(21)А128905/23-05
(22)04.10.86
(А6) 23,03.88. Бюл. № 11 (72) Е.С.Аникин, Г.П.Резепин, В.И.Савчик, А.Я.Альпин и В.Н.Шестов
(53)678.057.94:627.06:621.643(088.8)
(56)Авторское свидетельство СССР № 196287, кл. В 29 С 53/68, 1962.
Авторское свидетельство СССР № 912533, кл. В 29 D 23/22, 1979.
(54)УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБЧАТЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ
(57)Изобретение относится к изготовлению резиновых технических изделий
и предназначено для изготовления ре- зинотросовых трубчатых изделий, в частности рукавов и патрубков. Цель изобретения - расширение эксплуатационных возможностей устройства. Для этого средство для спиральной укладки нитевидной арматуры вьтолнено в виде обечайки 11 . Обечайка 11 имеет
на одном торце съемную дисковую фильеру 13, а на другом торце - втулку 14 с пальцем 15. Фильера 13 выполнена в виде набора сегментов с расположен- ньпчи по их внутреннему диаметру наклонно к образующей канавками для размещения нитевидной арматуры. Втулка 14 установлена на штанге 8 с возможностью относительного перемещения, Штанга 8 выполнена с замкнутой винтовой канавкой О , в которой размещен палец 15. Трубчатая оболочка образуется из листовой резины и концы отрезков нитевидной арматуры устанавливаются в отверстия средств 9 и 10 для их фиксации. Затем обечайка 11 приводится во вращение. При этом за счет взаимодействия пальца 15 с ка- навкой с) штанги 8 происходит одновременно и аксиальное перемещение обечайки с дисковой фильерой 13. В результате осуществляется спиральная укладка арматуры на трубчатую заготовку и вдавливание ее в резину. 1 з.п. ф-лы, 4 ил.
€
(Л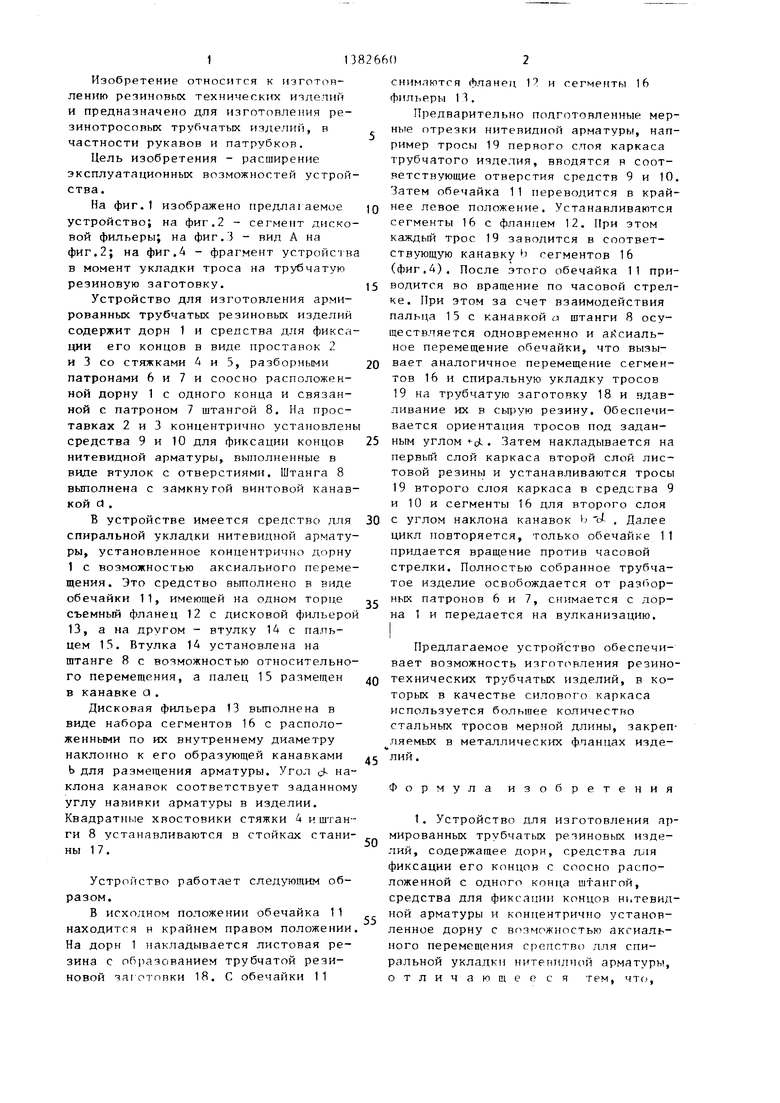
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ АРМИРОВАННЫХ ОБРЕЗИНЕННЫХ ПАТРУБКОВ | 2007 |
|
RU2373055C2 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Устройство для сборки бесконечных резинотросовых лент | 1989 |
|
SU1837014A1 |
| Устройство для нанесения оплетки на гибкий трубопровод | 1974 |
|
SU520312A2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU279042A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ АРМАТУРЫ ОТ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2037417C1 |
| Устройство для непрерывного изготовления длинномерных изделий | 1981 |
|
SU1028526A1 |
| Устройство для изготовления гибких шлангов с нитевидной арматурой | 1982 |
|
SU1222190A3 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |

б 913 12
П f X 5 7 ;5 J4
Дие.7
Изобретение относится к изготон- ленню резиновых технических изделий и предназначено для изготовления ре- зинотросовых трубчатых изделий, в частности рукавов и патрубков.
Цель изобретения - расширение эксплуатационных возможностей устройства.
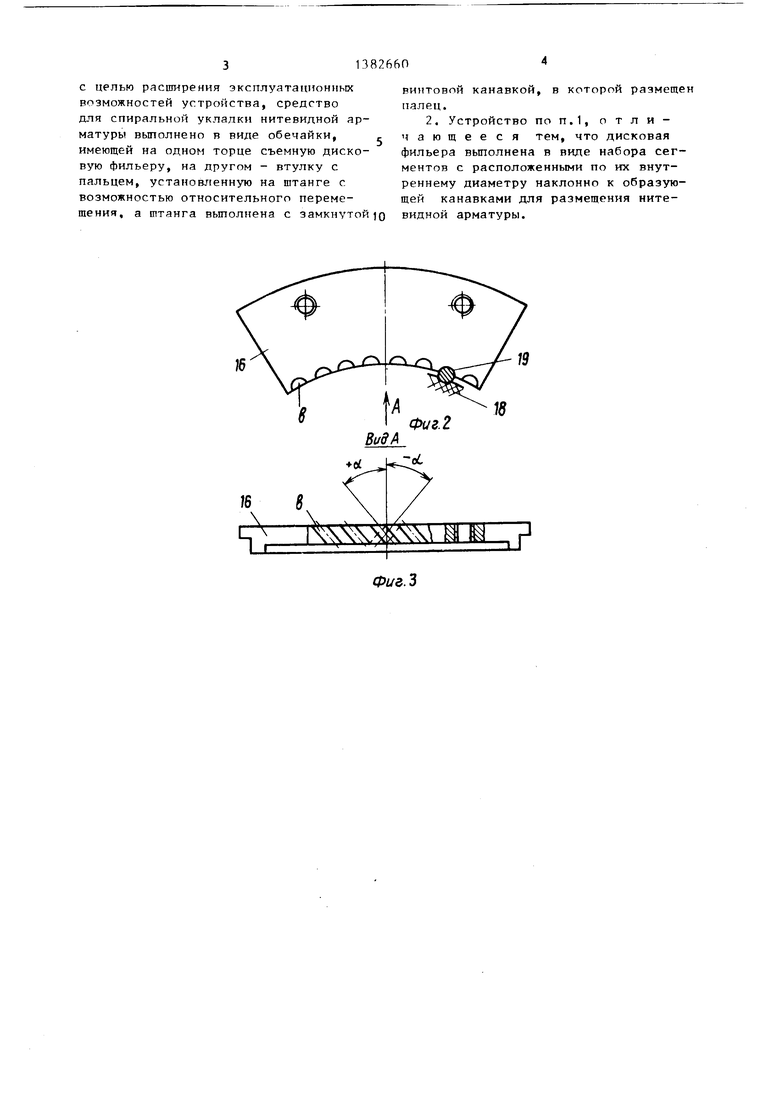
На фиг.1 изображено предлагаемое устройство; на фиг.2 - сегмент дисковой фильеры; на фиг. З - вид А на фиг.2; на фиг.А - фрагмент устройства в момент укладки троса на трубчатую резиновую заготовку.
