Настоящее изобретение относится к устройству для тиснения по меньшей мере двухслойных плоскостных продуктов, таких как туалетная бумага, носовые платки или т.п., содержащему по меньшей мере одну первую и одну вторую пару вальцов, которые содержат соответственно валец для тиснения.
Устройства для тиснения упомянутого в начале типа известны в разнообразных видах из уровня техники. Например, в патенте ЕР 1096069 A2 раскрыто такое устройство тиснения для производства многослойного поглощающего бумажного продукта с тисненым узором, в котором соответственно каждый слой разматывается с моталки и подводится к паре вальцов, состоящей из резинового вальца и вальца для тиснения. Соответствующие полотна слоев подвергаются тиснению, одно из полотен покрывается клеем и затем для образования так называемой "связанной" структуры они проводятся через щель, расположенную в паре вальцов между обоими вальцами для тиснения, и на следующем соединительном вальце полотна твердо связываются друг с другом.
В настоящее время существует повышенный спрос на двухслойные или многослойные плоскостные продукты, в частности, из тканевых и/или подобных тканевым материалов, как, например, туалетная бумага, носовые платки, кухонные полотенца или т.п., которые несут на себе декорированный узор. Желательно, чтобы соответствующие декорированные узоры имели высокую четкость и резкость и в определенных случаях плоскостному продукту посредством окрашивания дополнительно прибавлялся оптический эффект.
Согласно настоящему изобретению под тканью понимается изделие, которое соответствует Германскому промышленному стандарту DIN 6730. Следовательно, ткань - это изделие, которое целиком или преимущественно состоит из волокон целлюлозы с тонким и мягким крепом, которому креповый эффект придается при закрытой формовке в бумагоделательной машине с содержанием сухого вещества больше чем 90% и которое состоит из одного или нескольких слоев, является особенно хорошо впитывающим, имеет перед крепированием поверхностную плотность отдельного слоя менее 5 г/м2 и обладает растяжимостью мокрого крепа больше 5%.
Согласно настоящему изобретению под подобным ткани материалом понимается материал, который в отличие от тканевого материала производится посредством изменений в сухом процессе. Согласно Германскому промышленному стандарту DIN 6730 подобный ткани материал - это изделие преимущественно из волокон целлюлозы с большим и широким крепом и открытой формовкой, которому креповый эффект в сухом виде придается в бумагоделательной машине и которое состоит из одного или нескольких слоев, причем перед крепированием поверхностная плотность отдельного слоя составляет менее 25 г/м2 и растяжимость мокрого крепа после крепирования больше 24%. Материал может быть произведен также из макулатуры.
В патенте ЕР 1609589 A2 описан набивной и тисненый носовой платок, причем он может производиться устройством, которое состоит по меньшей мере из двух пар вальцов, содержащих соответственно один валец для тиснения, причем вальцы для тиснения имеют точки тиснения разной высоты. При этом один слой снабжается сначала микротиснением при прохождении через первую пару вальцов и в последующем - основным тиснением при прохождении через вторую пару вальцов.
В патенте US 6106928 раскрыто устройство, в котором слои подводятся от одной моталки к первой и второй паре вальцов, причем охваченные этими парами вальцов вальцы для тиснения содержат точки тиснения первой высоты и точки тиснения второй высоты, и вместе с тем точки тиснения распределяются по всей площади тиснения.
Задачей настоящего изобретения является разработка устройства для тиснения, посредством которого можно просто производить плоскостные продукты высокого качества, снабженные декорированным узором.
Эта задача решается посредством устройства для тиснения по меньшей мере двухслойных плоскостных продуктов, таких как туалетная бумага, носовые платки и т.п., содержащего
- по меньшей мере одну первую и по меньшей мере одну вторую пару вальцов, образованных соответственно из вальца для тиснения и резинового вальца, причем валец для тиснения первой пары по всей его площади тиснения содержит множество равномерно распределенных точек тиснения в количестве от примерно 20 до примерно 70 на см2, предпочтительно до примерно 45 на см2, для производства плоскостного микротиснения по меньшей мере на полотне одного слоя, причем валец для тиснения второй пары содержит распределенные по его площади тиснения первые и вторые области, причем первые области содержат множество точек тиснения в количестве от примерно 45 до примерно 70 на см2 для производства плоскостного микротиснения по меньшей мере на полотне одного следующего слоя, и вторые области не содержат никаких точек тиснения, причем вторые области не образуют больше чем 40% общей тисненой площади и не связаны между собой,
- по меньшей мере один клеевой аппарат, который расположен вблизи вальца для тиснения второй пары и непосредственно за соответствующим резиновым вальцом и посредством которого наносится клей на точки тиснения вальца для тиснения, причем вальцы для тиснения расположены с образованием щели для совместного сведения тисненых полотен слоев друг к другу, а для образования слоистого соединения полотен слоев рядом с вальцом для тиснения первой пары последовательно расположен соединительный валец.
Сами полотна слоев могут быть выполнены одно-, двух-, трех- или четырехслойными, но также и пяти- или шестислойными. При этом расположение первой и второй пары вальцов может происходить любым технически возможным способом. При этом, например, обе пары вальцов могут лежать на общей мостовой балке и быть зеркально расположенными к друг другу. Тем не менее, также возможно, например, чтобы резиновый валец был расположен со смещением в сторону к вальцу для тиснения, и следующая пара вальцов соответствующим образом зеркально расположена так, чтобы оба вальца для тиснения располагались на первой плоскости, и оба резиновых вальца - во второй плоскости, смещенной относительно первой плоскости. Между обоими вальцами для тиснения соответственно предусмотрена щель. Кроме того, заявленное устройство для тиснения может иметь также два или даже три клеевых аппарата и использоваться для производства по меньшей мере двухслойных, предпочтительно трехслойных, а также и четырех- или пятислойных плоскостных продуктов. При этом отдельные слои разматываются как полотна с размоточных устройств, причем здесь полотна могут быть также предварительно произведены уже двухслойными или даже трехслойными.
