При обычном способе изготовления креповой бумаги полосу бумаги увлажняют и затем пропускают поверх крепирующёго вальца, на котором полоса бумаги задерживается. Задерживание полосы бумаги объясняется действием воздушного давления, прижимающего полосу бумаги к поверхности крепирующего ваяыда, причем влага образует изоляцию, устраняющую доступ воздуха между полосою бумаги и вальцем. Несмотря на смягчение бумажных волокон при увлажнении, получение крепа становится плохо ВЫПОЛНИМЫМ, при применении для крепирования более тяжелых или жестких полос бумаги-основы. По новому способу вообще не требуется увлажнения и, если его все же применяют, то главным образом лишь для того только, чтобы несколько смягчить волокна в процессе крепирования. По новому способу полоса бумаги удерживается в плотном соприкосновении с вальцем под влиянием склеивающего действия термопластического вещества и изготовленная по этому способу креповая бумага отличается исключительно высокой ровностью и нежностью, причем совершенно устраняются какие-либо пропуски. Этим путем можно ИЗГОТОВЛЯТЬ креповую бумагу и из таких сортов бумаги, которые до сих пор В виду значительного веса и боль(247)
шой жесткости не имели применения при выработке креповой бумаги. Термопластическое вещество, употребляемое при проведении способа согласно изоб ретению, легко может быть контролируемо путем наблюдения за его температурою, так что оно может быть применяемо для всех встречающихся сортов бумаги.
При крепировании увлажненной бумаги кроме ВОЛОКОН размягчается и клей на ее поверхности, причем та непроницаемость, которая была придана бумаге клеем, не может быть снова восстановлена высушиванием ее после крепирования. При сушке бумажной полосы образуется сравнительно жесткая креповая бумага, так как эта полоса переходит в форму крепа; другими словами, известный способ производства крепа приводит к изготовлению сравнительно жесткой креповой бумаги, а другие ценные свойства, которыми должна обладать креповая бумага, исчезают.
Поэтому, при изготовлении креповой бумаги является весьма желательным пользоваться по возможности многими различными сортами креповой бумагиосновы, и, смотря по назначению окончательного продукта, можно последнему придавать одно или несколько из нижеследующих свойств: 1) эластичность или
упругость, 2) пружинящее действие, 3) изоляционные качества в виду наличия пузырьков воздуха в креповой бумаге, 4) гибкость или мягкость, 5) прочность при вытягивании, б) жесткость в направлении линий складок, 7) способность приспособляться к неправильным или неровным поверхностям.
Легко видеть, что некоторые из этих свойств лучше всего достигаются посредством предварительного производства бумаги-основы, а другие-посредством тщательного производства крепа. При производстве крепа из бумаги при участии водоупорного термопластического вещества характер изготовленной креповой бумаги зависит от сорта бумагиосновы и ее веса, а также от свойства самого термопластического вещества, служащего связующим средством, и в известной степени от температуры термопластического вещества. Возможность контроля двоякая. Можно изготовлять разные сорта креповой бумаги из одного и того же или из различного исходного материала, а также возможно достигнуть получения из того же самого материала креповой бумаги со значительно большим разнообразием, чем до сих пор.. Согласно изобретению употребляется теплое жидкое вещество для покрытия, а потому можно путем регулирования тепла точно устанавливать пластичность этого покрытия, что имеет большое экономическое преимущество.
Предлагаемый способ позволяет изготовлять различные сорта креповой бумаги в той же машине и из того же сырья.
Креповая бумага, изготовленная по новому способу, особенно пригодна для того, чтобы соединять ее о подкладкою, т. е. для того, чтобы собственно креповую бумагу укрепить на другой бумажной или тканевой полосе при помощи ее клейкого слоя. Кроме того, можно применить для образования крепа более тяжелые сорта бумаги, чего нельзя было делать до сих пор, причем процесс крепирования поддается точному контролю.
Новый способ детально иллюстрируется при помощи чертежа, на котором фиг. 1 представляет схематически конструкцию машины для крепирования, а фиг. 2 дает схему другой машины для той же цели.
