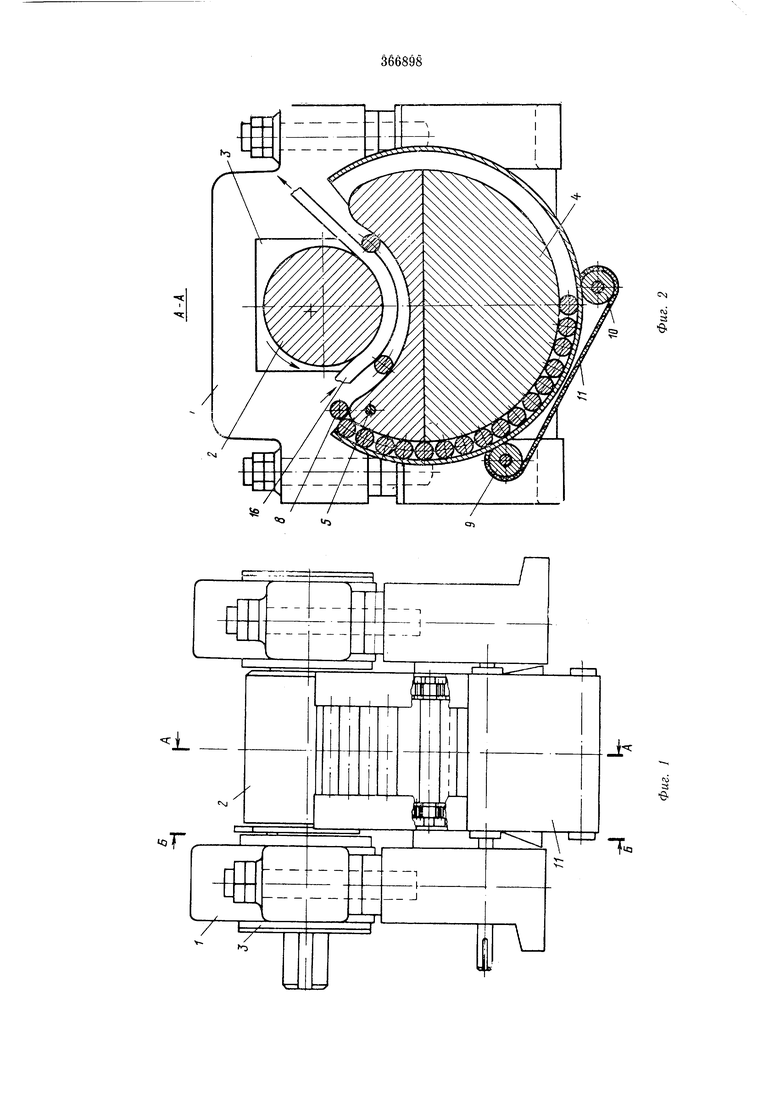
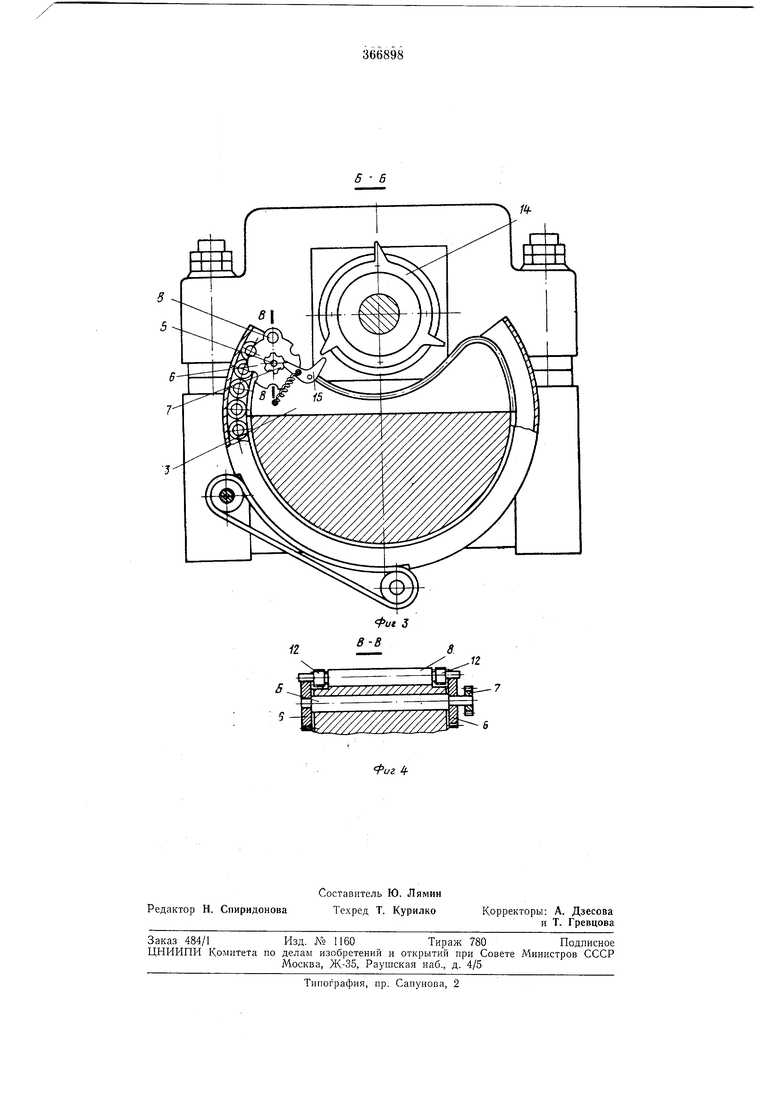
в Известных клетях для прокатки периодических .полос требуемую геометрию проката получают либо за счет «змененфш межва.ткового раствора в процессе деформации лрокатной штанги, либо aai счет придания соответствующей 1про.фИЛировки рабочему инструменту-- прокатным валкам. Предложенная клеть отличается тем, что перед рабочей зоной «а U-образной опоре установлен дозатор рабочих роликов в виде валика со звездочками, ось которых снабжена х-раповым механизмом, управляемым от кулачка, смойтированного на цаифе рабочего валка, причем кулачки выполнены сменными. Предлагаемая прокатная клеть для получения периодических клилавлдных полос имеет ряд преимуществ перед известн:ыми клетями: 1) пониженное давление на рабочий валок и высокая жесткость конструкции, способствующие повышению точ-ности иракатывае.мых листов; 2) возможность прожатки различных (в определенном диапазоне) по длине периодов «лийовидньгх полос без замены валков; 3) щоз.можность «астройки клети на прокатку клиновидных листов с различным углом клиновидности; 4) простота конструкции рабочей клети и привода. На фиг. 1 представлена предлагае.мая прокатная клеть, общий вид; на фиг. 2 - то же, разрез по А -Л на фиг. I; н.а фиг. 3 - то же, разрез по Б - Б па фиг. 1; на фиг. 4 - то же, разрез по 5 - В па фиг 3. В станиие / прокатной клети (см. фиг. 1, 2) размещен рабочий приводной валок 2 с подшипниками п подушка.ми 3. Подушки приводного валка с целью настрой ки клети на прокатываемую толщину и профиль клиновидного листа снабжены устройством радиальной регулировки, выполн1енным, например, в виде клиньев с В1иптами, а также устройством для смещения оси валка в направлении прокатки, выполненным, например, в виде винтов. U-образная опора 4 имеет клинолинейную поверхность, которая охватывает часть поверхности бочки приводного валка, при этом центр кривизны опорной поверхности смещен относительно оси вращения приводного валка, в результате чего между бочкой приводного рабочего валка и криволинейной поверхностью образован переменный зазор, сужающийся к выходу. В расточке опоры размещен валик 5, снабженный подающими звездочками 6, и храповое колесо 7 храпового механизма. Рабочие ролики 8 непрерывно подаются к подающи.м звездочкам задающим устройством, состоящим из приводного 9 (см. фиг. 2) и холостого W барабанов и фриа цио;1ной ленты 11, находящейся в постоянно.м контакте с бочками холостых рабочих роликов. Рабочие
ролики 8 на концах имеют зубчатые шестерни 12, входяЩИе Б зацепление с зубчатыми венцами 13, л естко связанными с криволинейной поверхностью U-Образной опоры.
