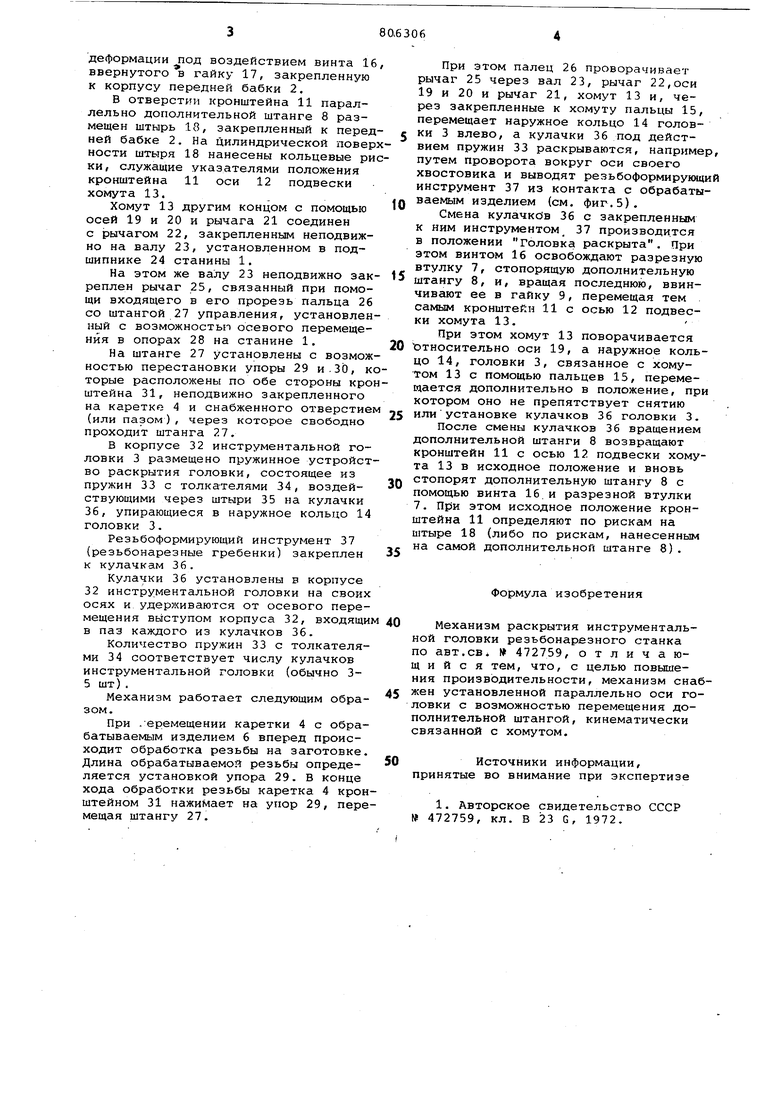
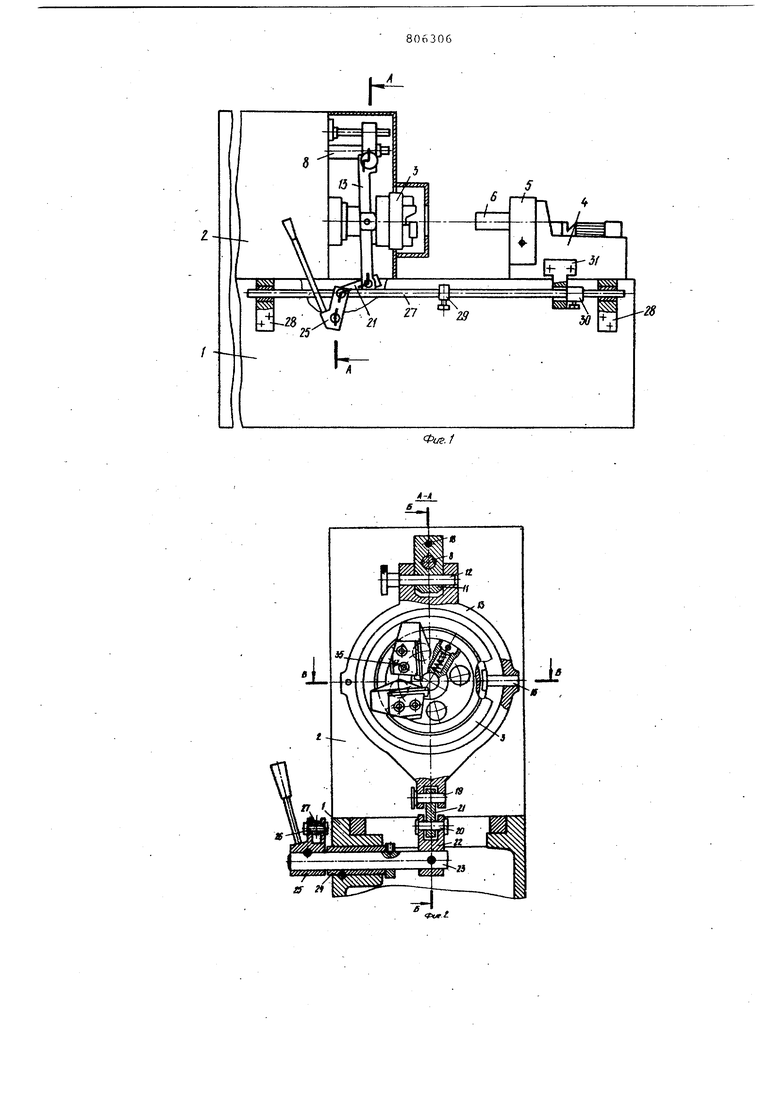
Изобретение относится к станкостроению, в частности к yc-ifpottcTsaM для нарезания резьбы. . По основному авт.св. 472759, известен механизм раскрытия инструмен тальной головки резбонарезного станка выполненный в виде поворотного хомута, связанного с наружным кольцом го ловки при помощи пальцев и со штангой управления посредством pычaгaff, Однако известное устройство имеет низкую производительность;труда. Цель изобретения - повышение производительности труда. Поставленная цель достигается за счет того, что механизм снабжен установленной параллельно Оси. головки с возможностью перемещения дополнительной штангой,кинематически связан ной С(.тсомутом, На фиг.1 изображен резьбообрабаты вающий станок с механизмом раскрытия инструментальной головки, общий вид/ На фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В.на фиг.2, положение Головка закрыта ; на фиг.5 то же, положение Головка раскрына фиг.6 - то же, положение для смены кулачков. На станине 1 резьбообрабатывающего станка неподвижно закреплена передняя бабка 2, на шпинделе которой закреплена инструментальная головка 3. Каретка 4 с установленным на ней зажимным устройством 5 для установки и закрепления обрабатываемого изделия 6 подвижно установлена на направляющих станины 1. В корпусе передней бабки 2 размещена с возможностью вращения и осевого перемещения во втулке 7 дополнительная штанга 8, ввер нутая резьбовым концом в гайку 9, жестко закрепленную к передней бабке 2, и несущая на переднем конце шарнирно установленный и ограниченный от осевого перемещения кольцом 10 кронштейн 11, к которому с помощью оси 12 подвешен хомут 13, охватывающий головку 3 и соединенный с наружным кольцом 14 головки с помощью двух пальцев 15, которые шарнирно закреплены к хомуту 13. Ось дополнительной штанги В параллельна оси инструментальной головки . 3. Втулка 7 дополнительной штанги 8 выполнена разрезной и предназначена для ее стопорения при
деформации под воздействием винта 16 ввернутого в гайку 17, закрепленную к корпусу передней бабки 2,
В отверстии кронштейна 11 параллельно дополнительной штанге 8 размещен штырь 18, закрепленный к передней бабке 2. На цилиндрической поверхности штыря 18 нанесены кольцевые риски, служащие указателями положения кронштейна 11 оси 12 подвески хомута 13.