Устройство для изготовления армированных трубчатых резиновых изделий содержит дорн 1 и средства для фиксации его концов в виде проставок 2 и 3 со стяжками 4 и 5, разборными патронами 6 и 7 и соосно расположенной дорну 1 с одного конца и связанной с патроном 7 штангой 8. На прос- тавках 2 и 3 концентрично установлены средства 9 и 10 для фиксации концов нитевидной арматуры, выполненные в виде втулок с отверстиями. Штанга 8 выполнена с замкнугой винтовой канавкой а .
В устройстве имеется средство для спиральной укладки нитевидной арматуры, установленное концентрично дорну 1 с возможностью аксиального перемещения. Это средство выполнено в виде обечайки 11, имеющей на одном торце съемный фланец 12 с дисковой фильерой 13, а на другом - втулку 1А с пальцем 15. Втулка 1Д установлена на штанге 8 с возможностью относительного перемещения, а палец 15 размещен в канавке а .
Дисковая фильера 13 вьтолнена в виде набора сегментов 16 с расположенными по их внутреннему диаметру наклонно к его образующей канавками Ь для размещения арматуры. Угол с наклона канавок соответствует заданному углу навивки арматуры в изделии. Квадратные хвостовики стяжки 4 и штанги 8 устанавливаются в стойках станины 1 7.
Устройство работает следующим образом.
В исходном положении обечайка 11 находится в крайнем правом положении, На дорн 1 накладывается листовая резина с образованием трубчатой резиновой заготовки 18. С обечайки 11
снимаются фланец 1 и сегменты 16 фильеры 13.
Предварительно подготовленные мерные отрезки нитевидной арматуры, например тросы 19 первого слоя каркаса трубчатого изделия, вводятся в соответствующие отверстия средств 9 и 10. Затем обечайка 11 переводится в крайнее левое положение. Устанавливаются сегменты 16 с флан1;ем 12. При этом каждый трос 19 заводится в соответствующую канавку Ь сегментов 16 (фиг.Д). После этого обечайка 11 приводится во вращение по часовой стрелке. При этом за счет взаимодействия пальца 15 с канавкой а штанги 8 осуществляется одновременно и а1 сиаль- ное перемещение обечайки, что вызывает аналогичное перемещение сегментов 16 и спиральную укладку тросов 19 на трубчатую заготовку 18 и вдавливание их в сырую резину. Обеспечивается ориентация тросов под задан- ным углом -с . Затем накладывается на первый слой каркаса второй слой листовой резины и устанавливаются тросы 19 второго слоя каркаса в средства 9 и 10 и сегменты 16 для второго слоя с углом наклона канавок Ь , Далее цикл повторяется, только обечайке 11 придается вращение против часовой стрелки. Полностью собранное трубчатое изделие освобождается от разборных патронов 6 и 7, снимается с дор- на 1 и передается на вулканизацию. I
Предлагаемое устройство обеспечивает возможность изготовления резинотехнических трубчатых изделий, в которых в качестве силового каркаса используется большее количество стальных тросов мерной длины, закреп- ляемых в металлических фланцах изделий.
Формула изобретения
с целью расширения эксплуатационных возможностей устройства, средство для спиральной укладки нитевидной арматуры вьтолнено в виде обечайки, имеющей на одном торце съемную дисковую фильеру, на другом - втулку с пальцем, установленную на штанге с возможностью относительного перемещения, а штанга вьшолнена с замкнутойJQ
Ц XkX
винтовой канавкой, в которой размещен палец.
Фиг.З
