1
Изобретение относится к прокатному производству.
Известно устройство для заправки полосы в клеть прокатного стана с последовательным огибанием валков полосой, содержащее захват переднего конца полосы, соединенный с приводной бесконечной цепью, огибающей холостые звездочки, установленные на концах бочек валков и снабженные приводом бесконечной цепи. Однако известное устройство сложно конструктивно, что затрудняет обслуживание стана и удлиняет время операции заправки полосы.
Предложенное устройство отличается от известного тем, что захват переднего конца полосы снабжен па его концах холостыми фрикционными упругими роликами, например резиновыми, а па подушках валков укреплены криволинейные планки, охватывающие края бочек валков и размещенные от них на расстоянии, не превышающем диаметры роликов. С целью исключения перекоса захвата к торцам роликов жестко смонтировапы звездочки, а криволинейные планки выполнены с поперечными прорезями с шагом, равным шагу зубьев звездочек.
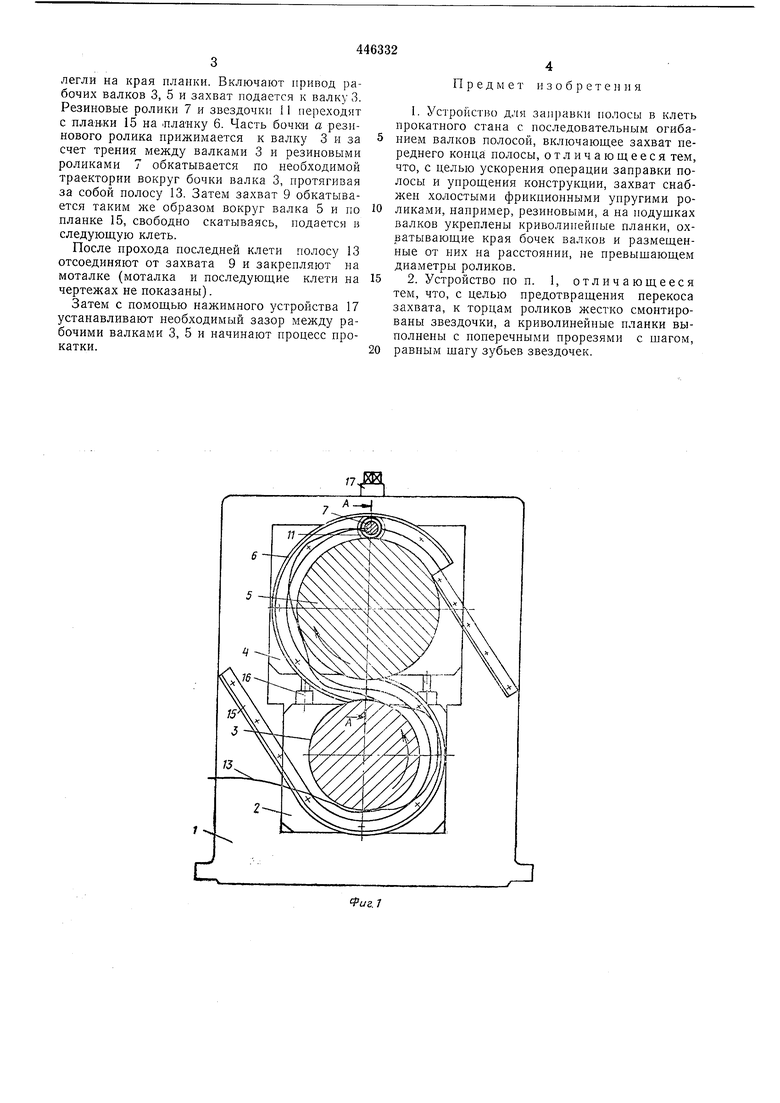
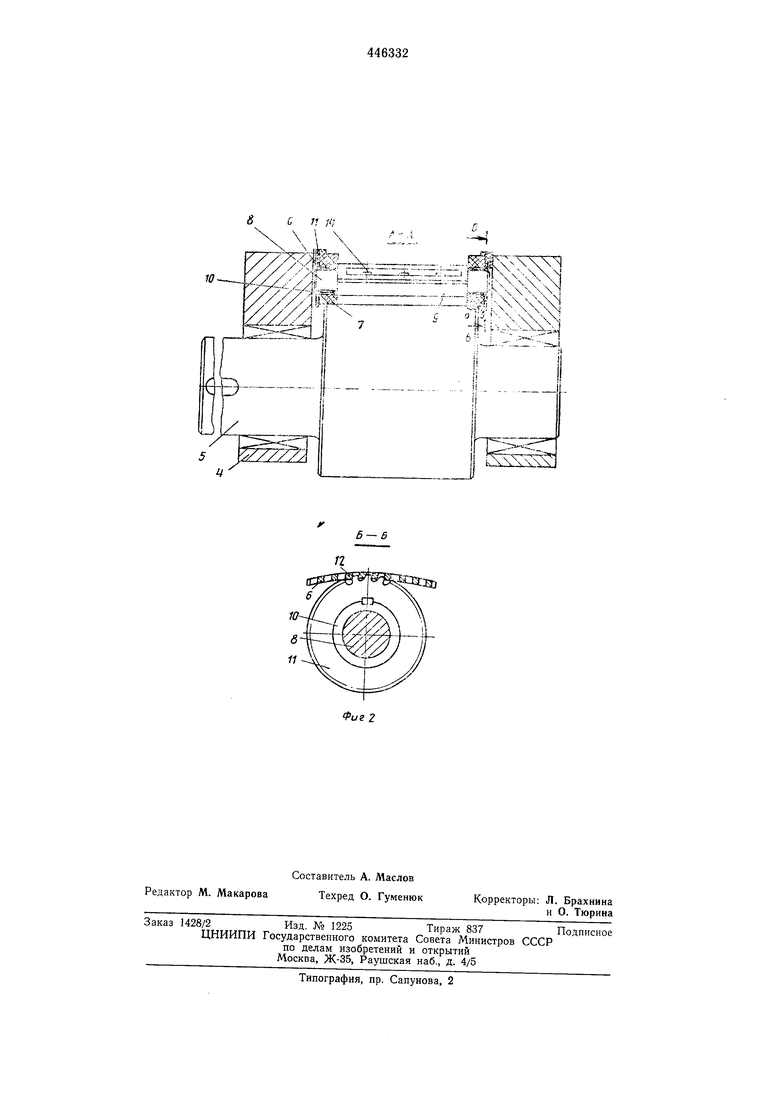
На фиг. 1 показано предложенное устройство, общий вид; на фиг. 2 - разрезы по А - А и Б -Б.
В станине 1 смонтированы подушки 2 нижнего валка Л и подушки 4 верхнего валка 5,
на которых жестко закреплены криволинейные планки 6, которые охватывают валки на некоторый угол так, чтобы между валками и криволинейными планками прокатывались резиновые ролики 7, которые одпой частью бочкп а опираются на валок, а другой частью бочкп б - на криволинейную планку. Резиновые ролики установлены на концах цапф 8 захвата 9 на подшипниках 10.
Резиновые ролики жестко соединены со звездочками 11, зубья которых для предотвращения захвата от перекосов входят в прорези 12, которые нарезаны в криволинейных планках. Полоса 13 крепится к захвату, например, с помощью болтов 14. Для обеспечения передачи и приема от предыдущей клети или моталки к последующей клети на станине крепятся планки 15. Для уравновешивания верхнего валка между подушками устанавливается уравновешивающее устройство 16, а для радиальной установки валков - нажимное устройство 17.
Работает предлол енное устройство следующим образом.