Посредством устройства для тиснения согласно изобретению достигают того, что на основе предусмотренного на вальце для тиснения первой пары вальцов количества точек тиснения (называемых также клепками тиснения) появляется достаточная пышность и мягкость соответствующего полотна, т.е. оно имеет больший объем, чем минимум одно следующее полотно, тисненое посредством второй пары вальцов. Оно снабжается декорированным узором посредством вальца для тиснения второй пары вальцов. За счет более высокой концентрации точек тиснения при этом достигают очень ясного представления декорированного узора. При этом точки тиснения, передающего декорированный узор следующему слоистому полотну вальца для тиснения, могут быть расположены линейно и под прямым углом друг к другу. При этом соответствующие образованные точками тиснения ряды выполнены с симметричным смещением друг к другу. При этом декорированный узор на вальце для тиснения формируется простым пропуском точек тиснения на соответствующих участках. Предпочтительно, чтобы точки тиснения не были расположены линейно, а были расположены в форме узора на самом вальце для тиснения. Таким образом, например, цветочный мотив окружает замкнутое определенное количество точек тиснения как раз в форме цветка, вследствие чего тисненый мотив на готовом плоскостном продукте выглядит для наблюдателя яснее и отчетливее. Одновременно повышается мягкость продукта. Однако не только мотив декорированного узора в целом, а в определенном случае также отдельные составные части его могут быть окружены замкнутой линией клепок тиснения. Сам декорированный узор может иметь любой вид оформления, он может быть выполнен, например, в форме цветка, птицы, сердца и т.д.
Вследствие того, что по меньшей мере один клеевой аппарат расположен рядом с наносящим декорированный узор вальцом для тиснения, предпочтительно, чтобы на несущие мотив области соответствующего слоя полотна не наносился клей, так как в противном случае при сведении вместе различных полотен образуемый тисненый мотив становится менее ясным. Предпочтительно, чтобы соответствующее изобретению устройство для тиснения было выполнено так, чтобы тот слой, который несет декорированный узор, располагался на внешней стороне готового плоскостного продукта, причем сторона полосы, которая непосредственно прилегает к вальцу для тиснения второй пары вальцов, должна образовать внешнюю сторону плоскостного продукта.
Предпочтительно, чтобы в устройстве для тиснения клеевой аппарат наносил смешанный с краской и/или цветной клей. При этом использованный светлый или белый клей в дальнейшем дополнительно смешивается с соответствующим красящим веществом или же сразу наносится подходящий по цвету клей. Таким образом достигают дополнительного оптического эффекта, при котором для наблюдателя и пользователя благодаря цветному клею будет видимым именно образованный тиснеными точками вальца для тиснения второй пары вальцов микротисненый узор. Таким образом, плоскостному продукту придается равномерное оформление фона, вследствие чего декорированный узор выступает еще сильнее для наблюдателя.
Далее, резиновые вальцы по меньшей мере двух пар вальцов имеют твердость в диапазоне от примерно 50 до 70 единиц по Шору. Соединительный валец может быть выполнен так же как резиновый валец, причем он предпочтительно снабжен оболочкой. Стержень соединительного вальца при этом имеет твердость в диапазоне от примерно 50 до примерно 70 единиц по Шору, тогда как оболочка имеет твердость в диапазоне от примерно 80 до примерно 100 единиц по Шору. При этом оболочка может быть образована, например, также в виде стальной оболочки. Приданием соединительному вальцу более высокой твердости достигают надежного и равномерно прочного соединения отдельных слоев. При этом отдельные слои соответствующего изобретению плоскостного продукта могут по меньшей мере частично иметь так называемую "связанную" структуру, т.е. возвышения, полученные тиснением посредством одного вальца для тиснения, располагаются в соответствующих углублениях, произведенных вторым вальцом для тиснения в следующем полотне слоя. Это может происходить, в частности, тогда, когда концентрации точек тиснения первого вальца и второго вальца приблизительно одинаковы. Тем не менее, соединение отдельных полотен слоев с помощью соответствующего изобретению устройства для тиснения получается так, что не возникает ни чистая "связанная" структура, ни чистая структура "наложения", т.е. такая структура, при которой возвышения, которые производятся посредством одного вальца для тиснения в одном полотне слоя, располагаются на возвышениях, полученных посредством следующего вальца для тиснения на следующем полотне слоя. При этом варианте выполнения достигают более высокого объема плоскостного продукта, произведенного посредством заявленного устройства для тиснения. Если полотно слоя образовано уже многослойным и оно, например, подводится к устройству для тиснения от размоточного устройства как двух- или трехслойное объединение, то это многослойное полотно слоя может иметь также "связанную" или структуру "наложения", полученную за счет предшествовавшего тиснения с помощью третьей пары вальцов, однако здесь также может быть снова предусмотрено нерегулярное соединение отдельных полотен слоев.
Давление тиснения первых и вторых пар вальцов лежит в диапазоне от примерно 4,0 бар до примерно 8,2 бар, предпочтительно от примерно 5,7 бар до примерно 6,3 бар. При этом давление тиснения устанавливается посредством установки резинового вальца в отношении вальца для тиснения, причем либо резиновый валец, либо валец для тиснения расположены подвижно в устройстве для тиснения. При этом давление тиснения выбирается, принимая во внимание используемый материал и производимый тисненый узор с образцом декорированного узора. При этом, принципиально, клепки тиснения вальцов для тиснения проникают в более мягкий резиновый материал резиновых вальцов.
