Изобретение относится к станкостроению.
Целью изобретения является.расширение технологических возможностей станка путем обеспечения полной наружной фасонной обработки законцовок деталей малой жесткости и сложной формы при одновременном повышении точности путем повышения жесткости крепления деталей.
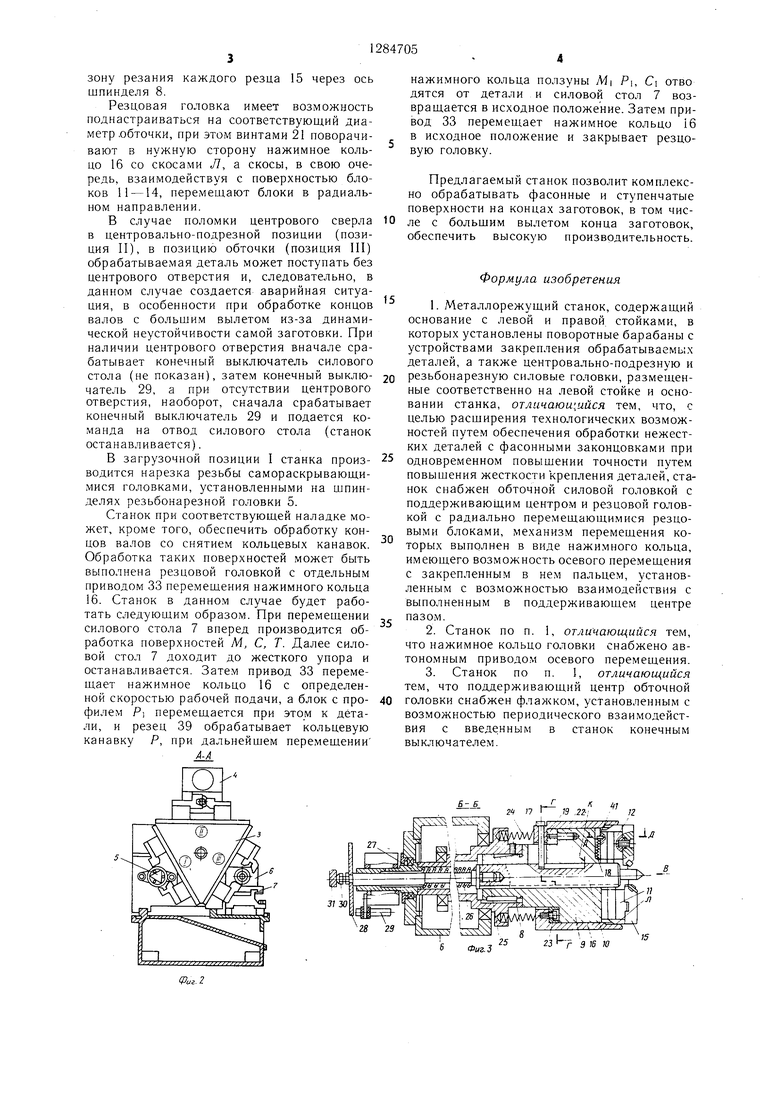
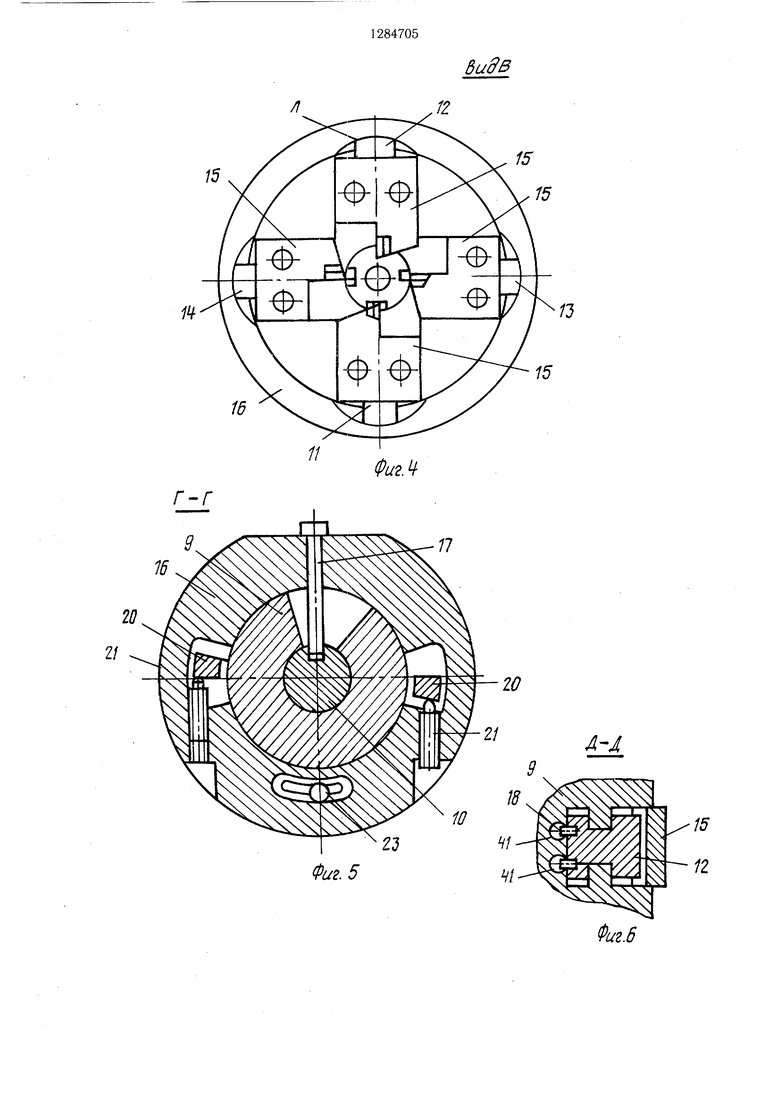
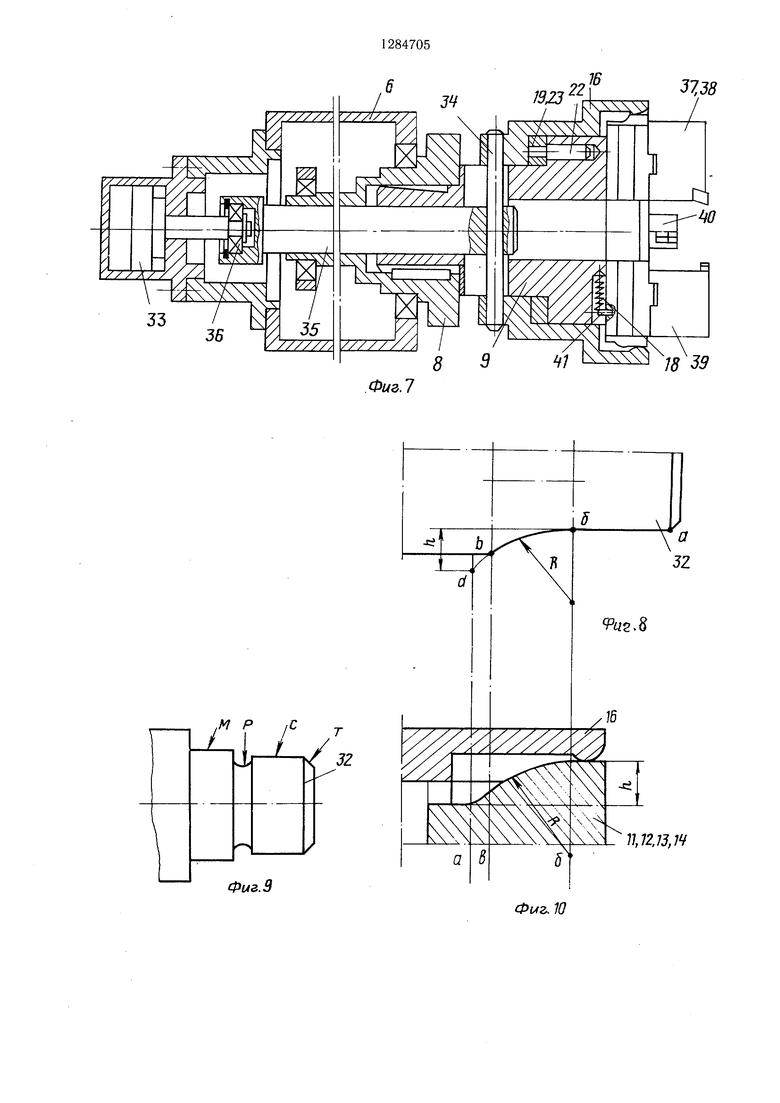
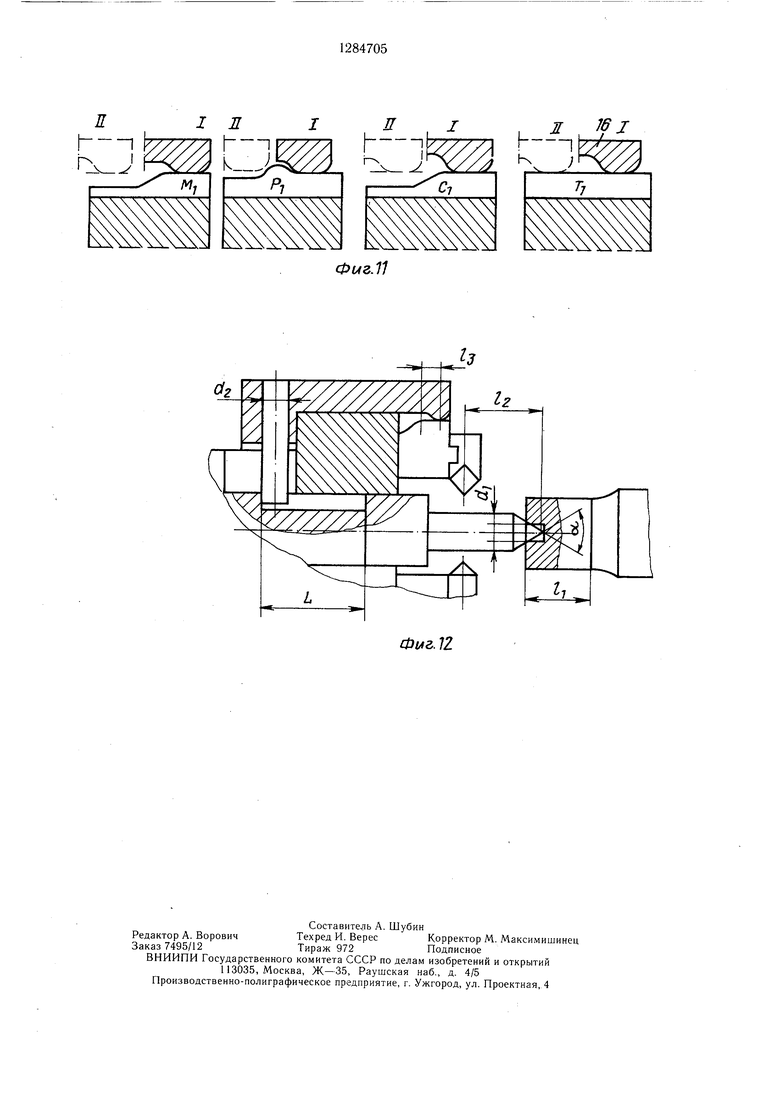
На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - сечение Д-Д на фиг. 3; на фиг. 7 - обточная силовая головка с индивидуальным приводом нажимного кольца через ось шпинделя без поддерживающего центра, вариант; на фиг. 8 и 9 - профили обрабатываемой детали; на фиг. 10 и 11 - профили копира; на фиг. 12 - схема расчета длины паза нажимного кольца.
