Изобретение относится к трубному производству и может быть использовано при изготовлении холоднодеформированных труб продольной прокаткой или волочением в образованном валками или роликами калибре.
Известен способ изготовления труб путем деформации трубы-заготовки в круглом ручьевом калибре, образованном приводными валками на принудительно перемещаемой оправке.
Недостатком способа является то, что из-за переполнения калибра ограничена величина обжатия стенки и прокатанная труба имеет большую поперечную разностенность, обусловленную выпусками калибра.
Наиболее близким по технической сущности к предлагаемому является способ продольной прокатки труб, включающий деформацию принудительно вращаемой трубы-заготовки относительно продольной ее оси в калиброванных валках на принудительно вращаемой в противоположном направлении закрепленной оправке.
Недостаток способа состоит в том, что разностенность по поперечному сечению изготавливаемых труб довольно высокая.
Целью изобретения является повышение качества труб за счет снижения разностенности.
Это достигается тем, что в способе, по которому принудительно вращаемую трубу-заготовку деформируют в образованном валками или роликами калибре на оправке, деформацию на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода, осуществляют при соотношении параметров, определяемых из выражения ≥
≥  , где vокр, voc - соответственно окружная и осевая скорости перемещения металла на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода;
, где vокр, voc - соответственно окружная и осевая скорости перемещения металла на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода;
Rк - радиус калибра;
α - угол выпуска;
Δ l - длина участка деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода деформационной зоны.
В результате проведенных исследований технических решений, имеющих признаки, сходные с отличительными признаками формулы, не обнаружено. Поэтому предлагаемое техническое решение соответствует критерию "существенные отличия".
Способ изготовления труб осуществляется следующим образом.
Трубу-заготовку задают в образованный принудительно вращаемыми валками калибр. Калиброванные валки захватывают трубу-заготовку и, перемещая в осевом направлении, деформируют ее на длинной подвижной оправке или закрепленной цилиндрической или конической оправках. Одновременно с перемещением трубы-заготовки в осевом направлении ей задают принудительное вращение относительно продольной ее оси. При этом скорость вращения трубы-заготовки задают такой величины, что деформация на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода деформационной зоны, осуществляется при соотношении параметров, определяемых из выражения ≥
≥  , где vокр, vос - соответственно окружная и осевая скорость перемещения металла на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода деформационной зоны;
, где vокр, vос - соответственно окружная и осевая скорость перемещения металла на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода деформационной зоны;
Rк - радиус калибра;
α - угол выпуска;
Δ l - длина участка деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки и расположенного со стороны выхода деформационной зоны.
При использовании выполненного в виде волоки калибра, образованного приводными или неприводными роликами, к переднему концу трубы-заготовки прикладывают осевую силу для протягивания ее через калибр.
Предложенный способ опробовали при изготовлении медных труб 25 x 1+0,1 мм. В качестве заготовки использовали трубу-заготовку размером 27 х 1,30 мм. Деформацию осуществляли на цилиндрической оправке диаметром 23 мм в калибре диаметром 25 мм, образованном неприводными роликами диаметром 200 мм. Ручей роликов выполняли с углом выпуска, равным 20o(0,349 рад). При этом для заданного инструмента и маршрута волочения очаг деформации охарактеризовался следующей величиной соотношения его параметров:  =
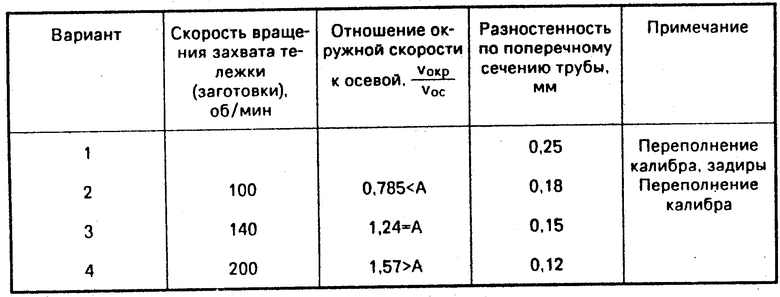
=  = 1,24 = A . Протягивание трубы-заготовки через роликовую волоку осуществляли со скоростью 10 м/мин на волочильном стане, оборудованном тележкой с вращающимся захватом. При изготовлении труб варьировали скорость вращения заготовки (см. таблицу). После волочения контролировали толщину стенки по перечному сечению трубы. Результаты испытаний приведены в таблице.
= 1,24 = A . Протягивание трубы-заготовки через роликовую волоку осуществляли со скоростью 10 м/мин на волочильном стане, оборудованном тележкой с вращающимся захватом. При изготовлении труб варьировали скорость вращения заготовки (см. таблицу). После волочения контролировали толщину стенки по перечному сечению трубы. Результаты испытаний приведены в таблице.
Анализ представленных данных в таблице показывает, что применение предлагаемого способа (варианты 3,4) обеспечивает по сравнению с известным (вариант I) снижение разностенности в 1,6 раза. При выходе за предлагаемый диапазон (вариант 2) разностенность возрастает и наблюдается переполнение калибра. (56) Блинов Ю. И. Прогрессивные технологии и оборудование для трубного производства, М. : Металлургия, 1987, с. 17-21.
Авторское свидетельство СССР N 644563, кл. В 21 В 17/02, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной прокатки труб | 1990 |
|
SU1754235A1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010640C1 |
| Способ волочения труб | 1990 |
|
SU1731331A1 |
| Способ продольной прокатки труб | 1990 |
|
SU1801635A1 |
| Способ извлечения оправок из труб | 1986 |
|
SU1428493A1 |
| Способ холодной пилигримовой прокатки труб | 1982 |
|
SU1126343A1 |
| Оправка автоматического стана | 1976 |
|
SU567514A1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Инструмент для волочения труб | 1991 |
|
SU1821260A1 |
Использование: при обработке металлов давлением в трубном производстве. Сущность: деформацию трубы-заготовки осуществляют при принудительном вращении ее вокруг продольной оси в образованном валками круглом калибре на оправке. Деформацию на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки, расположенном со стороны выхода, ведут при соотношении параметров, определяемых из математического выражения. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ, по которому принудительно вращаемую трубу-заготовку деформируют в образованном валками или роликами калибре на оправке, отличающийся тем, что, с целью повышения качества труб за счет снижения разностенности, деформацию на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки, расположенном со стороны выхода, осуществляют при соотношении параметров, определяемых из выражения ≥
≥  ,
,
где vокр, vос - соответственно окружная и осевая скорости перемещения металла на участке деформационной зоны с величиной обжатия стенки, равной величине поля допуска по толщине стенки, расположенном со стороны выхода деформационной зоны;
Rк - радиус калибра;
α - угол выпуска;
Δ l - длина участка деформационной зоны с величиной обжатия, равной величине поля допуска по толщине стенки, расположенного со стороны выхода деформационной зоны.