Сила сжатия на единицу длины при тиснении, а именно как при микротиснении, так и при тиснении декорированного узора в комбинации с микротиснением, лежит в диапазоне от примерно 15 Н/мм до примерно 25 Н/мм, предпочтительно до примерно 20 Н/мм. При этом сила сжатия на единицу длины рассчитывается из прилагаемого давления в пневматических цилиндрах пар вальцов, умноженного на длину плеча рычага и деленного на ширину тиснения, которая определена шириной тисненой поверхности вальца для тиснения.
Предпочтительно, чтобы точки тиснения и соответственно клепки тиснения, которые расположены на вальцах для тиснения, имели высоту в диапазоне от примерно 0,7 мм до примерно 1,5 мм и для производства носовых платков диаметром площади тиснения у точек тиснения - в диапазоне от примерно 0,35 мм до примерно 0,7 мм, предпочтительно до примерно 0,55 мм. Для производства кулинарной бумаги, в частности, в форме рулонов точки тиснения и соответственно клепки тиснения, которые расположены на вальцах для тиснения, обладают высотой в диапазоне от примерно 1 мм до примерно 1,5 мм и диаметром площади тиснения у точек тиснения в области от примерно 1 мм до примерно 1,5 мм, предпочтительно до примерно 1,3 мм, при образовании круглых точек тиснения. Принципиально, диаметр точек тиснения и соответственно клепок может лежать в диапазоне от примерно 0,35 мм до примерно 1,7 мм. При производстве кулинарной бумаги, в частности, в форме рулонов с помощью овальных точек тиснения и соответственно клепок тиснения они обладают высотой в диапазоне от примерно 1 мм до примерно 1,5 мм и длиной главной оси площади тиснения у точек тиснения в диапазоне от примерно 1,3 мм до примерно 1,7 мм, предпочтительно до примерно 1,5 мм, и длиной малой оси площади тиснения у точек тиснения в диапазоне от примерно 0,9 мм до примерно 1,3 мм, предпочтительно до примерно 1,1 мм. При этом, предпочтительно, точки тиснения и соответственно клепки выполнены в форме усеченного конуса и расположены на поверхности вальцов для тиснения, т.е. их область ножки имеет больший диаметр, чем собственная площадь тиснения в области головки. При этом площадь тиснения в области головки может быть закруглена сама или может быть образована в любой возвышающейся форме, однако также площадь тиснения как раз может быть выполнена вполне плоской. Боковые поверхности точек тиснения образованы под углом от примерно 8° до примерно 18° друг к другу. При таком чеканном рисунке точек тиснения, в частности, при расположении их на вальце для тиснения в конфигурации заданного декорированного узора можно получать его выступающим очень четко. Точки тиснения и соответственно клепки в первых областях могут быть не только равномерны, но и может быть расположены нерегулярно на вальцах для тиснения, в частности, если желательно еще подчеркивать производимый вторыми областями декорированный узор в его оптическом действии. Особенно выгодно при этом в первых областях повышать концентрацию точек тиснения и соответственно клепок в непосредственной окрестности вторых областей.
Высота точек тиснения и соответственно клепок тиснения может быть образована при этом также по-разному. В частности, по меньшей мере первая линия точек тиснения и соответственно клепок тиснения, далее предпочтительно от первой до пятой, еще далее предпочтительно от первой до третьей линий, окружающих декорированный узор или лежащих в его пределах, имеют высоту в диапазоне от примерно 1,0 мм до 1,5 мм, предпочтительно от 1,1 до 1,3 мм, тогда как остальные, расположенные в области между соответствующими декорированными узорами точки тиснения и соответственно клепки тиснения имеют высоту в диапазоне от примерно 0,7 мм до 0,9 мм. С одной стороны, за счет такого варианта выполнения можно достигать того, что клей наносится только на те точки тиснения и соответственно клепки тиснения, которые имеют большую высоту. Таким образом удается уменьшить жесткость полученного тисненого материала. Кроме того, можно достигать красивого оптического эффекта за счет использования цветного клея, который наносится исключительно на точки тиснения и соответственно клепки тиснения с большей высотой.
Предпочтительно, чтобы соединительный валец и/или валец для нанесения клея имел спиралеобразную или цилиндрическую, предпочтительно спиралеобразную, форму. Таким образом можно достигать дальнейшего повышения мягкости и объема произведенного плоскостного продукта.
Вальцы для тиснения предпочтительно изготовлены из стали. При этом поверхность вальцов для тиснения производится методом лазерной обработки с пропуском точек тиснения в области декорированного узора или же посредством посадки точек тиснения сразу в форме соответствующего декорированного узора. Тем не менее, может быть также предусмотрено первоначально производить валец для тиснения с симметрично расположенными на нем точками тиснения под прямым углом друг к другу и со смещением и в последующем по меньшей мере частично удалять их в области декорированного узора. При этом также могут оставаться части отдельных клепок тиснения, так что тиснение производится, например, только поделенной пополам площадью их головок. Далее, настоящее изобретение касается по меньшей мере двухслойного плоскостного продукта, предпочтительно по меньшей мере трехслойного, далее по меньшей мере четырехслойного плоскостного продукта, произведенного с помощью соответствующего изобретению устройства для тиснения, с минимум одним слоем, содержащим микротиснение с большим числом тисненых точек в количестве в диапазоне от примерно 20 до примерно 70 на см2, предпочтительно до примерно 45 на см2, и минимум одним следующим слоем с первыми и вторыми областями, причем первые области содержат множество тисненых точек в количестве в диапазоне от примерно 45 до примерно 70 на см2, и вторые области не содержат никаких тисненых точек, причем вторые области покрывают не больше, чем 40% площади слоев и не связаны между собой. За счет отсутствия связи вторых областей между собой становится возможным образование конкретных отдельных узоров на плоскостном продукте, и с учетом площади вторых областей в сравнении с той же площадью первых областей получаются плоскостные продукты, которые обнаруживают высокий оптический эффект.