Становк содержит станину 1, на верхней плоскости которой установлены стойки 2 с коробками приводов, несуш,ие 3-х-пози- ционные поворотные барабаны 3, центро- вально-подрезные силовые головки 4 (позиция II) и резьбонарезные головки 5 (позиция I - загрузочная). В позиции 1П барабана 3 сзади коробки привода 2 установлена обточная силовая головка 6 с силовым столом 7. На конце шпинделя 8 об- точной силовой головки б установлен корпус 9 резцовой головки, поддерживаюш,ий центр 10, в радиальных направляющих корпуса размешены резцовые блоки 11 -14 с резцами 15. Нажимное кольцо 16 через палец 17 взаимосвязано с пазом, выполненным на поддерживающем центре 10. Блоки 11 -14 прижаты к поверхностям Л нажимного кольца 16 пружинами 18. Взаимодействующие поверхности нажимного кольца 16 или блоков 11 -14, выполнены в виде копиров, соответствующих профилю обрабатываемой детали.
Регулировочный диск 19 имеет ущки 20 и взаимосвязан регулировочными винтами 21 с нажимным кольцом 16, а штифтом 22 - с корпусом 9. Диск 19 зафиксирован с зазором в осевом направлении винтом 23. Пружины 24 взаимодействуют с торцом нажимного кольца 16. Тяга 25 пружиной 26 прижата к торцу поддерживающего центра 10, на тяге установлена муфта 27. На конце тяги 25 установлен флажок 28, выполненный в виде диска, взаимодействующего с бесконтактным конечным выключателем 29, и регулировочный винт 30, взаимодействующий с жестким упором 31, установленным на корпусе привода подач силового стола 7.
Заготовка 32 устанавливается в устройствах крепления поворотных барабанов 3.
Для обработки на законцовках заготовок кольцевых канавок обточная силовая головка снабжается отдельным приводом 33
5
перемещения нажимного кольца 16, связанного с приводом 33 пальцем 34, тягой 35 и подшипником 36. Обточные резцы 37 и 38 обеспечивают обработку поверхностей М и С, подрезной резец 39 - поверхности Р, фасочный резец 40 - поверхности Т. Копиры блоков для обработки поверхностей М, Р, С и Т имеют профили М| РЬ С и Ть
Перемещение инструментальных блоков
11 -14 от обрабатываемой поверхности деталей осуществляется пружинами 18 сжатия через штифты 41. Каждый блок снабжен двумя пружинами.
Станок работает следующим образом.
г В позиции I б арабана 3 заготовка 32 ус- тианавливается в устройство закрепления и проходит последовательно обработку в каждой позиции поворотного барабана 3. В позиции II производится центрование, подрезка торцов и кольцевая цековка фаски заго0 товки 32 комбинированной резцовой головкой, установленной на шпинделе силовой головки 4. В позиции III производится обточка конца вала по наружному диаметру обточной силовой головкой. При перемещении силового стола 7 вперед по направлению ;: обрабатываемой заготовке 32, поддерживающий центр 10, взаимодействуя с центровым отверстием заготовки, преодолевая сопротивление пружины 26, перемещается в осевом направлении. При этом проQ изводится обточка конца заготовки (например, профиль а, б, в. При проточке цилиндрической поверхности (участок а-б) нажимное кольцо удерживается пружиной 24. При взаимодействии поверхности К паза поддерживающего центра 10 с паль5 цем 17, нажимное кольцо 6 вместе с диском 19, преодолевая сопротивление пружин 24, перемещается со скоростью рабочей подачи. При этом блоки 11 -14, несущие резцы 15, под воздействием пружин 18 и сил резания перемещаются в радиаль ном направлении на величину, обусловленную профильным участком копира, выполненным на поверхности блоков, т. е. осевая подача силового стола 7 в сочетании с радиальным перемещением ползунов
11 -14 обеспечивает перемещение режущих кромок резцов 15 по траектории копира, и, следовательно, профиль б-в детали с радиусом R будет соответствовать профилю копира, выполненного на блоках. Поддерживающий дентр обеспечивает жесткость
0 конца заготовки, а взаимосвязь его с пальцем - синхронность перемещения резцов. Далее силовой стол 7 возвращается в исходное положение и в конце обратного хода опорный винт 30 взаимодействует с жестким упором 31 и закрывает резцо5 вую головку для обработки следующей детали. Через муфту 27 и каналы на поверхности поддерживающего центра 10 сма- зочно-охлаждающая жидкость подводится а
зону резания каждого резца 15 через ось шпинделя 8.
