Изобретение относится к прокатному производству и может быть использовано в конструкциях прокатных клетей полосовых станов.
Известна обводная направляющая проводка прокатной клети полосового стана размещенная в станине клети и выполненная в виде криволинейных направляющих линеек охватывающих бочки валков и установленных с возможностью возвратно-поступательного перемещения относительно их. Причем каждая линейка выполнена разъемной в средней ее части а каждая из половин линейки шарнирно установлена в стойках станины.
Данная обводная направляющая проводка не обеспечивает надежность заправки полосы Она обеспечивает лишь удобства обслуживания клети при аварийном заклинивании в ней полосы
Наиболее близкой по технической сущности и достигаемому результату является рабочая клеть для прокатки полосы с огибанием валков полосой содержащая станину подушки с валками направляющие и прижимные ролики размещенные в станине проводки в виде разъемных посередине криволинейных направляющих линеек, охватывающих бочки валков с приводом их перемещения относительно валков. При этом клеть снабжена дополнительными гидроцилиндрами со штоками, а проводки - проушинами в местах разъема, через которые пропущены штанги, установленные на штоках дополнительных гидроцилиндров. Кроме того, криволинейные направляющие линеек выполнены в виде решеток.
Недостатком известной клети является ее конструкция, которая не позволяет обеспечивать надежную заправку полосы, поскольку в процессе заправки ее передний свободный конец на расстоянии около 3/4 длины криволинейной поверхности бочки валка не фиксируется относительно ее поверхности. Это приводит к утыканию переднего конца полосы в проводке и образованию между проводками и бочкой валков складок полосы, т.е. к прекращению процесса заправки. Особенно этот недостаток проявляется при заправке тонкой полосы, имеющей низкую продольную жесткость.
Кроме того, при переточке валков расстояние между внутренней поверхностью криволинейных направляющих и поверхностью бочки валка изменяется (увеличивает(Л
С
4 CJ
СО
Ю
ся
ся), что в еще большей степени ухудшает условия заправки. Для исключения, например, этого недостатка требуются специальные устройства для регулирования положения криволинейных направляющих относитель- но бочки валков.
Цель изобретения - повышение производительности путем исключения травмирования полосы при ее заправке в клеть.
В обводной направляющей проводке прокатной клети полосового прокатного стана, содержащей криволинейные направляющие линейки шарнирно связанные со штоком силового цилиндра привода их перемещения относительно прокатного валка. криволинейная направляющая линейка снабжена механизмом ее прямолинейного перемещения, выполненным в виде штока силового цилиндра, установленного в прямолинейных направляющих клети, и роли- ками, расположенными по их краям.
Для фиксации положения криволинейной направляющей относительно бочки валка в процессе заправки полосы онэ по краям снабжена двумя роликами, имеющими воз- можность вращения, которые в рабочем положении через контактирующую с валком полосу прижимаются к бочке валха с помощью механизма ее прямолинейного перемещения.
Ролики при заправке полосы прижимают ее к поверхности валка, способствуя более эффективному изгибу передней кромки к образующей бочки валка, обеспечивая беспрепятственное продвижение полосы вдоль бочки валка. Беспрепятственное продвижение полосы в зазоре между валком и криволинейной направляющей исключает утыкзние полосы в направляющую, ее травмирование и заклинивание при заправке. Тем самым снижается время на заправку полосы и увеличивается производительность стана.
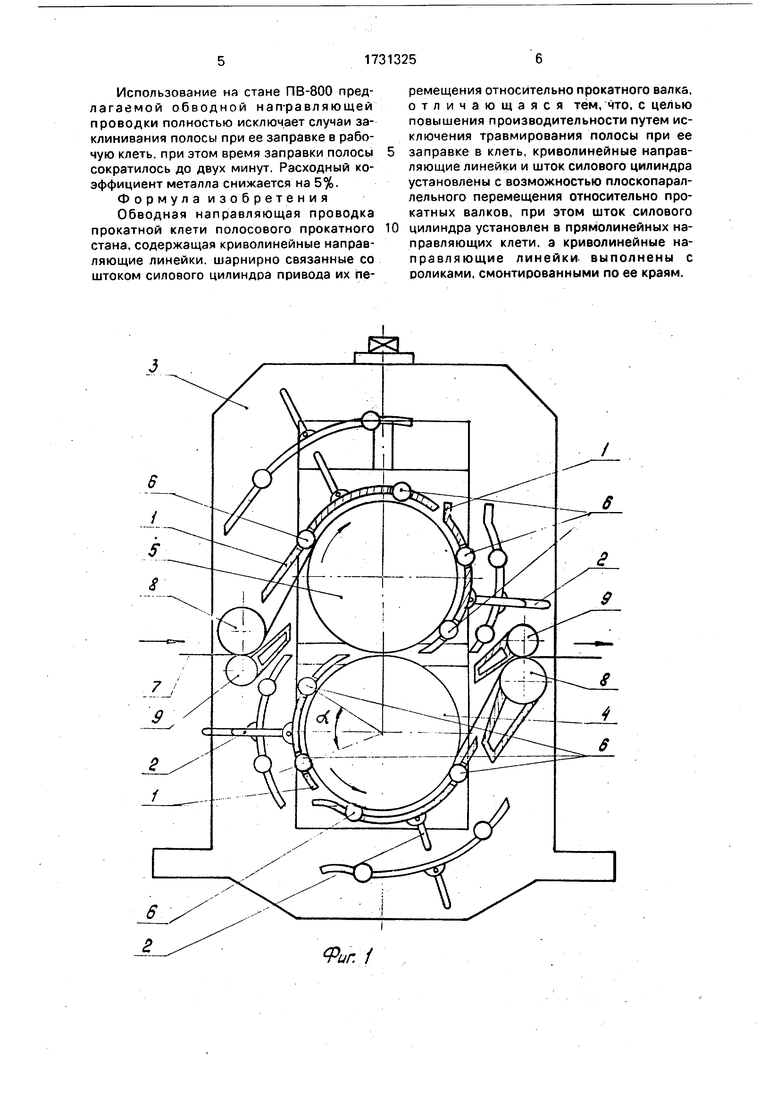
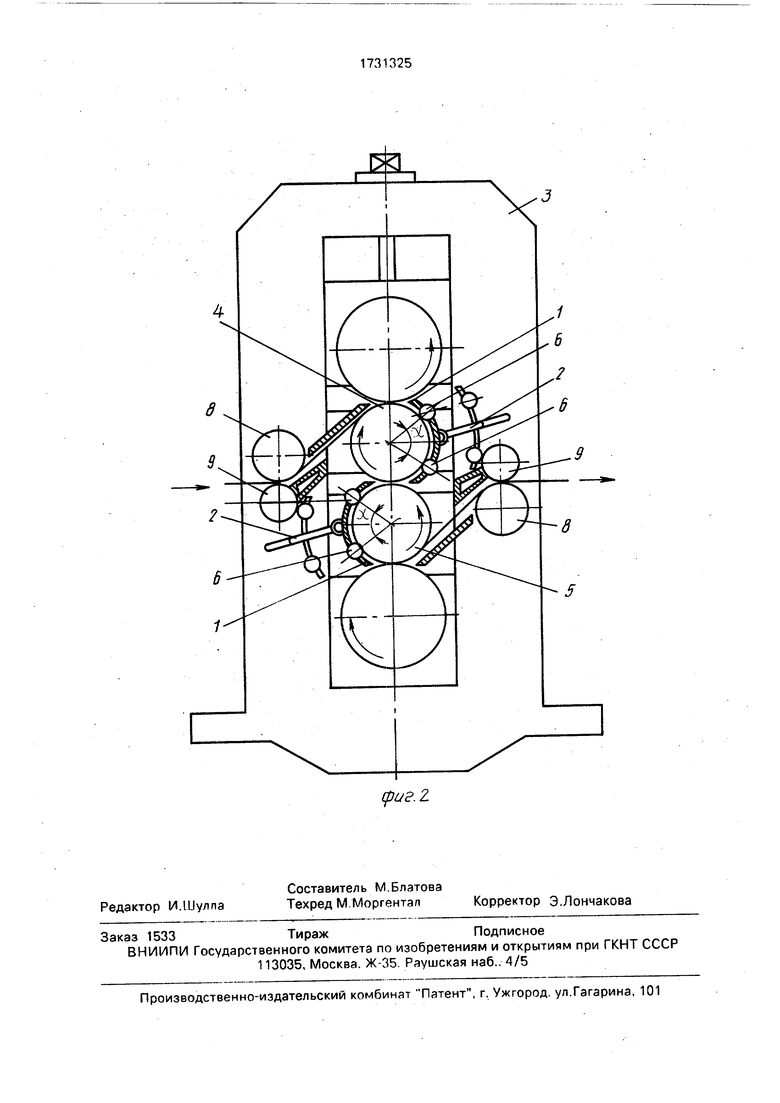
На фиг.1 представлена обводная на- правляющая проводка для прокатки полосы на стане дуо: на фиг 2 - то же, на стане кварто.
Обводная направляющая проводка прокатной клети полосового стана выполне- на в виде криволинейных направляющих линеек 1, закрепленных на штоках 2 силовых цилиндров, установленных в прямолинейных направляющих в станинах 3 клети Направляющие линейки охватывают бочки рабочих прокатных валков 4 и 5. На криволинейных направляющих линейках расположены неприводные вращающиеся ролики 6. На входе и выходе полосы 7 из клети установлены холостые 8 и прижимные 9 ролики. Угол между крайними роликами « 180°.
Обводная направляющая проводка работает следующим образом.
Перед задачей полосы в прокатную клеть криволинейные направляющие линейки 1 при помощи штоков гидроцилиндров перемещаются по направлению к валкам 4 и 5 до момента соприкосновения неприводных воащающихся роликов 6, расположенных на криволинейных направляющих линейках 1, с валками 4 и 5 клети. После этого полоса 7, идущая на заправочной скорости от разматычателя стана, захватывается холостым 8 и прижимным 9 роликами, установленными на входной стороне прокатной клети, попадает в зазор между поверхностью верхнего рабочего валка и верхней ,риволинейной направляющей линейкой, проходит под неприводными вращающимися роликами 6, далее, пройдя в зазоре между рабочими валками, попадает в зазор между поверхностью нижнего рабочего валка 4 и нижними криволинейными направляющими линейками, проходит под роликами 6 этих линеек, затем захватывается роликами 8 и Э. установленными на выходной стороне клети.
После того, как полоса охватывает валки, криволинейные направляющие линейки перемещаются в направлении от валков с помощью штоков силовых цилиндров, на которых они закреплены, и убираются в станину клети. После этого начинается прокатка. Если во время прокатки происходит обрыв полосы, то оба ее конца свободно и оперативно извлекаются из прокатной клети. Далее все операции повторяются,
П р и м е р. На металлургическом заводе установлен полосовой стан холодной прокатки ПВ-800. работающий с использованием процесса прокатки-волочения (ПВ) с охватом валков полосой. На стане используется завправочное устройство, работающее по принципу известного.
При прокатке полос из малоуглеродистых сталей типа 08кп. СтЗ и других толщиной 0,4-0,7 мм, шириной 400-600 мм в отожженном состоянии затрудняется заправка полосы в клеть из-за утыкания переднего конца полосы в проводку, что приводит к потере поперечной жесткости полосы, образованию поперечных складок и ее заклиниванию в пространстве между валком и направляющей поверхностью проводок. В ряде случаев требуется 2-5 и более перезаправок полосы, на что затрачивается 10-30 мин. В итоге снижается производительность стана, увеличивается расходный коэффициент металла.
Использование на стане ПВ-800 предлагаемой обводной нап-равляющей проводки полностью исключает случаи заклинивания полосы при ее заправке в рабочую клеть, при этом время заправки полосы сократилось до двух минут. Расходный коэффициент металла снижается на 5%. Формула изобретения Обводная направляющая проводка прокатной клети полосового прокатного стана, содержащая криволинейные направляющие линейки, шарнирно связанные со штоком силового цилиндра привода их пе
ремещения относительно прокатного валка, отличающаяся тем, что, с целью повышения производительности путем исключения травмирования полосы при ее заправке в клеть, криволинейные направляющие линейки и шток силового цилиндра установлены с возможностью плоскопараллельного перемещения относительно прокатных валков, при этом шток силового цилиндра установлен в прямолинейных направляющих клети, а криволинейные направляющие линейки выполнены с роликами, смонтированными по ее краям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| Прокатная клеть | 1990 |
|
SU1784301A1 |
| Проводковое устройство полосового прокатного стана | 1988 |
|
SU1577901A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Клеть прокатного стана | 1988 |
|
SU1509147A2 |
| ВТАЛКИВАТЕЛЬ СЛИТКОВ В ПРОКАТНУЮ КЛЕТЬ | 1992 |
|
RU2015759C1 |
Сущность изобретения: обводная направляющая проводка содержит криволинейные направляющие линейки с роликами, расположенными по ее краям. Линейки шарнирно связаны со штоком силового цилиндра, который установлен в прямолинейных направляющих. 2 ил.
Фиг. 1
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