Предпочтительно, чтобы микротисненые точки второго слоя были образованы в цвете. Как уже описывалось выше, таким образом достигают дополнительного оптического эффекта. Далее, также может предусматриваться, чтобы второй слой уже сам состоял снова из нескольких отдельных слоев, которые раньше подводились от общей или также от раздельных моталок ко второй паре вальцов. Плоскостной продукт выполнен при этом предпочтительно как носовой платок, хозяйственная бумага, кулинарная бумага и/или туалетная бумага.
В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на фигуры чертежей, в числе которых:
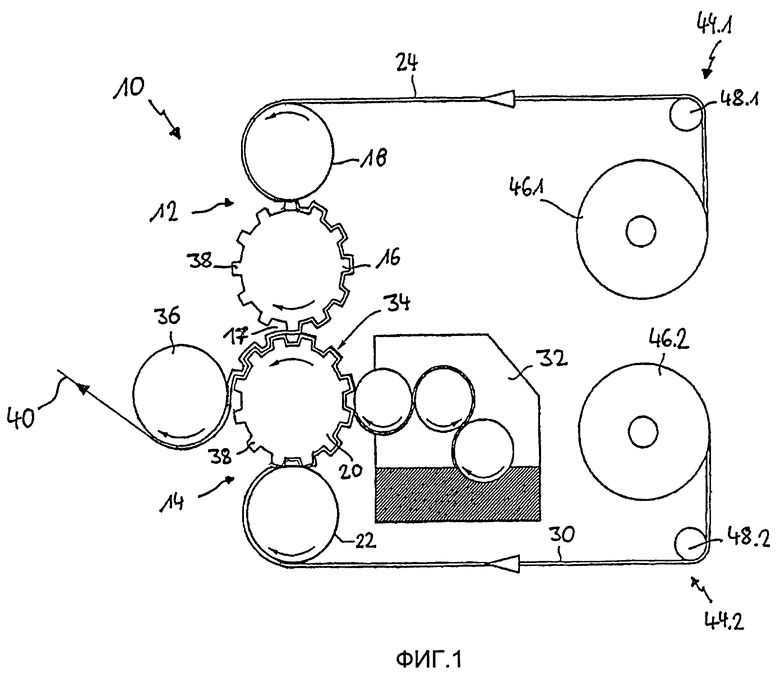
фиг.1 изображает вид устройства для тиснения;
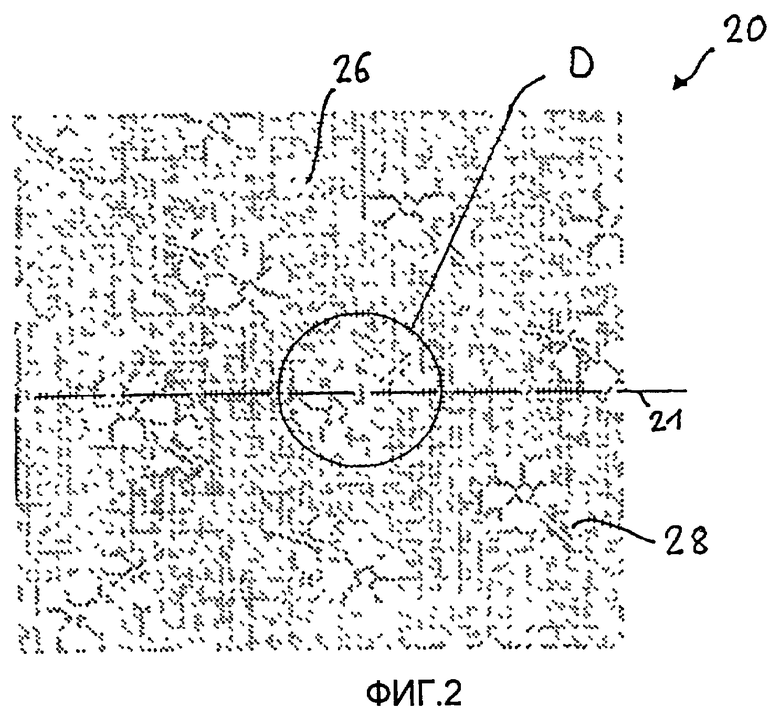
фиг.2 - вид поверхности второго вальца для тиснения согласно фиг.1;
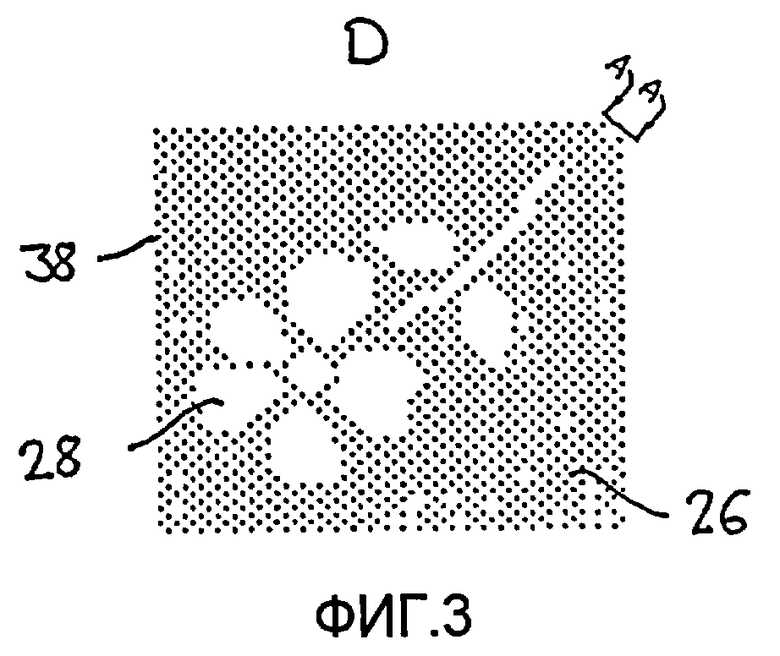
фиг.3 - детальный вид D фиг.2;
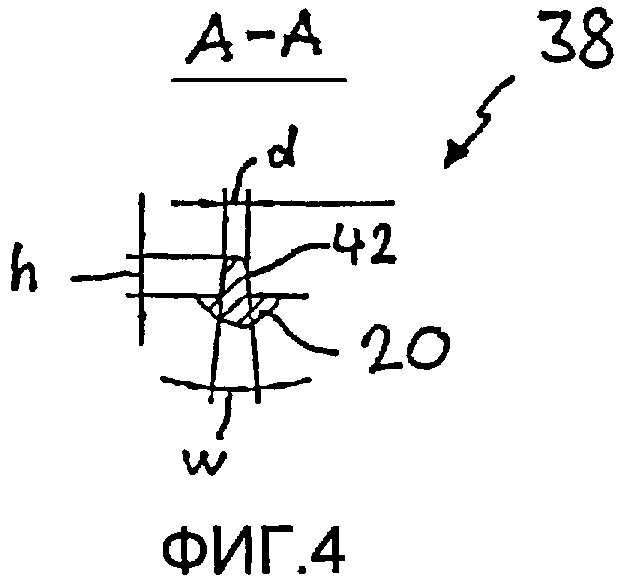
фиг.4 - вид вдоль разреза A-A фиг.3; и
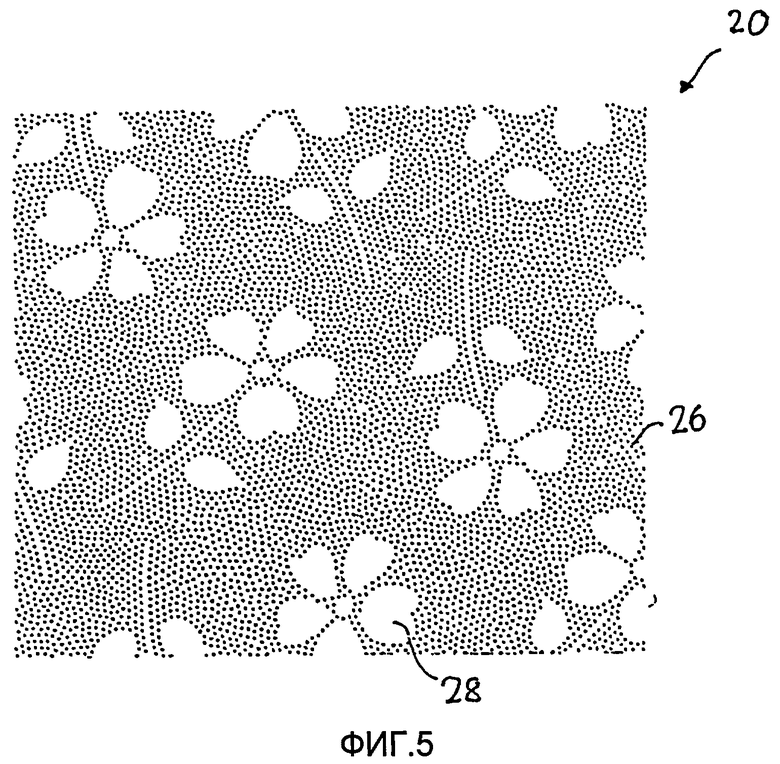
фиг.5 - вид поверхности альтернативно выполненного второго вальца для тиснения согласно фиг.1;
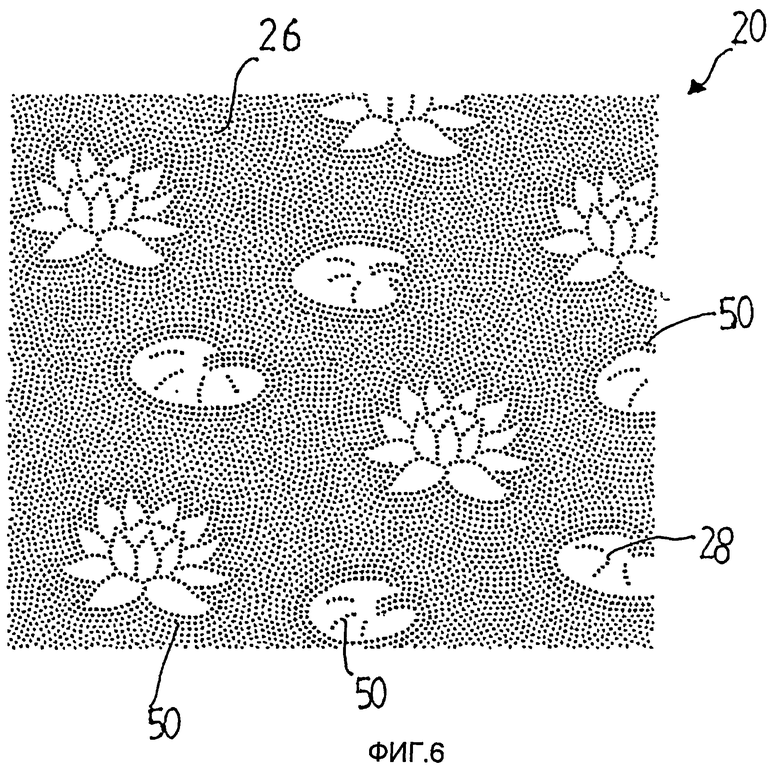
фиг.6 - вид поверхности альтернативно выполненного второго вальца для тиснения согласно фиг.1; и
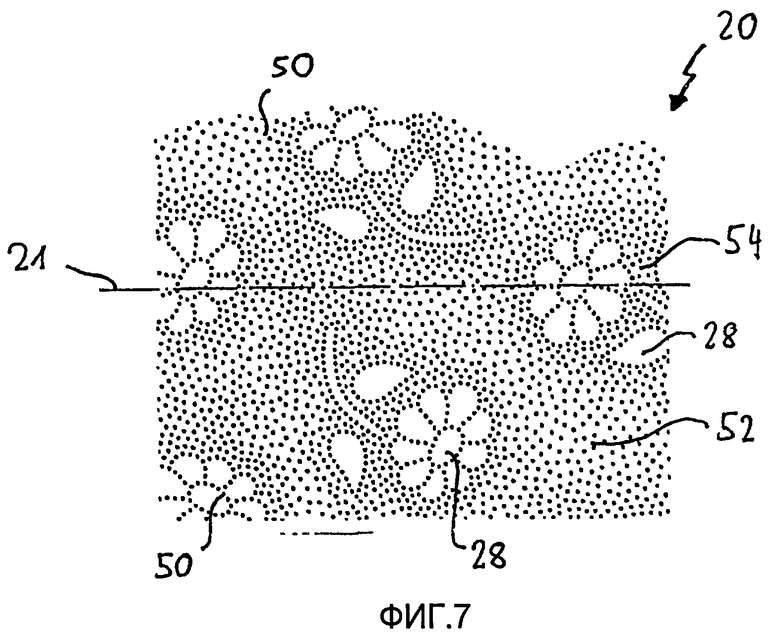
фиг.7 - вид поверхности следующего альтернативно выполненного второго вальца для тиснения согласно фиг.1.
Изобретение не ограничено показанными на отдельных чертежах комбинациями признаков.
На фиг.1 схематично представлено устройство тиснения 10 для производства по меньшей мере двухслойного плоскостного продукта 40. При этом первое по меньшей мере однослойное полотно 24 подводится от размоточного устройства 44.1, охватывающего моталку 46.1 и