1
Изобретение относится к процессам ультразвуковой обработки поверхностей деталей из различных материалов и может быть иснользовано при изготовлении матриц, пуансонов, при шлифовке и полировке деталей из стекла, керамики, полупроводниковых материалов, кварца и т. д., а также при резании металлов.
Известны способы ультразвуковой обработки, предусматривающие сообщение инструменту колебаний, вызывающих его нормальное или тангенциальное, в том числе крутильное перемещение рабочей поверхности по отношению к поверхности обработки.
Недостатком известных способов является то, что все элементы рабочей поверхности инструмента одновременно перемещаются в том или ином направлении и обрабатываемая поверхность оказывается под действием равномерно распределенной нагрузки. Это, в свою очередь, уменьщает вероятность выкола па одну частицу при абразивной обработке и затрудняет рост и движение дефектов при образовании стружки в процессе ультразвукового резания.
Кроме того, при абразивной обработке величина перемещения зерен абразива не может превышать величину амплитуды колебаний инструмента, а траектория движения зерен имеет знакопеременный характер, что
уменьшает чистоту и точность обработанной поверхности.
Цель изобретения - повышение производительности процесса и точности обработки.
Это достигается тем, что по предлагаемому способу в инструменте создают вращающееся ультразвуковое поле, обеспечивающее возбуждение па его рабочей поверхности областей положительной и отрицательной упругой
деформации, перемещающихся в одном паправлении. Период оборота этого поля равен периоду ультразвуковых колебаний.
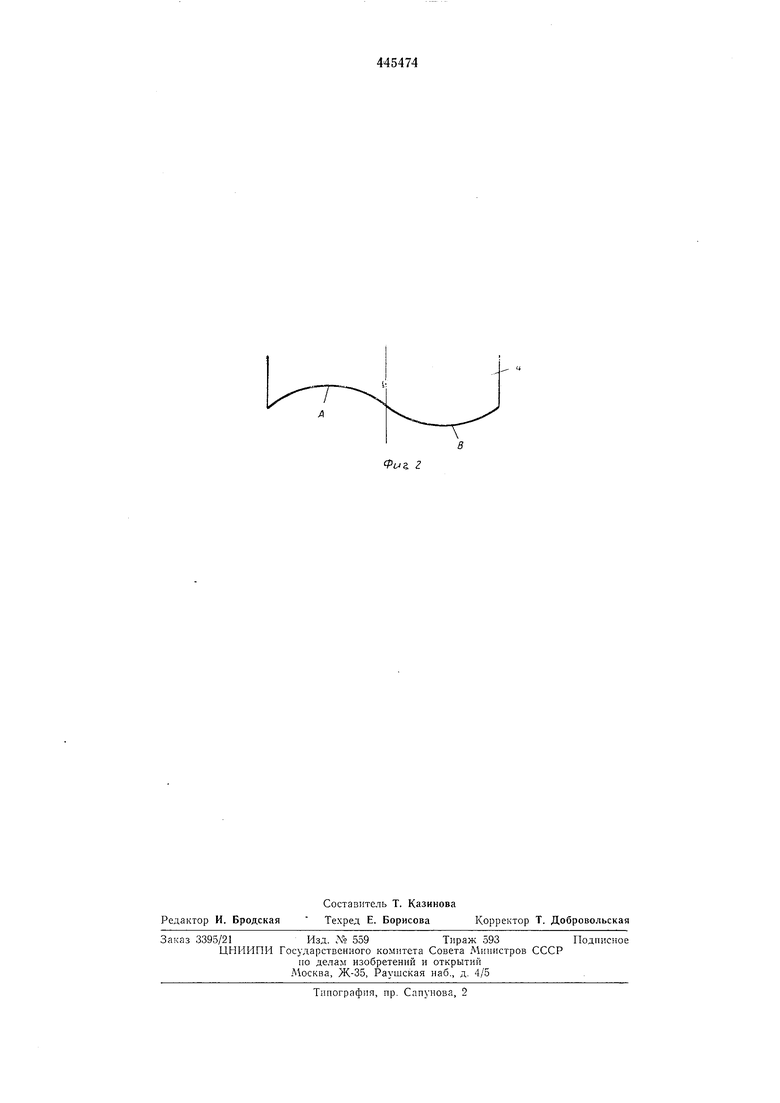
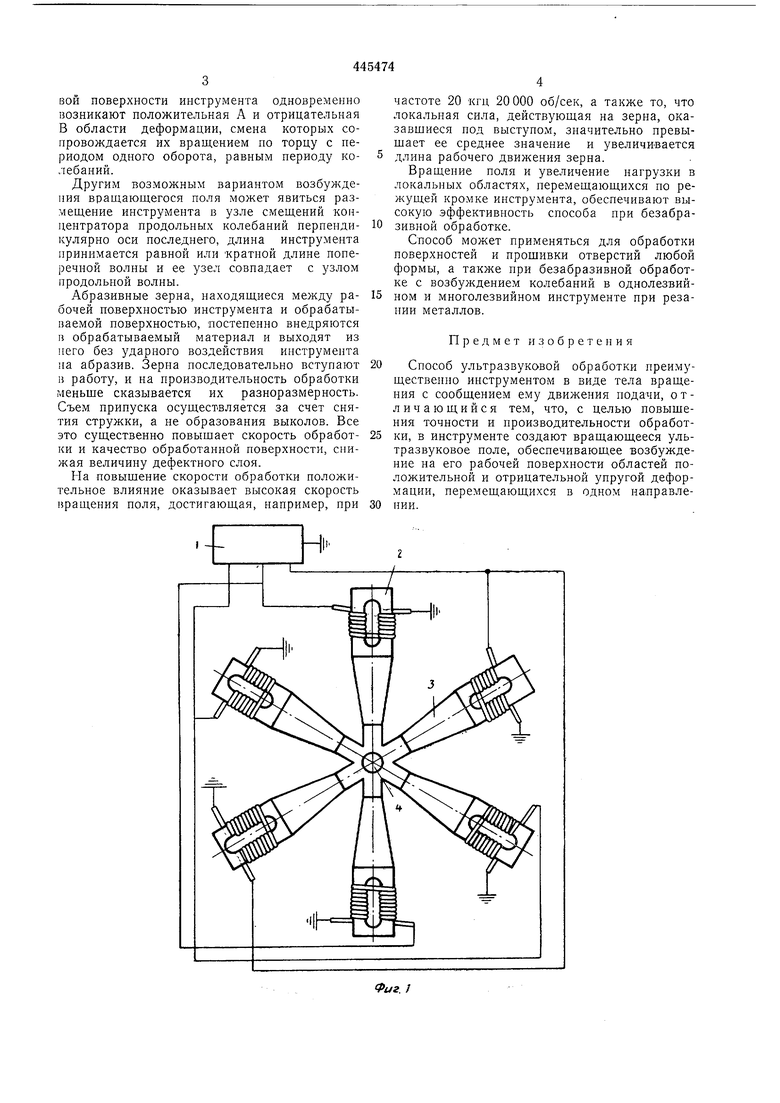
Сущность способа поясняется чертежами, где па фиг. 1 показан один из возможных вариантов возбуждения вращающегося поля в инструменте, па фиг. 2 - смещение рабочей части инструмента, представленного условной разверткой образующего цилиндра.
При осуществлении способа трехфазным
ультразвуковым генератором 1 возбул дают в электроакустических преобразователях 2 ультразвуковые колебания, причем каждая из трех встречно расположенных пар преобразователей возбуждается с симметричным
сдвигом фаз по отношенпю к другим, благодаря чему в инструменте 3, установленном нерпендикулярно плоскости расположения трансформаторов 4 упругих колебаний возникает вращающееся ультразвуковое поле. Такое поле характеризуется тем, что на торцовой поверхности инструмента одновременно возникают положительная А и отрицательная В области деформации, смена которых сопровождается их вращением по торцу с периодом одного оборота, равным периоду колебаний.
