Фиг. 1
Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано в сортовых и заготовочных прокатных станах.
Цель изобретения - повышение качества проката и расширение сортамента исходных заготовок за счет повышения динамической жесткости непосредственно в процессе прокатки.
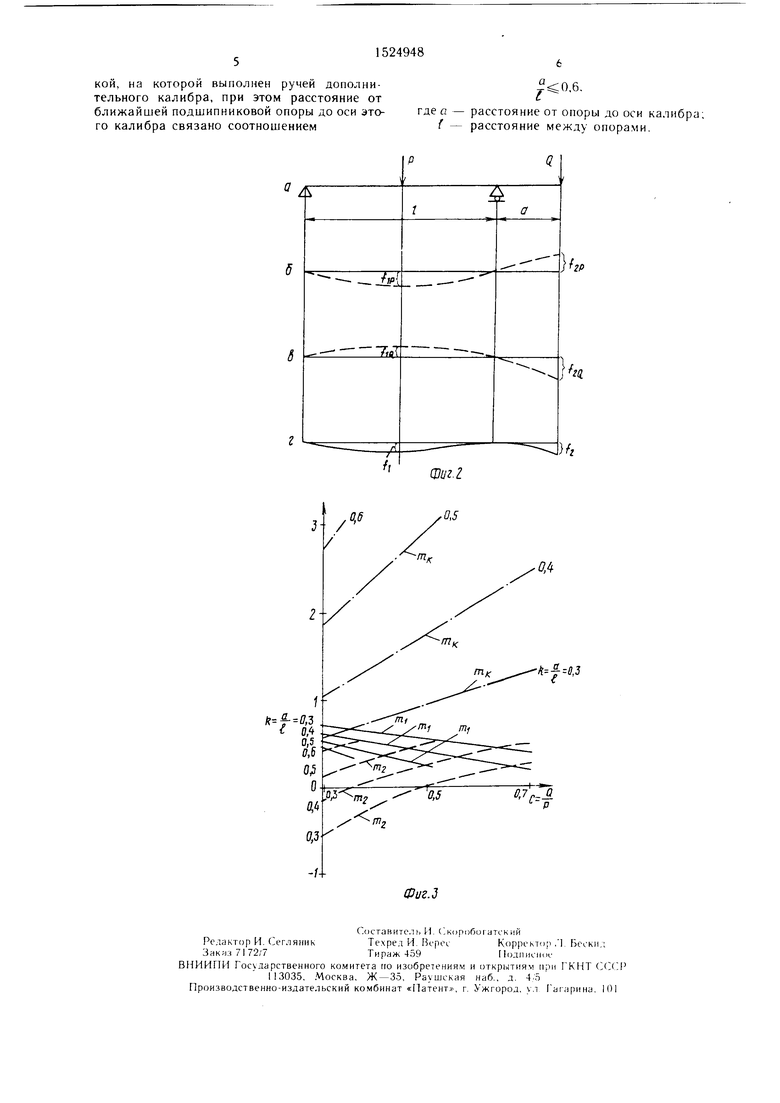
На фиг. 1 показан общий вид клети, раз- рез по линии клети; на фиг. 2 - схема для расчета прогибов валков; на фиг. 3 - график зависимости прогибов от места расположения доп()лните, 1ьного калибра.
Клеть содержит станину 1, рабочие валки 2 и 3, между ПОДП1ИПНИКОВЫМИ опора- ми 4 и 5 которых по длине их бочки рас- П0.1ОЖСНЫ ка.1ибры 6, например для заготовки 7. Каждый валок с неприводной стороны снабжен донолнительной консольной частью 8, на которых расположены дополнительные валки 9 с ручьями 10 для прокатки загот()вки 11, причем расстояние от ближай- iiicii опоры до оси калибра консольной части ва.- ков связано соотношением;
а
0,6,
где а расстояние от ближайшей подшипниковой опоры до калибра;
/ расстояние между опорами.
Процесс прокатки в предлагаемой клети включает деформацию заготовки 7 между 1и)д1нипниковы ч1 опорами 4 и 5 валков 2 и 3 и одновременно с тим деформацию заго- ювки 11 за пределами опоры 4 в калибре KOHCo,ibiii)i. fia. iKOB 9.
Пример. Обозначим соответствуюшее чснлие нрокаткн через Я и Q. Усилие про- катки / в мс жопорном калибре вызывает прогиб ЭТ01-0 калибра /i,, и соответствуюший прогиб fv;, консольного калибра (фиг. 26). Предпо. южим, что диаметр рабочего валка приблизительно одинаков по длине, проги- бы валков мо.гут быть определены по фор- мч лам:
РГ . Ч8Я7
-
Усилие прокагки Q в консольном калибре 45 вызывает прогиб консольной части / и cooTBCTcrBCfiHO прогиб .межвалкового ка.шбра /L Q l4 H 2i3), которые определяются но формулам:
/. и-о.
ДО /г моду.1Ь упругости материала валка;
/ момент инерции поперечного сечения валка.
( -ммарныи нрогиб валка (фиг. 2, г) в межопорном калибре /i и в консольном ка- ,1ибре /J онреле.- .яется в виде
,г-/lo; /...ft-/2
так что прогиб каждого из калибров от совместного действия усилий прокатки в обоих калибрах уменьшается по сравнению со случаем, когда прокатка ведется только в одном из них. Обозначив отношение этих прогибов соответственно через mi и т2 и подставляя формулы для прогибов, получаем выражения для оценки уменьшения прогибов или соответственно увеличения жесткости калибров за счет совместной прокатки в обоих калибрах.
m, r l-2,88 СК;
/IP/24.
