1
Описываемый станок может найти применение в машиностроении при нарезании резьб.
Известны резьбонарезные станки с механизмами многопроходной нарезки, выполненными в виде неподвижного кронштейна, по которо.му при помош,и эксцентрика Перемещается скалка; по резьбовому концу скалки движется гайка, несушая на себе шарнирно закрепленный верхний конец хомута управления резьбонарезной головкой.
Эти станки имеют следующие недостатки: промежуточные положения хомута (а значит и часть припуска, снимаемого за каждый проход) определяют по лимбу, что не обеспечивает необходимой точности в распределении припуска; нельзя автоматизировать и механизировать процесс нарезания резьбы в несколько проходов, смена комплекта гребенкодержателей осуществляется вручную с помощью винта с мелким шагом.
Описываемый станок позволяет повысить точность нарезания резьбы.
С этой целью механизм многопроходной нарезки оснащен поворотным барабаном, перемещаемым вдоль подвижных салазок, с концентрически расположенными на его торце пальцами, находящимися между упорами подвижных салазок и направляющих коробки скоростей, причем высота пальцев увеличивается, обеспечивая разбивку общего припуска под оораоотку на интервалы определенной величины, а число пальцев равно числу проходов резьбонарезания.
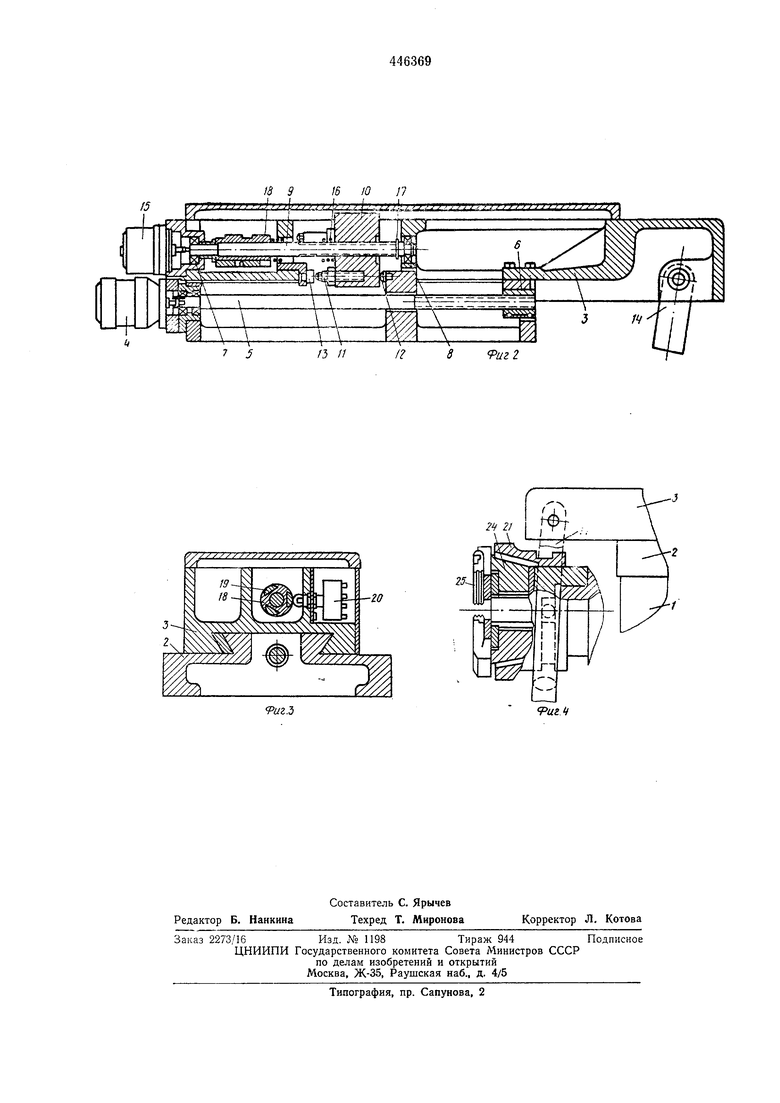
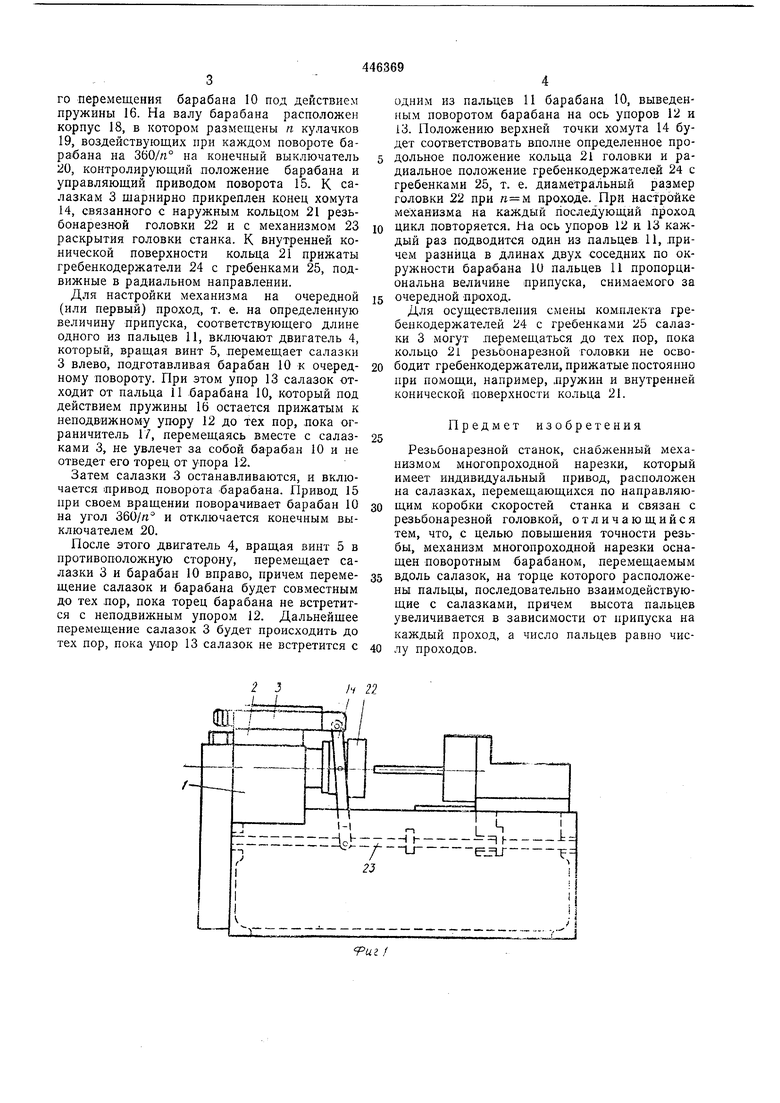
На фиг. 1 показан общий вид станка; на фиг. 2 и 3 - продольный и .поперечный разрезы по механизму многопроходной нарезки; на фиг. 4 - продольный разрез по резьбонарезной головке. На верхней плоскости корпуса коробки скоростей 1 станка смонтированы направляющие 2, на которых установлены салазки 3. Перемещение салазок осуществляется при помощп автономного привода, ручного или механизированного, например, от двигателя 4
при помощи винта 5 ii гайки 6. В расточках салазок 3 расположены опоры 7 и 8 вала 9, несущего поворотный барабан 10, перемещающийся в осевом направлении вдоль салазок и несущий я пальцев 11 разной длины (п-
число проходов при нарезании резьбы). Каждый из п пальцев совместно с корпусом барабана 10 является размерной проставкой между упором 12 на неподвижных направляющих 2 и упором 13 подвижных салазок 3 и задает
соответствующее крайнее правое положение салазкам, а следовательно, и верхнему концу хомута 14. Поворот вала 9 может осуществляться самостоятельным приводом 15. Барабан 10 подпружинен с помощью пружины 16.