направляющий ролик 48.1, к первой паре вальцов 12, которая содержит резиновый валец 18 и валец 16 для тиснения с точками тиснения (клепками тиснения) 38. При этом валец 16 для тиснения имеет равномерно расположенные на его поверхности точки 38 тиснения с концентрацией в диапазоне примерно 40 на см2. Точки тиснения расположены предпочтительно в симметричном узоре в форме рядов, расположенных под прямым углом друг к другу, причем ряды также расположены с симметричным смещением друг к другу.
От второго размоточного устройства 44.2, охватывающего моталку 46.2 и направляющий ролик 48.2, разматывается по меньшей мере однослойное полотно 30 и подводится ко второй паре вальцов устройства 10 для тиснения. Через резиновый валец 22 полотно 30 слоя подводится к вальцу 20 для тиснения, причем валец 20 для тиснения также имеет точки 38 тиснения. Однако при этом валец 20 для тиснения выполнен с первыми и вторыми областями, причем первые области придают полотну 30 слоя микротиснение и содержат симметрично или несимметрично друг к другу расположенные точки тиснения с концентрацией примерно 60 на см2. Напротив, вторые области вальца 20 для тиснения выполнены без точек тиснения и имеют форму декорированного узора. После тиснения следующего полотна 30 слоя на произведенные точками тиснения возвышения посредством клеевого аппарата 32 наносят клей 34. Затем полотно 30 слоя так же, как и тисненое полотно 24 слоя, через первую пару 12 вальцов и вторую пару 14 вальцов подводится к щели 17, в которой происходит соединение полотен 24 и 30 слоев. Образованное после этого сведения соединение через второй валец 20 для тиснения подводится на соединительный валец ("marriage roll") 36, который выполнен так же, как резиновый валец, однако с твердостью покрытия примерно 90 единиц по Шору в отличие от твердости резиновых вальцов 18 и 22 со значением твердости примерно 60 единиц по Шору. Затем образованный плоскостной продукт 40 выводится из устройства тиснения.
На фиг.1 при этом для простоты соединение первого полотна 24 слоя со следующим полотном 30 слоя показано в форме так называемой "связанной" структуры. При этом соединение отдельных полотен слоев может происходить также в любом другом виде, причем сведение вместе предпочтительно происходит так, чтобы не получались ни чистая "связанная" структура, ни чистая структура "наложения" для достижения по возможности большего объема производимого плоскостного продукта 40. Посредством клеевого аппарата 32 клей в количестве 0,438 г/см2 наносится на возвышения, образованные точками 38 тиснения второго вальца 20 для тиснения. Степень покрытия посредством вальца 20 для тиснения получается примерно 3,53% по отношению к поверхности выступов отдельных тисненых точек для тисненого полотна 30 слоя. Посредством первого вальца 16 для тиснения достигают при этом степени покрытия примерно 6,8%.
При этом интервал клепок тиснения второго вальца 20 для тиснения составлял примерно 1,29 мм, тогда как интервал точек тиснения первого вальца 16 для тиснения составлял примерно 1,58 мм.
На фиг.2 показан вид поверхности вальца 20 для тиснения, который содержит множество клепок тиснения. При этом на втором вальце для тиснения 20 образованы первые области 26, которые переходят одна в другую и которые окружают вторые области 28, причем эти вторые области 28 не связаны между собой. При этом фиг.2 показывает вид второго вальца 20 для тиснения по отношению к средней оси 21.