Согласно изобретению полоса бумаги снабжается сравнительно толстым покрытием из асфальта или другого битума, причем употребление покрытия не ограничивается только этими массами, так как температура покрытия может быть еще регулируема крепирующим вальцем непосредственно. При получении крепа из бумажных полос, покрытых битумом, прежде всего необходимо обращать внимание на способность к прилеганию, а кроме того, чтобы бумажная полоса, получающая креп, не была мягка, если это нужно, а также необходимо обращать внимание на образование крепа у тонкого слоя, прилегающего к бумажной полосе, каковой слой имеет свои особенности.
Для того, чтобы достигнуть желательного регулирования температуры до крепирующего вальца, можно бумажную ленту снабжать желательным количеством водоупорного термопластического клейкого вещества, а затем по возможности парализовать то влияние температуры, какое было при наведении этого слоя, и достигать особым способом вторичного регулирования температуры и при том там, где идет собственно образование крепа. Можно еще температуру бумажной полосы, если нужно, после того как она получила креп, вторично регулировать для другой цели, например, для того, чтобы получившую креп бумажную полосу соединить с гладкою полосою ткани.
В схематическом изображении по фиг. 1 показан бумажный рулон /, который для примера может быть из толстой упаковочной бумаги или из бумаги, уже получившей креп, подвергаемой новой переработке согласно настоящему изобретению. Для нанесения клейкого покрытия ставится котел или сосуд 2, где имеется битумне пластическое вещество 3. Этот сосуд 2 может быть снабжен каким-нибудь приспособлением для подвода вещества 3, а также соответствующим приспособлением для подогревания содержимого в сосуде 2 так, что вещество 3 находится в жидком или полужидком состоянии для возможности легкого нанесения на бумажную ленту. Валик 4 отчасти входит в эту жидкость и переносит забранную им в сосуде маесу 3 на валец 5 в форме тонкого слоя. Расстояние между вальцами -# и 5 может переменным для изменения толщины пленки по желанию. Еще не получившая крепа бумажная лента Ja проводится по вальцу 6 и поверхность бумажной ленты приходит в соприкосновение с намазывающим вальцем 5, получить слой желательной толщины. После этого имеющая определенный слой нанесенного вещества бумажная лента /6 подвергается такой обработке, при которой температура, бывщая в момент нанесения слоя, уже никакого влияния на дальнейщую обработку бумажной полосы не имеет, и делается это для того, чтобы можно было у места собственно производства крепа еще раз лучше регулировать температуру. Обыкновенно влияние температуры приспособлениями J, 4, 5 для покрытия уничтожается тем, что смазанную бумажную ленту Jb пропускают по воздущному пространству, а затем вокруг охлаждающего вальца 7, в котором поддерживается циркуляция охлаждающей воды. Согласно схематическому изображению по фиг. 1 бумажная лента приводится не смазанною частью в соприкосновение с поверхностью охлаждающего вальца 7, после чего направляется к вальцам для крепа. Этот особый способ работы имеет ряд преимуществ, детально приводимых ниже.
Изобретение не ограничивается особым родом и способом покрытия клейким веществом или охладительного устройства. Можно, например, вместо приспособления 3, 4, 5 для смазывания доставлять клейкий слой на бумажную ленту таким образом, что она сама погружается в асфальтовую или иную битумную ванну, с последующим удалением излишне нанесенного вещества. Можно также подвергать бумажную полосу обработке по какому-нибудь известному способу пропитки клейким веществом или же можно производить покрытие при помощи другого устройства вальцев для нанесения слоя с обеих сторон. Кроме того, можно снабжать бумажную полосу покрытием при помощи второго приспособления для смазывания с другой стороны ее. Охладительное приспособление может также иметь разнообразное устройство, отчего не меняется
сущность изобретения. В качестве примера можно указать, что вместо сочетания из воздушного пространства и холодильного вальца можно пользоваться только одним или несколькими охлаждающими вальцами, а также можно производить охлаждение только в воздушном пространстве при условии достаточной его длины. Охлаждающее приспособление может состоять еще из приспособления, пропускающего несколько потоков охлаждающего воздуха, или охладительное приспособление может представлять собою комбинацию нескольких различных охлаждающих приспособлений.
