1
Известен способ прокатки йолых изделий, Ёключающий деформацию заготовки на жестко закрепленной оправке в калибре, образованном несколькими валками, перемещаемыми в плоскости, перпендикулярной оси прокатки в процессе прокатки.
Известный способ обеспечивает некоторое уменьшение исходной относительной разностенности за счет влияния оправки на процесс прокатки, однако этот способ обладает тем недостатком, что устранение разностенности не может быть полным вследствие определенной податливости оправки и узлов ее крепления. Чем больше податливость оправки и узлов крепления, тем меньше степень влияния оправки на процесс устранения разностенности.
С целью совмещения оси калибра валков с осью оправки по предложенному способу принудительно перемещают в направлении прогиба оправки рабочие валки без изменения их относительного расположения, компенсируя упругую деформацию системы.
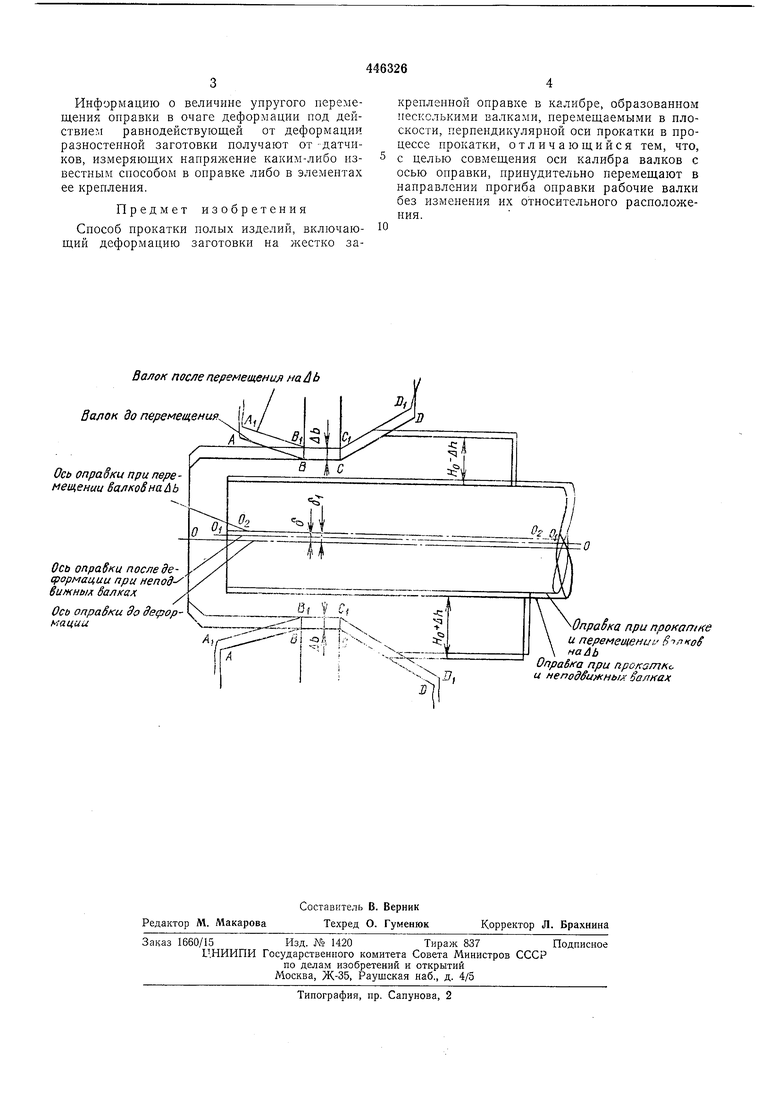
На чертеже показан характер деформации системы валок-изделие-оправка при поперечно-винтовой прокатке с неподвижными и перемешающимися валками.
При прокатке заготовки с разностенностью +АА за счет упругой деформации оправки и узлов крепления произойдет смещение ее оси
1
(ось OjOi). При
на величину S - Д/г
I +«
этом силы противодействия оправки вызовут некоторое исправление разностенности заготовки, определяемое формулой
а
И - Д/7.
1+а
Ch
где а уотносительная жесткость
уп2р
ругой системы; р - усилие прокатки; с - жесткость оправки и узлов ее
крепления; h - среднее обжатие.
При перемещении валков на Д& в сторону упругого прогиба оправки без изменения взаимного расстояния между ними (положение A.BiCiD) ось прокатки сместится в новое
Д/г + Д6 , ч
положение QI (ось , а велиI -f а
чина исправления разностенности будет
-(М1-{-Щ -
25
В том случае, когда смещение валков
. , ДЛ
Д& ::имеет место полное исправление
ИСХОДНОЙ разностенности, так как в этом случае перемещение оправки 6i A&.
30
Информацию о величине упругого перемещения оправки в очаге деформации под действием равнодействующей от деформации разностепной заготовки получают от -датчиков, измеряющих напряжение каким-либо известным способом в оправке либо в элементах ее крепления.
Предмет изобретения
Способ прокатки полых изделий, включающий деформацию заготовки на жестко закрепленной оправке в калибре, образованном несколькими валками, перемещаемыми в плоскости, перпендикулярной оси прокатки в процессе прокатки, отличающийся тем, что, с целью совмещения оси калибра валков с осью оправки, принудительно перемещают в направлении прогиба оправки рабочие валки без изменения их относительного расположения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК МАЛОЛИСТОВЫХ РЕССОР | 1991 |
|
RU2039624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| Прокатная клеть | 1988 |
|
SU1524948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| Способ винтовой прокатки труб | 1980 |
|
SU865443A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
Валок после перемещение на&Ь
