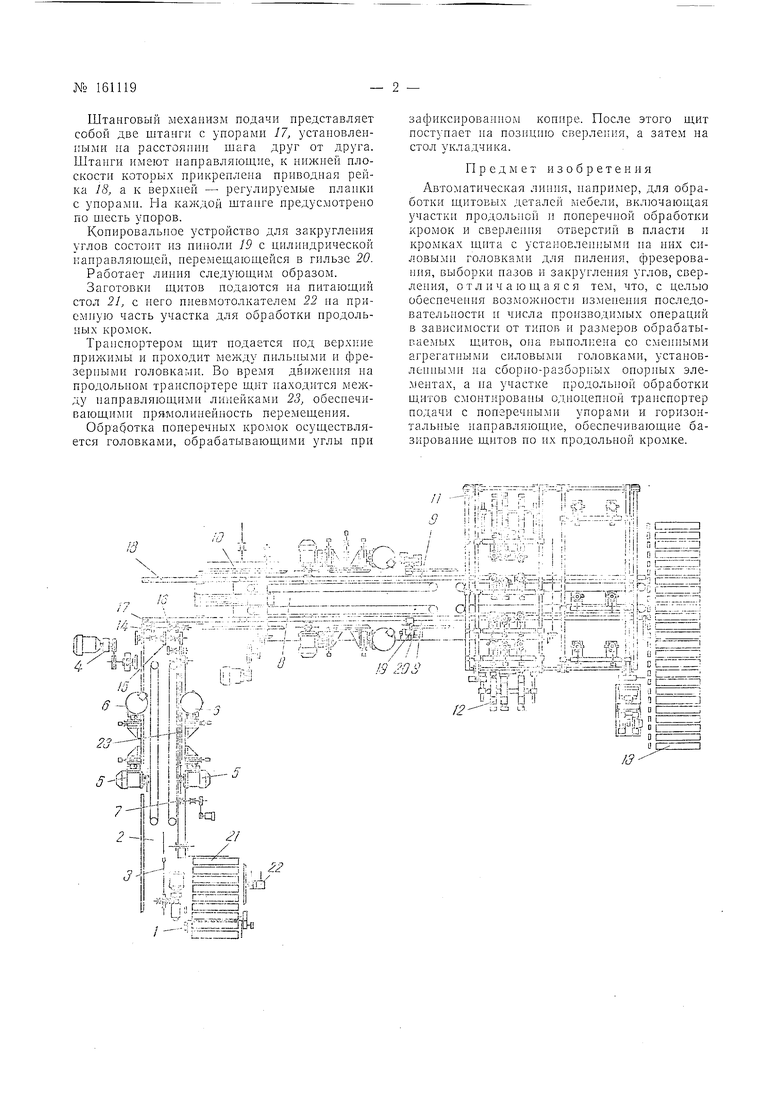
На чертеже изображена схема автоматической линриг, разрез по вертикали. Автоматическая линия включает: питатель / служащий
для иэдачн щитов иа участок продольной обработкн; участок 2 нродольной обработки, н:.,и11 i;eHiio i транспортер 3, приводимый в де1 ;ствне приводом 4, две пильные головки 5 и две сррезерные головки 6, станину 7, иа которой смонтированы все функциональные злы; участок 8 поперечной обработки, который включает механизм штанговой подачи 9, поиеречг.ую каретку 10; два участка // для сверления пр; садочиых отверстнй в торцах и пластн заготовок, состоящнх каждый из двенаднатн головок 12; пакетоукладчик 13 для формироващш щнтов F пакеты.
Привод фрикционной опережающей роликоЕон нсдачи 14 для передачи щита с продольного на поперечный участок осуществляется от ведущего туера 15 цепи при помощи цеп:10Й ускоряюще передачи 16.
Каждая из силовых головок имеет самостоятель: ьп1 природ гдапиого движения и движе 1ия врезания, что позволяет значительно упростить конструкцию опорных элементов и Hj-новому )ещить задачу расширения фронта работ.
Штанговый механизм подачи представляет собой две штанги с упорами 17, устаиовлениыми па расстоянии шага друг от друга. Штаиги имеют иаправляюшие, к иижией плоскости которых прикреплена приводиая рейка 18, а к верхней - регулируемые илаики с упорамп. На каждой штаиге предусмотрено по шесть упоров.
Копировальиое устройство для закругления углов состоит из пиноли 19 с цилиидрической -:аправляюш,ей, перемещаюнгейся в гильзе 20.
Работает линия следуюш,им образом.
Заготовки ШИТОВ подаются на иитаюш,ий стол 21, с него пиевмотолкателем 22 на приемную часть участка для обработки продольных кромок.
Транспортером шит подается под верхние прижимы и проходит между пильными и фрезериыми головками. Во время движения иа продольиом траисиортере ш,ит находится между иаправляюшими линейками 23, обеснечиваюи ими иря.молинейиость перемещеиия.
Обработка поперечных кромок осуществляется головками, обрабатывающими углы при
зафиксированном коиире. После этого щит иостуиает иа позицию сверлеш я, а затем иа стол укладчика.
Предмет и з о б р е т е и и я
Автоматическая линия, например, для обработки щитовых деталей мебели, включающая участки продольной и поперечной обработки кромок и сверления отверстий в пласти и кромках щита с установлеиными иа иих силовыми головками для иилеиия, фрезерования, выборки иазов и закругления углов, сверления, отличающаяся тем, что, с целью обесиечеиня возможиости нзмеиення последовательности и числа производимых операций в зависимости от типов и размеров обрабатываемых щитов, она выполнена со сменными агрегатными силовыми головками, устаиовленными иа сборио-разборных оиорных элементах, а на участке иродольиой обработки щ,итов с},1оитироваиы одиоцепиой траиспортер нодачи с поперечиыми упорами и горизонтальиые направляющие, обеспечивающие базирование щитов по их продольной кромке. , Г г; i ...-.. 1- iOр I ; -I ; : ,--, , .. , Mil il 1::, V:--J; . ff iO L. J.,, 1,Г: ГмН ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия обработки, облицовывания кромок и сверления щитовых деталей деревянных корпусов | 1988 |
|
SU1576320A1 |
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
| ПОЛУАВТОМАТЙЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU183099A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КАРКАСОВ СИДЕНИЙ ДИВАНОВ | 2023 |
|
RU2823941C1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| ПИЛЬНАЯ ШИНА ЦЕПНОЙ .\\ОТОРНОИ ПИЛЫ | 1972 |
|
SU419378A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1969 |
|
SU240507A1 |
