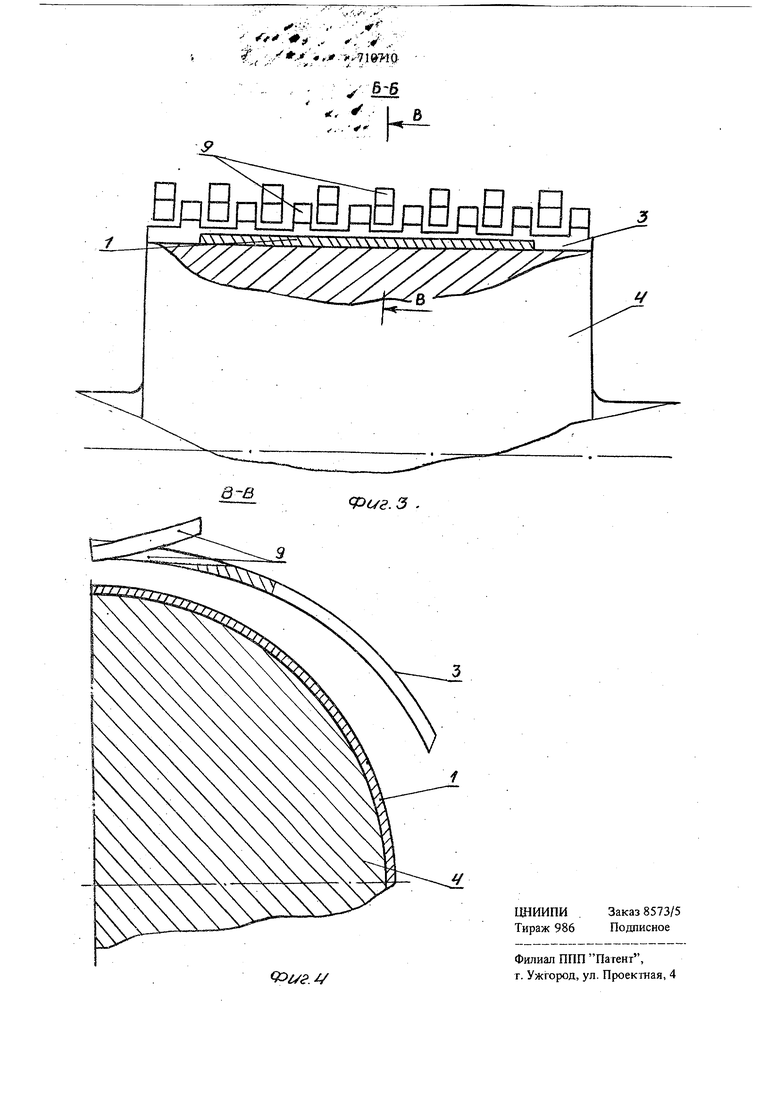
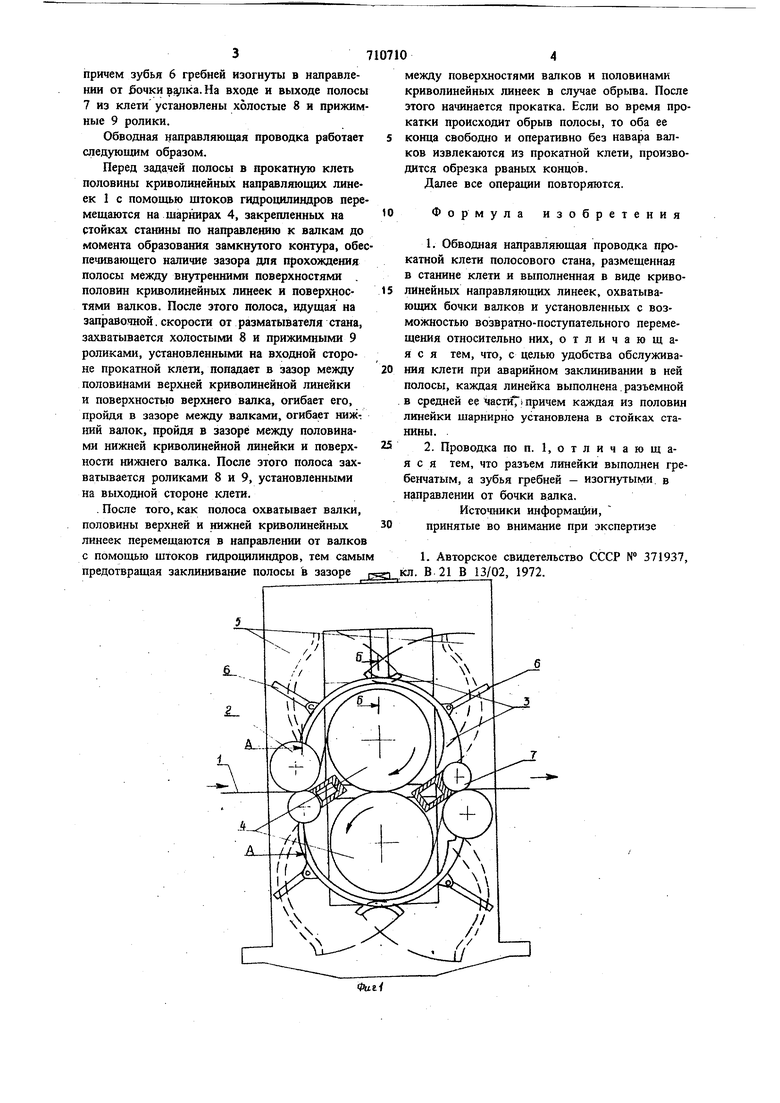
изобретение относится к металлургии и может быть использовано в устройствах прокатных клетей полосовых станов. Известна обводная направляющая проводка прокатной клети полосового стана, размещенная в станине клети и выполненная в виде криволинейных направляющих линеек, охватывающих бочки валков и установленных с возможностью возвратно-поступательного перемеще ния относительно них (1. Конструктивные особенности указанного уст ройства не позволяют избежать заклиниванияу а также свободно и оперативно без навара вал ков и, как следствие, их перевалки извлекать полосу после обрывов, так как при обрыве полоса теряет поперечную устойчивость, ее выбрасывают к краям бочек валков и заклинива ют в зазоре между валками и криволинейными проводками. Кроме того, необходимость наличин парка криволинейных проводок со штангами в сборе с подушками валков приводит к необоснованным затратам. Цель изобретения - обеспечение удобства обслуживания клети при аварийном заклинивании в ней полосы. Поставленная цель достигается тем, что каждая линейка выполнена разъемной в средней ее части, причем каждая из половин линейки шарнирно установлена в стойках станины. Разъем линейки выполнен гребенчатым, а зубья гребней - изогнутыми в направлении от бочки валка. На фиг. 1 схематически изображено устройство в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3. Обводная направляющая проводка прокатной клети полосового стана выполнена в виде криволинейных направляющих линеек 1, размещенных в станине 2 клети. Направляющие линейки охватывают бочки прсжатных валков 3 и выполнены в средней части разъемными. Каждая из половин линейки установлена в стойках станины на шарнирах 4 и связана со штоками 5 порщневых цилиндров их перемещения. Разъем половин линейки выполнен гребенчатым. 3 причем зубья 6 гребней изогнуты в направлении от бочки вадка. На входе и выходе полосы 7 из клети установлены холостые 8 и прижимные 9 ролики. Обводная }{аправляющая проводка работает следующим образом. Перед задачей полосы в прокатную клеть половины криволинейных направляющих линеек 1 с помощью штоков гидроцилиндров пере мещаются на шарнирах 4, закрепленных на стойках станины по направлению к валкам до момента образования замкнутого контура, обес печивающего наличие