На фиг. 1 представлен валец для крепа из стали с отопительным приспособлением, температура которого может быть весьма точно регулируема. Для этой цели лучше валец 9 снабдить электрическими нагревательными телами, автоматически контролируемыми при помощи термостатических регулировочных приспособлений. Над вальцем 9 для крепа ставится нажимной вал 10, лучше всего из резины. Этот нажимной вал 10 предназначается для удержания имеющей покрытие бумажной полосы в тесном соприкосновении с крепирующим вальцем. Вал 10 поэтому лучше всего делать передвижным, потому что величина давления до известной степени влияет на форму крепа. При определенных условиях можно, однако, производить креп бумажной полосы без употребления какого-либо нажимного вала. При представленном примере выполнения бумажная полоса, имеющая на одной стороне клейкий слой, таким образом пропускается между вальцами 9 и 10, что клейкий слой приходит в соприкосновение с крепирующим вальцем 9 для задержания на не.м бумажной ленты. Для снятия с него получившей креп бумажной ленты ставится щибер 11. Уходящая с этого вальца крепированная бумажная лента обозначена 1с. Для покрытия асфальтом бумажной ленты при температуре около 90° должно быть соответствующее приспособление. Понятно, температура зависит от рода применяемого асфальта. Когда покрытая асфальтом бумажная лента движется вдоль по воздушному пространству и вокруг охладительного
вальца, лента охлаждается до такой температуры, при которой асфальт уже больше не является клейким. В виду того, что бумажная лента ее не покрытою стороною приходит в соприкосновение с поверхностью охлаждающего барабана, то не только охлаждается противоположная несущая асфальт поверхность, но также охлаждается и самый асфальтовый слой. На практике получается покрытая бумажная лента, достигающая крепирующего вальца с температурою немного Быще комнатной температуры. Поэтому совершенно достаточно сохранять температуру крепирующего вальца на такой высоте, чтобы асфальтовый слой был настолько подогрет, чтобы он стал клейким. Указанное по многим соображениям является весьма ценным, а именно, во-первых, если толстый асфальтовый слой получается совершенно однообразным, пластическим и клейким, то может случиться, что он начинает скатываться, причем получается плохой креп; если же асфальтовый слой слишком горяч, то способность к удержанию на крепирующем вальце в достаточной мере не достигается. То же самое получается, если асфальтовый слой слишком холоден, ибо и в этом случае не достигается правильного удержания. На практике поэтому необходимо, чтобы крепирующий валец был только слегка подогреTbiMj а именно для большинства случаев достаточно, если он подогрет настолько, что его можно еще трогать рукою, не получая неприятного ощущения. Само собой понятно, температура весьма колеблется при разных сортах асфальта, а также зависит еще от самой толщины асфальтового слоя. Изобретение может быть практически лучше всего осуществлено, если слой бумаги получает весьма тонкий асфальтовый слой при высокой температуре. Это лучше, чем нанесение слищком толстого асфальтового слоя.
Согласно изобретению сначала наносят на бумажную ленту указанное покрытие (путем пропитки или без таковой), затем асфальтовый слой охлаждается до желательной плотности, а после этого в особой рабочей операции поверхность асфальтового слоя размягчается, чтобы сделать его клейким. Согласно изобре
тению можно очень легко дать креп бумажной ленте, имеющей асфальтовый слой минимум такой же толщины, как самая бумага: такой толщины асфальтовое покрытие нужно для укрепления крепированной бумаги с подкладкою,, например, из грубого холста.
После производства крепа бумажная лента проводится между вальцами /5, J4, которые могут вращаться с несколько большей скоростью по сравнению с той, с которой бумажная полоса 1с покидает шибер 11. При этом бумажная лента после крепа проводится по вальцам /5 и 76, которые при желании могут иметь принудительное движение для содействия вытягиванию или выглаживанию креповой бумажной полосы. Толстый асфальтовый слой преимущественно является пластическим, имеет клейкую поверхность и быстро охлр.ждаегся, а потому стремится выглаживание или вытягивание бумажной полосы задержать. Для противодействия такому замедлению можно предусмотреть третью регулировку температуры, причем вальцы /5 или 16 подогреваются. Этот подогрев преследует двоякую цель: во-первых, он смягчает асфальтовый слой для облегчения выглаживания неровных мест, а во-вторых, при этом поверхность асфальтового слоя становится несколько более клейкой, что облегчает укрепление креповой бумажной ленты на подкладочной поло-: се, могущей состоять из ткани или из другого материала. На фиг. 1 изображен рулон из толстого холста или другого материала 77, и этот холст при сматывании пропускается по вальцам 18 и 7Р, чтобы вместе с креповой бумажной лентой пройти между вальцами 13 и 14Таким путем получается новый фабрикат, составленный из снабженной битумом креповой бумажной полосы, укрепленной на подкладочной полосе из холста или т. п., что на чертеже обозначено Id. Во многих случаях может оказаться возможным обходиться без регулировки температуры вальцев 75 и 16 или же можно эту регулировку температуры производить иначе или устраивать дополнительные приспособления для регулировки температуры. На практике однако вальцы 75 и 76 сохраняются весьма горячими, между тем как вальцы
13 и М сохраняются холодными. Все же можно валец /J или 14 или оба вальца подогревать; точно также можно оба вальца подогревать одновременно с гладильными вальцами 75, 16.