На фиг.3 теперь показана деталь D фиг.2 с хорошо различимыми первыми областями 26 и вторыми областями 28. При этом вторая область 28 выполнена в форме цветка маргаритки, а первые области 26 содержат множество расположенных под прямым углом друг к другу точек 38 тиснения, которые расположены в рядах со смещением друг к другу.
На фиг.4 теперь показано образование вдоль разреза A-A фиг.3 отдельной точки 38 тиснения, которая выполнена, например, в форме усеченного конуса с боковыми поверхностями 42, которые при выполнении туалетной бумаги образуют друг с другом угол W примерно в 10°, а при выполнении кулинарных рулонов примерно 15°. При этом точка 38 тиснения расположена на вальце 20 для тиснения. Она имеет поверхность выступов округлой формы для туалетной бумаги с диаметром d примерно 0,45 мм и высотой h примерно 0,8 мм, для кулинарной бумаги высота h составляет, например, 1,4 мм и диаметр d примерно 1,3 мм при округлой форме.
На фиг.5 теперь показана альтернативная форма выполнения вальца 20 для тиснения, причем здесь вторые области 28 снова имеют форму цветка и соответственно декорированного узора, свободного от точек тиснения, причем точки тиснения расположены здесь, тем не менее, в форме декорированного узора непосредственно на поверхности вальца 20 для тиснения. Таким образом, каждая отдельная подобласть второй области 28 равномерно окружена беспрерывной линией точек тиснения, вследствие чего получается очень отчетливый и красивый декорированный узор произведенных посредством устройства 10 для тиснения плоскостных продуктов. Здесь также первые области 26 расположены между отдельными областями 28 и переходят одна в другую и вторые области 28 не связаны между собой. При этом отдельные точки тиснения первых областей 26 расположены по возможности более равномерно на поверхности вальца 20 для тиснения, чтобы получать здесь относительно равномерный общий внешний вид, в частности, при нанесении цветного клея. На вальце 20 для тиснения согласно фиг.5 диаметр тисненой плоскости точек тиснения является несколько большим, чем при форме выполнения согласно фиг.2, а именно составляет 0,5 мм.
На фиг.6 показан альтернативный вариант выполнения поверхности вальца 20 для тиснения, которая содержит множество клепок тиснения. При этом речь идет об альтернативном варианте выполнения показанных на фиг.5 поверхностей. При этом вокруг вторых областей 28 расположены два или три ряда 50 клепок тиснения и соответственно внутри вторых областей 28 один ряд 50 клепок тиснения, которые имеют большую высоту, чем клепки тиснения в первых областях 26. Таким образом, например, высота клепок тиснения в первых областях 26 составляет 0,8 мм, тогда как в рядах 50 высота клепок тиснения составляет 1,2 мм. На фиг.6 разная высота обозначена при этом разной контрастностью клепок тиснения первых областей 26 и клепок тиснения, накидывающих вторые области 28. Если цветной клей наносится, например, только на ряды 50, то получается продукт, который имеет меньшую жесткость, и, кроме того, одновременно получается красивый оптический эффект. Как можно видеть на фиг.6, при образовании относительно комплексных узоров также возможно, чтобы лежащие здесь в пределах узора клепки тиснения так же, как и окружающие ряды 50, были выполнены более высокими, чтобы достигать здесь оптических эффектов, в частности, также при нанесении цветного клея.
На фиг.7 показан следующий альтернативный вариант выполнения поверхности вальца 20 для тиснения со средней осью 21, которая содержит множество клепок тиснения. При этом вторые области 28 содержат внутри ряды 50 клепок тиснения, которые, как на фиг.6, так же, как и по меньшей мере непосредственно смежные со вторыми областями 28 клепки тиснения первых областей 26, могут иметь большую высоту, чем клепки тиснения в первых областях 26, так что за счет нанесения цветного клея можно достигать красивого оптического эффекта. Первые области 26 имеют неравномерное распределение клепок тиснения по поверхности вальца 20 для тиснения, причем их концентрация повышена в окрестности 54 вторых областей 28. В удаленных от вторых областей 28 частичных площадях 52 первые области 26, напротив, имеют более равномерное распределение клепок тиснения.
Посредством соответствующего изобретению устройства для тиснения выгодным образом можно просто и несложно качественно придавать высококачественные декорированные узоры плоскостному продукту, который произведен предпочтительно из тканевого и/или подобного тканевому материала в форме носового платка, туалетной бумаги, кулинарной бумаги и/или хозяйственной бумаги. Существующие устройства для тиснения могут дополнительно оборудоваться соответствующими вальцами для тиснения с соответствующими параметрами. При этом нужно иметь в виду, что согласно настоящему изобретению возможно любое расположение соответствующих пар вальцов относительно друг друга, а также и подача отдельных полотен к устройству для тиснения может происходить раздельно от нескольких размоточных устройств или же совместно, как слоистое соединение.
Устройство для тиснения, по меньшей мере, двухслойных плоскостных продуктов, таких как туалетная бумага, носовые платки и т.п. Устройство содержит, по меньшей мере, одну первую и, по меньшей мере, одну вторую пару вальцов, образованных соответственно из вальца для тиснения и резинового вальца. Валец для тиснения первой пары по всей его площади тиснения содержит множество равномерно распределенных точек тиснения в количестве от примерно 20 до примерно 70 на см2 для производства плоскостного микротиснения, по меньшей мере, на полотне одного слоя. Валец для тиснения второй пары содержит распределенные по его площади тиснения первые и вторые области. Первые области содержат множество точек тиснения в количестве от примерно 45 до примерно 70 на см2 для производства плоскостного микротиснения, по меньшей мере, на одном полотне следующего слоя. Вторые области не содержат никаких точек тиснения, образуют не более 40% общей тисненой площади и не связаны между собой. Устройство также содержит, по меньшей мере, один клеевой аппарат, который расположен рядом с вальцом для тиснения второй пары и непосредственно за соответствующим резиновым вальцом. Посредством клеевого аппарата наносится клей на точки тиснения вальца для тиснения. Вальцы для тиснения расположены с образованием щели для совместного сведения тисненых полотен слоев друг к другу. Для образования слоистого соединения полотен слоев рядом с вальцом для тиснения первой пары последовательно расположен соединительный валец. Изобретение также относится к плоскостному продукту, произведенному с помощью такого устройства. Заявленная группа изобретений обеспечивает создание устройства для тиснения, позволяющего просто производить плоскостные продукты высокого качества, снабженные декорированным узором. 2 н. и 14 з.п. ф-лы, 7 ил.