На валу 9 установлен ограничитель 17 осевого перемещения барабана 10 под действием пружины 16. На валу барабана расположен корпус 18, в котором размещены п кулачков
19,воздействующих при каждом повороте барабана на 360/д° на конечный выключатель
20,контролирующий положение барабана и управляющий приводом поворота 15. К салазкам 3 шарнирно прикреплен конец хомута 14, связанного с наружным кольцом 21 резьбонарезной головки 22 и с механизмом 23 раскрытия головки станка. К внутренней конической поверхности кольца 21 прижаты гребенкодержатели 24 с гребенками 25, подвижные в радиальном направлении.
Для настройки механизма на очередной (или первый) проход, т. е. на определенную величину припуска, соответствующего длине одного из пальцев И, включают двигатель 4, который, вращая винт 5, .перемещает салазки 3 влево, подготавливая барабан 10 к очередному повороту. При этом упор 13 салазок отходит от пальца И барабана 10, который под действием пружины Ш остается прижатым к неподвижному упору 12 до тех пор, .пока ограничитель 17, перемещаясь вместе с салазками 3, не увлечет за собой барабан 10 и не отведет его торец от упора 12.
Затем салазки 3 останавливаются, и включается привод поворота -барабана. Привод 15 при своем вращении поворачивает барабан 10 на угол 360/rt и отключается конечным выключателем 20.
После этого двигатель 4, вращая винт 5 в противоположную сторону, перемещает салазки 3 и барабан 10 вправо, причем перемещение салазок и барабана будет совместным до тех .пор, пока торец барабана не встретится с неподвижным упором 12. Дальнейшее перемещение салазок 3 будет происходить до тех пор, пока упор 13 салазок не встретится с
2 3
одним из пальцев 11 барабана 10, выведенным поворотом барабана на ось упоров 12 и 13. Положению верхней точки хомута 14 будет соответствовать вполне определенное продольное положение кольца 21 головки и радиальное положение гребенкодержателей 24 с гребенками 25, т. е. днаметраЛьный размер головки 22 при п-т проходе. При настройке механизма на каждый последующий .проход
цикл повторяется, hla ось упоров 12 и 13 каждый раз подводится один из пальцев И, .причем разница в длинах двух соседних по окружности барабана 1U пальцев 11 пропорциональна величине припуска, снимаемого за
очередной проход.
Для осуществления смены ком.плекта гребепкодержателей 24 с гребенками 25 салазки 3 могут .перемещаться до тех пор, пока кольцо 21 резьбонарезной головки не освободит гребенкодержатели, прижатые постоянно при помощи, например, лружин и внутренней конической поверхности кольца 21.
Предмет изобретения
Резьбонарезной станок, снабженный механизмом многопроходной нарезки, который имеет индивидуальный привод, расположен на салазках, перемещающихся по направляющим коробки скоростей станка и связан с резьбонарезной головкой, отличающийся тем, что, с целью повышения точности резьбы, механизм многопроходной нарезки оснащен поворотным барабаном, перемещаемым вдоль салазок, на торце которого расположены пальцы, последовательно взаимодействующие с салазками, прячем высота пальцев увеличивается в зависимости от припуска на каждый проход, а число пальцев равно числу проходов.
1ч 22 8 иг2
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм раскрытия инструментальной головки резьбонарезного станка | 1972 |
|
SU472759A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Заточной станок | 1980 |
|
SU929404A1 |
| Механизм раскрытия инструменталь-НОй гОлОВКи РЕзьбОНАРЕзНОгО CTAHKA | 1979 |
|
SU806306A2 |
| Переносной станок для обработки концов деталей типа труб | 1974 |
|
SU541599A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| Металлорежущий станок | 1981 |
|
SU1053989A1 |