Другим возможным вариантом возбуждения вращающегося поля может явиться размещение инструмента в узле смещений концентратора продольных колебаний перпендикулярно оси последнего, длина инструмента принимается равной или кратной длине понеречной волны и ее узел совпадает с узлом продольной волны.
Абразивные зерна, находящиеся между рабочей поверхностью инструмента и обрабатываемой поверхностью, постепенно внедряются н обрабатываемый материал и выходят из пего без ударного воздействия инструмента на абразив. Зерна последовательно вступают в работу, и на производительность обработки меньще сказывается их разноразмерность. Съем припуска осуществляется за счет снятия стружки, а не образования выколов. Все это существенно повыщает скорость обработки и качество обработанной поверхности, снижая величину дефектного слоя.
На повышение скорости обработки положительное влияние оказывает высокая скорость вращения ноля, достигающая, например, при
частоте 20 кгц 20000 об/сек, а также то, что локальная сила, действующая на зерна, оказавшиеся под выступом, значительно превышает ее среднее значение и увеличивается длина рабочего движения зерна.
Вращение поля и увеличение нагрузки в локальных областях, перемещающихся по режущей кромке инструмента, обеспечивают высокую эффективность способа при безабразивной обработке.
Способ может применяться для обработки поверхностей и прошивки отверстий любой формы, а также при безабразивной обработке с возбуждением колебаний в однолезвийном и многолезвийном инструменте при резании металлов.
Предмет изобретения
Способ ультразвуковой обработки преимущественно инструментом в виде тела вращения с сообщением ему движения подачи, о т личающийся тем, что, с целью повышения точности и производительности обработки, в инструменте создают вращающееся ультразвуковое поле, обеспечивающее возбуждение на его рабочей поверхности областей положительной и отрицательной упругой деформации, перемещающихся в одном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| Шлифовальная шкурка | 1981 |
|
SU975375A1 |
| Способ шлифования | 1985 |
|
SU1283052A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В УСЛОВИЯХ РЕЗОНАНСНЫХ КОЛЕБАНИЙ СТРУКТУРНЫХ ЧАСТИЦ МАТЕРИАЛА | 2002 |
|
RU2246378C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ | 1994 |
|
RU2071901C1 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ ДОВОДКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 2001 |
|
RU2213652C2 |