Резцовая головка имеет возможность поднастраиваться на соответствующий диаметр .обточки, при этом винтами 21 поворачивают в нужную сторону нажимное кольцо 16 со скосами Л, а скосы, в свою очередь, взаимодействуя с поверхностью блоков 11 -14, перемещают блоки в радиальном направлении.
В случае поломки центрового сверла в центровально-подрезной позиции (позиция II), в позицию обточки (позиция III) обрабатываемая деталь может поступать без центрового отверстия и, следовательно, в данном случае создается аварийная ситуация, в особенности при обработке концов валов с большим вылетом из-за динамической неустойчивости самой заготовки. При наличии центрового отверстия вначале срабатывает конечный выключатель силового
10
нажимного кольца ползуны М PI, Ci отво дятся от детали и силовой стол 7 возвращается в исходное положение. Затем привод 33 перемещает нажимное кольцо 16 в исходное положение и закрывает резцовую головку.
Предлагаемый станок позволит комплексно обрабатывать фасонные и ступенчатые поверхности на концах заготовок, в том числе с большим вылетом конца заготовок, обеспечить высокую производительность.
Формула изобретения
15
1. Металлорежущий станок, содержащий основание с левой и правой стойками, в которых установлены поворотные барабаны с устройствами закрепления обрабатываемых деталей, а также центровально-подрезную и стола (не показан), затем конечный выклю- 20 резьбонарезную силовые головки, размещен- чатель 29, а при отсутствии центровогоные соответственно на левой стойке и осноотверстия, наоборот, сначала срабатываетвании станка, отличающийся тем, что, с
конечный выключатель 29 и подается ко-целью расширения технологических возможманда на отвод силового стола (станокностей путем обеспечения обработки нежестостанавливается)..ких деталей с фасонными законцовками при
В загрузочной позиции I станка произ- 25 одновременном повышении точности путем
водится нарезка резьбы самораскрывающимися головками, установленными на шпинделях резьбонарезной головки 5.
Станок при соответствующей наладке может, кроме того, обеспечить обработку концов валов со снятием кольцевых канавок. Обработка таких поверхностей может быть вь полнепа резцовой головкой с отдельным приводом 33 перемещения нажимного кольца 16. Станок в данном случае будет работать следующим образом. При перемещении силового стола 7 вперед производится обработка поверхностей М, С, Т. Далее силовой стол 7 доходит до жесткого упора и останавливается. Затем привод 33 перемещает нажимное кольцо 16 с определен30
35
повышения жесткости крепления деталей, станок снабжен обточной силовой головкой с поддерживающим центром и резцовой головкой с радиально перемещающимися резцовыми блоками, механизм перемещения которых выполнен в виде нажимного кольца, имеющего возможность осевого перемещения с закрепленным в нем пальцем, установленным с возможностью взаимодействия с выполненным в поддерживающем центре пазом.
2.Станок по п. 1, отличающийся тем, что нажимное кольцо головки снабжено автономным приводо.м осевого перемещения.
3.Станок по п. 1, отличающийся тем, что поддерживающий центр обточной
ной скоростью рабочей подачи, а блок с про-40 головки снабжен флажком, установленным с
филем Р) перемещается при этом к дета-возможностью периодического взаимодейстли, и резец 39 обрабатывает кольцевуювия с введенным в станок конечным
канавку Р, при дальнейщем перемещении выключателем. А-А
нажимного кольца ползуны М PI, Ci отво дятся от детали и силовой стол 7 возвращается в исходное положение. Затем привод 33 перемещает нажимное кольцо 16 в исходное положение и закрывает резцовую головку.
Предлагаемый станок позволит комплексно обрабатывать фасонные и ступенчатые поверхности на концах заготовок, в том числе с большим вылетом конца заготовок, обеспечить высокую производительность.