у 1.
СК(1+К)
16
0
5
0
5
5
0
5
где С
Р
h-
отношение усилии прокатки в консольном и межопорном калибрах;
относительное плечо консольного калибра. Коэффициент относительной податливости консольного калибра по сравнению с межопорным mi, определится выражением
ш, « 16СК (1+К).
/IP
На фиг. 3 показаны зависимости т, т и ttik от С и Д , иллюстрируюш,не степень уменьшения прогибов калибров при совместном действии усилий прокатки, а также указывающие на необходимость ограничения относительного плеча консольного калибра
Д значения.ми порядка 0,6 во избеi
жание сушественного возрастания прогибов консольного калибра, что обеспечивает оптимальные условия выполнения процесса прокатки заготовок.
Технико-экономические преимушества от использования предлагаемой клети по сравнению с известной заключается в том, что она позволяет обеспечить уменьшение прогибов калибров и соответственно увеличение жесткости валковой системы, что положительно сказывается на повышении точности прокатки и на расширении технологических возможностей клети.
Формула изобретения
Прокатная клеть, содержащая узел станин, установленные в подшипниковых опорах валки, бочки которых расположены между подцшпниковыми опорами, ручьи, расположенные на бочках и образуюшие калибр, привод врап 1ения валков, отличающаяся тем, что, с целью повышения качества проката и расширения сортамента исходных заготовок за счет повышения динамической, жесткости клети непосредственно в нро- цессе прокатки, каждый валок с неприводной стороны снабжен консольной частью с установленной на ней дополнительной бочкой, на которой выполнен ручей дополнительного калибра, при этом расстояние от ближайи ей подшипниковой опоры до оси этого калибра связано соотношением
где а {
,6.
расстояние от опоры до оси калибра; расстояние между опорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2016 |
|
RU2623976C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Прокатная клеть | 1983 |
|
SU1243852A1 |
Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано в сортовых и заготовочных прокатных станах. Цель изобретения - повышение качества проката и расширение сортамента исходных заготовок за счет повышения динамической жесткости валкового узла непосредственно в процессе прокатки. В процессе прокатки осуществляют деформацию заготовки 7 в калибрах валков, расположенных между подшипниковыми опорами, и одновременно деформируют заготовку 11 в дополнительных валках 9, расположенных консольно. Это позволяет в процессе прокатки уменьшить прогибы валков в местах расположения калибров. 3 ил.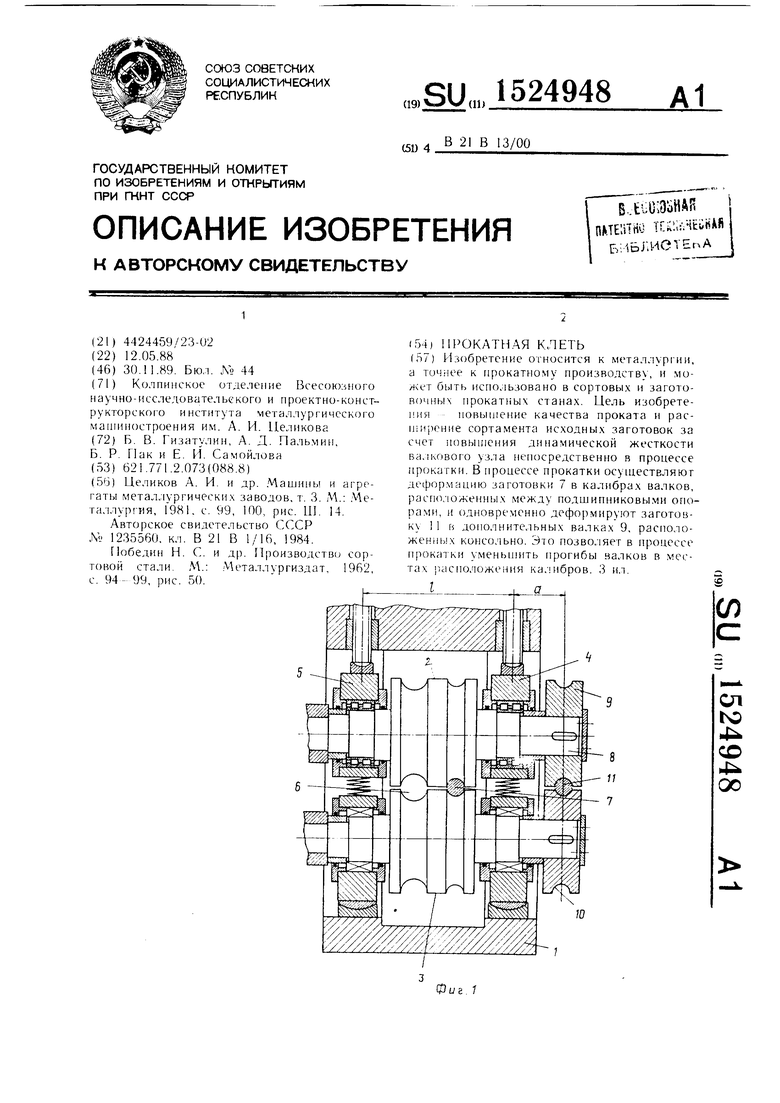
| Целиков А | |||
| И | |||
| и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М.: ЛДе- таллургия, f981 | |||
| с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| LII | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Победин Н | |||
| С | |||
| и др | |||
| Производство сортовой стали | |||
| Л .: .Металлургиздат, 1962, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