Хомут 13 другим концом с помощью осей 19 и 20 и рычага 21 соединен с рычагом 22, закрепленным неподвижно на валу 23, установленном в подшипнике 24 станины 1.
На этом же валу 23 неподвижно закреплен рычаг 25, связанный при помощи входящего в его прорезь пальца 26 со штангой 27 управления, установленный с возможностью осевого перемещения в опорах 28 на станине 1.
На штанге 27 установлены с возможностью перестановки упоры 29 и. 30, которые расположены по обе стороны кронштейна 31, неподвижно закрепленного на каретке 4 и снабженного отверстием (или пазом) , через которое свободно проходит штанга 27.
В корпусе 32 инструментальной головки 3 размещено пружинное устройство раскрытия головки, состоящее из пружин 33 с толкателями 34, воздействующими через штыри 35 на кулачки 36, упирающиеся в наружное кольцо 14 головки 3.
Резьбоформирующий инструмент 37 (резьбонарезные гребенки) закреплен к кулачкам 36.
Кулачки 36 установлены в корпусе 32 инструментальной головки на своих осях и удерживаются от осевого перемещения вьгступом корпуса 32, входящим в паз каждого из кулачков 36.
Количество пружин 33 с толкателями 34 соответствует числу кулачков инструментальной головки (обычно 35 шт).
Механизм работает следующим образом.
При .еремещении каретки 4 с обрабатываемым изделием 6 вперед происходит обработка резьбы на заготовке. Длина обрабатываемой резьбы определяется установкой упора 29. В конце хода обработки резьбы каретка 4 кронштейном 31 нажимает на упор 29, перемещая штангу 27.
При этом палец 26 проворачивает рычаг 25 через вал 23, рычаг 22,оси 19 и 20 и рычаг 21, хомут 13 и, через закрепленные к хомуту пальцы 15, перемещает наружное кольцо 14 головки 3 влево, а кулачки 36 под действием пружин 33 раскрываются, наприме путем проворота вокруг оси своего хвостовика и выводят резьбоформирующ инструмент 37 из контакта с обрабатываемым изделием (см. фиг.5).
Смена кулачкОв 36 с закрепленным к ним инструментом, 37 производится в положении головка раскрыта. При этом винтом 16 освобождают разрезную втулку 7, стопорящую дополнительную штангу 8, и, вращая последнюю, ввинчивают ее в гайку 9, перемещая тем самым кронштейн 11 с осью 12 подвески хомута 13.
При этом хомут 13 поворачивается Ътносительно оси 19, а наружное кольцо 14, головки 3, связанное с хомутом 13 с помощью пальцев 15, перемещается дополнительно в положение, пр котором оно не препятствует снятию или установке кулачков 36 головки 3.
После смены кулачков 36 вращением дополнительной штанги 8 возвращают кронштейн 11 с осью 12 подвески хомута 13 в исходное положение и вновь стопорят дополнительную штангу 8 с помощью винта 16. и разрезной втулки 7. ПЕ)И этом исходное положение кронштейна 11 определяют по рискам на штыре 18 (либо по рискам, нанесенным на самой дополнительной штанге 8).
Формула изобретения
Механизм раскрытия инструментальной головки резьбонарезного станка по авт.ев 472759, отличающийся тем, что, с целью повышения производительности, механизм снабжен установленной параллельно оси головки с возможностью перемещения дополнительной штангой, кинематически связанной с хомутом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 472759, кл. В 23 G, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм раскрытия инструментальной головки | 1979 |
|
SU865569A1 |
| Механизм раскрытия инструментальной головки резьбонарезного станка | 1972 |
|
SU472759A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1973 |
|
SU398362A1 |
| Резьбонарезное устройство | 1982 |
|
SU1034859A1 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для нарезания наружной резьбы | 1982 |
|
SU1060366A1 |
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |

fvri