Из вышесказанного в достаточной степени ясно, что при окончании производства по способу согласно изобретению фабрикат Id получается достаточно охлажденным, и при желании можно его навить рулоном или разрезать на куски для использования после этого для дальнейших целей.
Изобретение не ограничивается только изготовлением бумажной полосы с крепом и с подкладной полосою. Весьма просто можно после.придания бумажной ленте крепа подвергать имеющую асфальтовый слой сторону бумаги обдуванию для охлаждения бумаги или можно поверхность этого слоя покрывать каким-нибудь материалом, например, жиром, чтобы уничтожить клейкость. Можно еще наносить другие материалы в форме порошка или хлопьев из алюминия или бронзы или какой-нибудь краски поверх слоя, для устранения клейкости и для большей прочности бумаги, а также для придания бумаге желательного вида. Термопластическое вещество, употребляемое согласно изобретению, может быть весьма различным как по своему составу, так и по свойствам, а это возможно потому, что изобретение предусматривает различные регулировки температуры. Изобретение может применяться в широких пределах, не отклоняясь от основной идеи изобретения. Специальные приспособления, прказанкые лишь схематически на чертеже и приведенные выше, могут быть использованы при проведении способа согласно изобретению, однако, вместо этих приспособлений можно ставить иные приспособления для тех же целей.
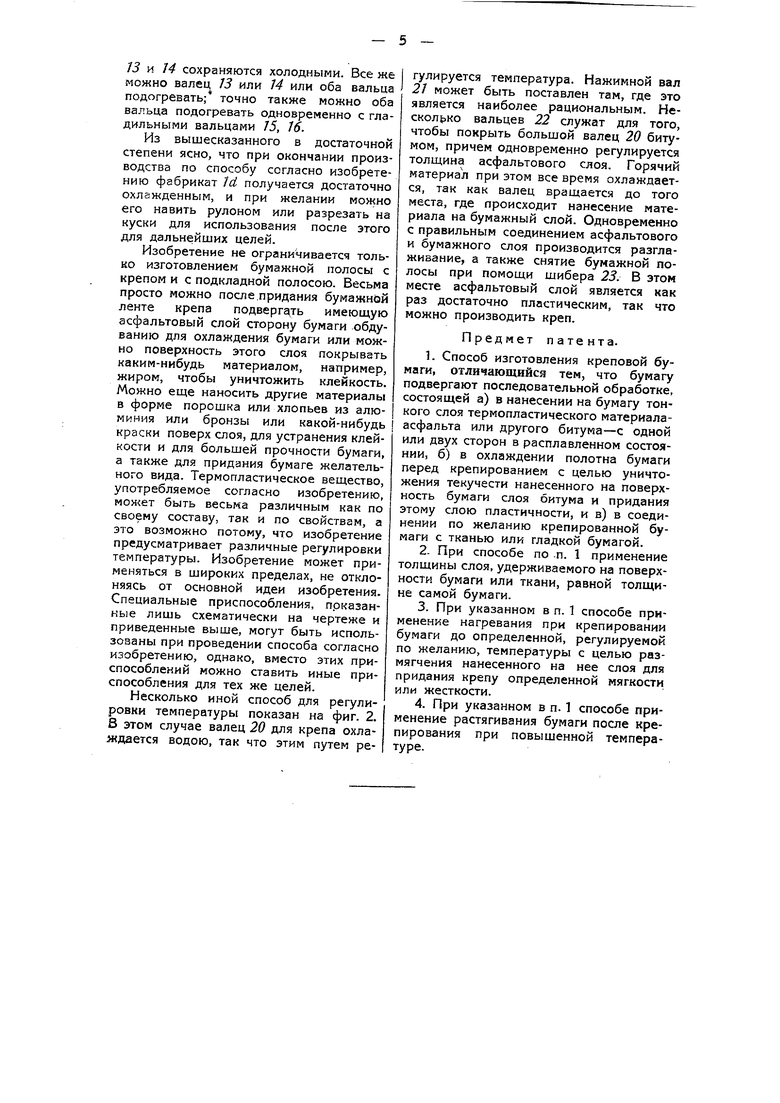
Несколько иной способ для регулировки температуры показан на фиг. 2. 8 этом случае валец 20 для крепа охлаждается водою, так что этим путем регулируется температура. Нажимной вал 21 может быть поставлен там, где это является наиболее рациональным. Нескол{ ко вальцев 22 служат для того, чтобы покрыть большой валец 20 битумом, причем одновременно регулируется толщина асфальтового слоя. Горячий материал при этом все время охлаждается, так как валец вращается до того места, где происходит нанесение материала на бумажный слой. Одновременно с правильным соединением асфальтового и бумажного слоя производится разглаживание, а также снятие бумажной полосы при помощи шибера 23. В этом месте асфальтовый слой является как раз достаточно пластическим, так что можно производить креп.
Предмет патента.
1.Способ изготовления креповой бумаги, отличающийся тем, что бумагу подвергают последовательной обработке, состоящей а) в нанесении на бумагу тонкого слоя термопластического материалаасфальта или другого битума-с одной или двух сторон в расплавленном состоянии, б) в охлаждении полотна бумаги перед крепированием с целью уничтожения текучести нанесенного на поверхность бумаги слоя битума и придания этому слою пластичности, и в) в соединении по желанию крепированной бумаги с тканью или гладкой бумагой.
2.При способе по п. 1 применение толщины слоя, удерживаемого на поверхности бумаги или ткани, равной толщине самой бумаги.
3.При указанном в п. 1 способе применение нагревания при крепировании бумаги до определенной, регулируемой по желанию, температуры с целью размягчения нанесенного на нее слоя для придания крепу определенной мягкости или жесткости.
4.При указанном в п. 1 способе применение растягивания бумаги после крепирования при повышенной температуре. к патенту ин-ца Вильяма Валласа Роуэ № 44513



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бумаги для защитных покровов кабелей | 1981 |
|
SU1008325A1 |
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ИЗБЫТОЧНОГО НАКОПЛЕНИЯ АДГЕЗИВА НА СУШИЛЬНОМ БАРАБАНЕ | 2007 |
|
RU2419547C2 |
| МНОГОСЛОЙНОЕ БУМАЖНОЕ ПОЛОТЕНЦЕ С ВНУТРЕННИМ ВПИТЫВАЮЩИМ СЛОЕМ | 2006 |
|
RU2393286C2 |
| АДДИТИВНЫЕ КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАЗЛИЧНЫХ ОСНОВ | 2006 |
|
RU2409303C9 |
| ПРОРЕЗИНЕННЫЕ АСФАЛЬТОВЫЕ ГРАНУЛЫ | 2009 |
|
RU2531816C2 |
| УСТРОЙСТВО ДЛЯ ТИСНЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ДВУХСЛОЙНЫХ ПЛОСКОСТНЫХ ПРОДУКТОВ, ТАКИХ КАК ТУАЛЕТНАЯ БУМАГА, НОСОВЫЕ ПЛАТКИ И ТОМУ ПОДОБНОЕ | 2007 |
|
RU2408463C2 |
| СПОСОБЫ ОЦЕНКИ ХАРАКТЕРИСТИК КРЕПИРУЮЩЕЙ АДГЕЗИВНОЙ ПЛЕНКИ И СПОСОБЫ МОДИФИЦИРОВАНИЯ КРЕПИРУЮЩЕЙ АДГЕЗИВНОЙ ПЛЕНКИ | 2013 |
|
RU2615640C2 |
| МНОГОСЛОЙНАЯ ЛЕНТА ДЛЯ КРЕПИРОВАНИЯ И СТРУКТУРИРОВАНИЯ В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ ОСНОВАННОГО НА ЦЕЛЛЮЛОЗЕ ПРОДУКТА | 2015 |
|
RU2687640C2 |
| Многослойная лента для крепирования и структурирования в процессе изготовления основанного на целлюлозе продукта | 2015 |
|
RU2690889C2 |

фиг 1(ff
(F) L