Рабочие валки 3, 5 разводятся так, чтобы оси вращения валков и оси криволинейных планок 6 совпали. Полоса 13 крепится к захвату 9 с помощью, например, болтов 14, захват устанавливйется па планку 15 так, чтобы
зубья звездочек 11 попали в прорези 12 планки 15, а резиновые ролики 7 частями бочек б
легли на края планки. Включают привод рабочих валков 3, 5 и захват подается к валку 3. Резиновые ролики 7 и звездочки 11 переходят с планки 15 на .планку 6. Часть бочки а резинового ролика прижимается к валку 3 и за счет трения между валками 3 и резиновыми роликами 7 обкатывается по необходимой траектории вокруг бочки валка 3, протягивая за собой полосу 13. Затем захват 9 обкатывается таким же образом вокруг валка 5 и по планке 15, свободно скатываясь, подается в следующую клеть.
После прохода последней клети полосу 13 отсоединяют от захвата 9 и закрепляют па моталке (моталка и последующие клети на чертежах не показаны).
Затем с помощью нажимного устройства 17 устанавливают необходимый зазор между рабочими валками 3, 5 и начинают процесс прокатки.
Предмет изобретения
1.Устройство для зап1)авкп полосы в клеть прокатного стана с последовательным огибанием валков полосой, включающее захват переднего конца полосы, отличающееся тем, что, с целью ускорения операции заправки полосы и упрощения конструкции, захват снабжен холостыми фрикционными упругими роликами, например, резиновыми, а на подушках валков укреплены криволинейные планки, охватывающие края бочек валков и размещенные от них на расстоянии, не превышающем диаметры роликов.
2.Устройство по п. 1, отличающееся тем, что, с целью предотвращения перекоса захвата, к торцам роликов жестко смонтированы звездочки, а криволинейные планки выполнены с поперечными прорезями с шагом, равным шагу зубьев звездочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| УСТРОЙСТВО для ЗАПРАВКИ ПОЛОСЫ в СТАН | 1971 |
|
SU310703A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU366898A1 |
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| Устройство для заправки полосы в клеть дуо прокатного стана | 1977 |
|
SU622527A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
с п к
- -ziriitsiitizirTrrzrr rjTzz;
jr. ; --..
i.-.,:..|
fc
I