На торце бочки приводного валка жестко закреплен кулачок 14, который при вращении приводного валка взаимодействует с упором 15 хралового механизма. С целью регул ирования длин периода или сочетания их на торце бочки приводного валка закреплено по меньшей мере два кулачка, расположенных равномерно или с переменным шагом по окружности бочки валика.
Клеть работает следующим образом.
В зазор, образованный приводным рабочим валком 2 и рабочей зоной U-образной опоры 4, вводится полоса 16. Задается вращательное движение барабану Р, и с помощью движущейся фрикционной ленты 11 рабочие ролики 8 подаются к подающим звездочкам 6, ж-естко иасажеппым на валик 5. При включении главного привода рабочей клети кулачок 14 нажимает на упо,р 15 храпового механизма. Подающие звездочки, поворачиваясь на определенный угол, подают в рабочую зону U-0бразной опоры в определенной последовательности рабочие ролики, которые, вследствие непостоянства зазора между полосой и опорой, заклиниваются в этом простра нстве так, что прижимают полосу 16 IK рабочему валку 2. Вследствие возникающих сил трения
пр-и контакте приводного валка 2 и шолосы l6 и вращения валка 2, полоса 16 вытягивается в на1нравлении вращения этого валка. Благодаря силам трения в месте контакта рабочего
ролика 8 и полости 16, а также этого ролика и опоры 4 ролик перекатывается в -направлении прокатки и за счет изменения величины зазора между рабочим валком и опорой обжимает полосу 16 так, что зона деформация
постоянно перемещается по линии прокатки. В .результате разницы скоростей оси ролика и полосы обжатая часть опережает ролик и выходит из рабочей зоны, имея клиновидный профиль.
Предмет изобретения
1.Прокатная клеть, содержащая станину, ра-бочип валок с подушками, рабочие ролики с
U-образной опорой, отличающаяся тем, что, с целью обеспечения прокатки клиновидных периодических полос, перед рабочей зоной на U-образной опоре установлен дозатор рабочих роликов в виде валика со звездочками, причем ось звездочек снабжена храповым механизмом, управляемым от кулачка, смонтировапгного па цапфе рабочего вал1ка.
2.Прокатная клеть по п. 1, отличающаяся тем, что, с целью изменения периода, кулачки
выполнены сменными.
ч: ч:
CM
nj
а
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ПРИДАНИЯ ФОРМЫ ЩЕТКЕ ДЛЯ ЧИСТКИ ВАЛКОВ И ЧИСТЯЩАЯ ЩЕТКА, ФОРМОВАННАЯ СОГЛАСНО ДАННОМУ СПОСОБУ | 2004 |
|
RU2353448C2 |
| Устройство для охвата полосой валка в прокатной клети | 1981 |
|
SU948477A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ | 1972 |
|
SU345989A1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
i
«г.
/у
/ м
/
0
ifv 3
е
зт
т.
П