1. Устройство (10) для тиснения по меньшей мере двухслойных плоскостных продуктов (40), таких как туалетная бумага, носовые платки и т.п., содержащее по меньшей мере, одну первую и по меньшей мере одну вторую пару вальцов (12, 14), образованных соответственно из вальца (16, 20) для тиснения и резинового вальца (18, 22), причем валец (16) для тиснения первой пары (12) по всей его площади тиснения содержит множество равномерно распределенных точек тиснения (38) в количестве от примерно 20 до примерно 70 на см2 для производства плоскостного микротиснения по меньшей мере на полотне (24) одного слоя, причем валец (20) для тиснения второй пары (14) содержит распределенные по его площади тиснения первые и вторые области (26, 28), причем первые области (26) содержат множество точек (38) тиснения в количестве от примерно 45 до примерно 70 на см2 для производства плоскостного микротиснения по меньшей мере на одном полотне (30) следующего слоя, и вторые области (28) не содержат никаких точек тиснения, причем вторые области (28) образуют не более 40% общей тисненой площади и не связаны между собой, по меньшей мере один клеевой аппарат (32), который расположен рядом с вальцом (20) для тиснения второй пары (14) и непосредственно за соответствующим резиновым вальцом (18), и посредством которого наносится клей (34) на точки (38) тиснения вальца (20) для тиснения, причем вальцы (16, 20) для тиснения расположены с образованием щели (17) для совместного сведения тисненых полотен (24, 30) слоев друг к другу, а для образования слоистого соединения полотен (24, 30) слоев рядом с вальцом (16) для тиснения первой пары (12) последовательно расположен соединительный валец (36).
2. Устройство для тиснения по п.1, отличающееся тем, что клеевой аппарат (32) наносит смешанный с краской и/или цветной клей.
3. Устройство для тиснения по п.1 или 2, отличающееся тем, что резиновые вальцы (18, 22) первой и второй пары (12, 14) имеют твердость в диапазоне от примерно 50 до примерно 70 единиц по Шору.
4. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что давление тиснения пар (12, 14) вальцов лежит в диапазоне от примерно 4,0 бар до примерно 8,2 бар.
5. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что сила сжатия на единицу длины при тиснении лежит в диапазоне от примерно 15 Н/мм до примерно 25 Н/мм.
6. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что точки (38) тиснения имеют высоту в диапазоне от примерно 0,7 мм до примерно 1,5 мм.
7. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что диаметр тисненой площади точек (38) тиснения лежит в диапазоне от примерно 0,35 мм до примерно 1,7 мм.
8. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что точки (38) тиснения выполнены в форме усеченного конуса.
9. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что боковые поверхности (42) точек (38) тиснения образованы под углом от примерно 8° до примерно 18° друг к другу.
10. Устройство для тиснения по любому из пп.1 или 2, отличающееся тем, что соединительный валец (36) и/или валец для нанесения клея выполнены в спиралеобразной или цилиндрической форме.
11. Плоскостной продукт, содержащий по меньшей мере два слоя, произведенный с помощью устройства согласно одному из пп.1-10, с по меньшей мере одним слоем, содержащим микротиснение с большим числом тисненых точек в количестве в диапазоне от примерно 20 до примерно 45 на см2, и с по меньшей мере одним следующим слоем с первыми и вторыми областями, причем первые области содержат множество тисненых точек в количестве в диапазоне от примерно 45 до примерно 70 на см2, и вторые области не содержат никаких тисненых точек, причем вторые области покрывают не больше чем 40% площади слоев и не связаны между собой.
12. Плоскостной продукт по п.11, отличающийся тем, что микротисненые точки второго слоя выполнены в цвете.
13. Плоскостной продукт по п.11 или 12, отличающийся тем, что он является по меньшей мере трехслойным.
14. Плоскостной продукт по любому из пп.11 или 12, отличающийся тем, что вторые области выполнены в форме декорированного узора.
15. Плоскостной продукт по любому из пп.11 или 12, отличающийся тем, что слой, содержащий вторые области, образует внешний слой.
16. Плоскостной продукт по любому из пп.11 или 12, отличающийся тем, что он представляет собой носовой платок, хозяйственную бумагу и/или туалетную бумагу.
| GB 1225440 А, 17.03.1971 | |||
| US 6106928 А, 22.08.2000 | |||
| Способ оценки сопротивляемости образованию горячих трещин и устройство для его осуществления | 1989 |
|
SU1609589A1 |
| WO 2005065928 А1, 21.07.2005 | |||
| US 4483728 А, 20.11.1984 | |||
| JP 2002273804 А, 25.09.2002 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТИСНЕНОГО РУЛОННОГО МАТЕРИАЛА И ПРОДУКЦИЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2227095C2 |
| МАШИНА ДЛЯ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ, ТИСНЕНОЕ ЛИСТОВОЕ ИЗДЕЛИЕ И СПОСОБ ТИСНЕНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 1996 |
|
RU2162414C2 |