Формула изобретения
повышения жесткости крепления деталей, станок снабжен обточной силовой головкой с поддерживающим центром и резцовой головкой с радиально перемещающимися резцовыми блоками, механизм перемещения которых выполнен в виде нажимного кольца, имеющего возможность осевого перемещения с закрепленным в нем пальцем, установленным с возможностью взаимодействия с выполненным в поддерживающем центре пазом.
2.Станок по п. 1, отличающийся тем, что нажимное кольцо головки снабжено автономным приводо.м осевого перемещения.
3.Станок по п. 1, отличающийся тем, что поддерживающий центр обточной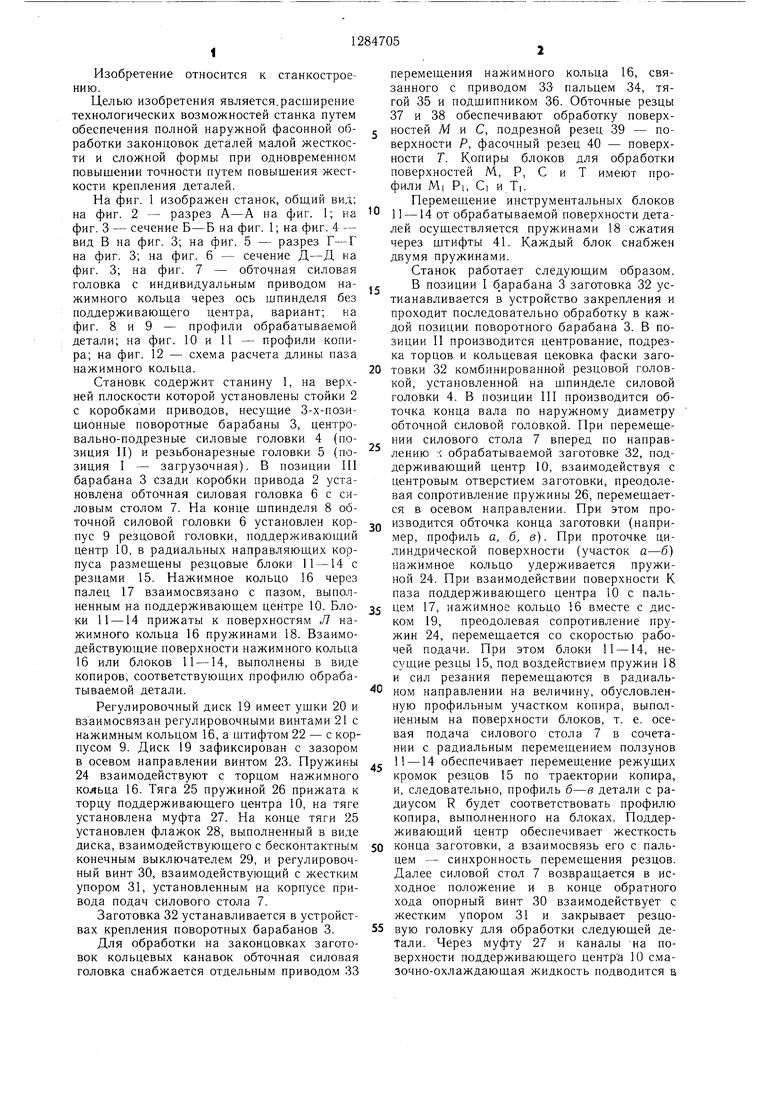
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| АЛМАЗНО-ОБТОЧКОЙ СТАНОК | 1973 |
|
SU364391A1 |
| ОПЕРАЦИОННО-ТРАНСПОРТНЫЙ РОТОР ДЛЯ НАРУЖНОЙ ОБТОЧКИ ДЕТАЛИ | 1967 |
|
SU201874A1 |
| КОПИРОВАЛЬНО-ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ | 1972 |
|
SU431004A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Алмазно-обточной станок | 1983 |
|
SU1114524A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
Изобретение относится к области станкостроения,, в частности к станкам для обработки фасонных законцовок удлиненных заготовок малой жесткости. Целью изобретения является расширение технологических возможностей станка и повышение точности обработки. На станине размещены стойки 2 с 3-х-позиционными поворотными барабанами 3, а также центровально-подрезная, резьбонарезная и обточная головки. Обточ- ная головка 6, снабженная приводом подачи перемеш,аюш,ихся в радиальном направлении инструментальных блоков, обеспечивает обработку фасонных законцовок деталей 32. Станок снабжен устройством блокировки при поломке инструментов. 2 з. п. ф-лы, 12 ил. (Л кэ СХ) о ел 7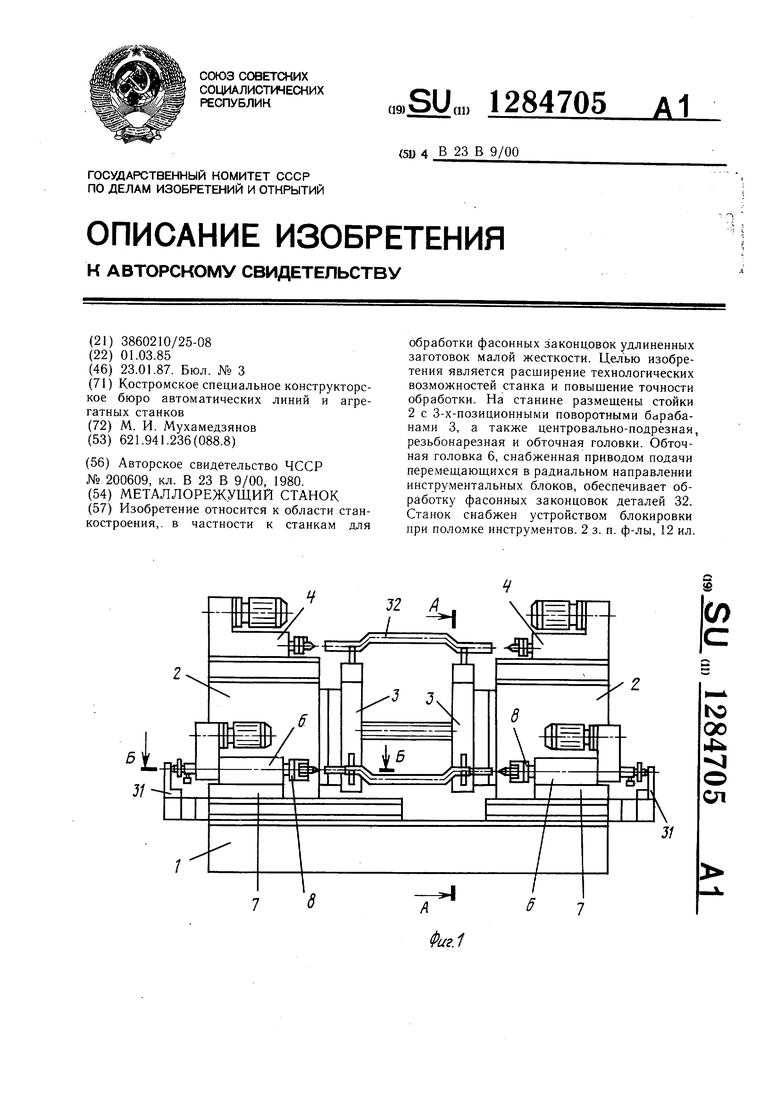
Б- Б
Л «7
6 Фиг.
1 23 9 № Ю
ВидВ
15
W
15
15
15
Фи2М
Фиг. 5
П
33
36
37,38
J8 9
Фие.7
м p ,c /;
Фиг. 9
11,12.13,14
Фи1г.Ю
ife
J
I Л
I-I
H
M,
1
I
ЛЩ .
оI x /т
7I Ci
1
I
, , /
I1
ь. ;
Фыг.11
. 12
| СПОСОБ ИНТЕНСИФИКАЦИИ ТЕПЛООБМЕНА МЕЖДУ ГАЗООБРАЗНОЙ СРЕДОЙ И ПОВЕРХНОСТЬЮНАГРЕВА | 0 |
|
SU200609A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