зазора для прохождения полосы между внутренними поверхностями , половин криволинейных линеек и поверхностями валков. После этого полоса, идущая на заправочной. скорости от разматывателя стана, захватывается холостыми 8 и прижимными 9 роликами, установленными на входной стороне прокатной клети, попадает в зазор между половийами верхней криволинейной линейки и поверхностью верхнего валка, огибает его, пройдя в зазоре между валками, огибает ниж-: НИИ валок, пройдя в зазоре между половинами нижней криволинейной линейки и поверхНОСП1 нижнего валка. После этого полоса захватывается роликами 8 и 9, установленными на выходной стороне клети. . После того, как полоса охватывает валки, половины верхней и нижней криволинейных линеек перемещаются в направлении от валков с помощью щтоков гидродилиндров, тем самы предотвращая заклинивание полосы в зазоре между поверхностями валков и половинами криволинейных линеек в случае обрьша. После этого начинается прокатка. Если во время прокатки происходит обрыв полосы, то оба ее коица свободно и оперативно без навара валков извлекаются из прокатной клети, производится обрезка рваных концов. Далее все операдаи повторяются. рмула изобретения 1.Обводная направляющая проводка прокатной клети полосового стана, размещенная в станине клети и выполненная в виде криволинейных направляющих линеек, охватывающих бочки валков и установленных с возможностью возвратно-поступательного перемещения относительно них, отличающаяся тем, что, с целью удобства обслуживания клети при аварийном заклинива ши в ней полосы, каждая линейка выполнена. разъемной в средней ее частС причем каждая из половин линейки шарнирно установлена в стойках станины. 2.Проводка по п. 1,отличающая с я тем, что разъем линейки выполнен гребенчатым, а зубья гребней - изогнутыми в направлении от бочки валка. Источники информащ1и, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 371937, л. В 21 В 13/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| Проводка к триостану для автоматического задавания полосы из нижней пары валков в верхнюю | 1937 |
|
SU53949A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Обводной аппарат для предотделочных и чистовых клетей мелкосортных, проволочных и среднесортных прокатных станов | 1948 |
|
SU147996A1 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |