Известны устройства для изготовления резиновых гофрированных рукавов, включающие горизонтально установленную камеру с нагревателями для вулканизации на дорне трубчатой заготовки, например, армированной прО|ВОЛочной спиралью, и приспособление для формования гофров заготовки, способом намотки на заготовку спиралей гибкого съемного прессующего элемента. В таких устройствах применена обогреваемая камера для периодической вулканизации в ней заготовок с намотанным по спирали формующим гофры гибким тросом, сматываемым после вулканизации рукава для последующего использования, что не позволяет вести процесс формования и вулканизации заготовок непрерывно, а также изготовлять рукава неограниченной длины путем опреосовки всей наружной поверхности заготовки.
Предлагаемое устройство отличается от известных тем, что каждое приспособление для формования спиральных гофров заготовок снабжено бесконечной гибкой армированной тросами прессующей лентой, непрерывно наматываемой и сматываемой с заготовки с помощью вращающегося от электропривода тягового барабана, фрикциоино связанного с натяжным роликом через прессующую ленту и с направляющими роликами, установленными у входного и выходного проемов вулканизационной камеры. В устройстве применены опорные ролики, смонтированные по осевой линии вулканизационной камеры для обеспечения вращения и аксиального перемещения
частей сборного дорна, соединенных муфтой сцепления, выполненной, например, в виде щипа с продольными пазами и пальцев, закрепленных на концах частей сборного дорна. Кроме того, устройство снабжено формующими муфтами, каждая из которых выполнена, например, в виде спиральной листовой пружины.
Это устройство повышает производительность труда, благодаря непрерывному изготовлению гофрированных рукавов неограниченной длины с опрессовкой заготовок по всему наружному контуру заготовки.
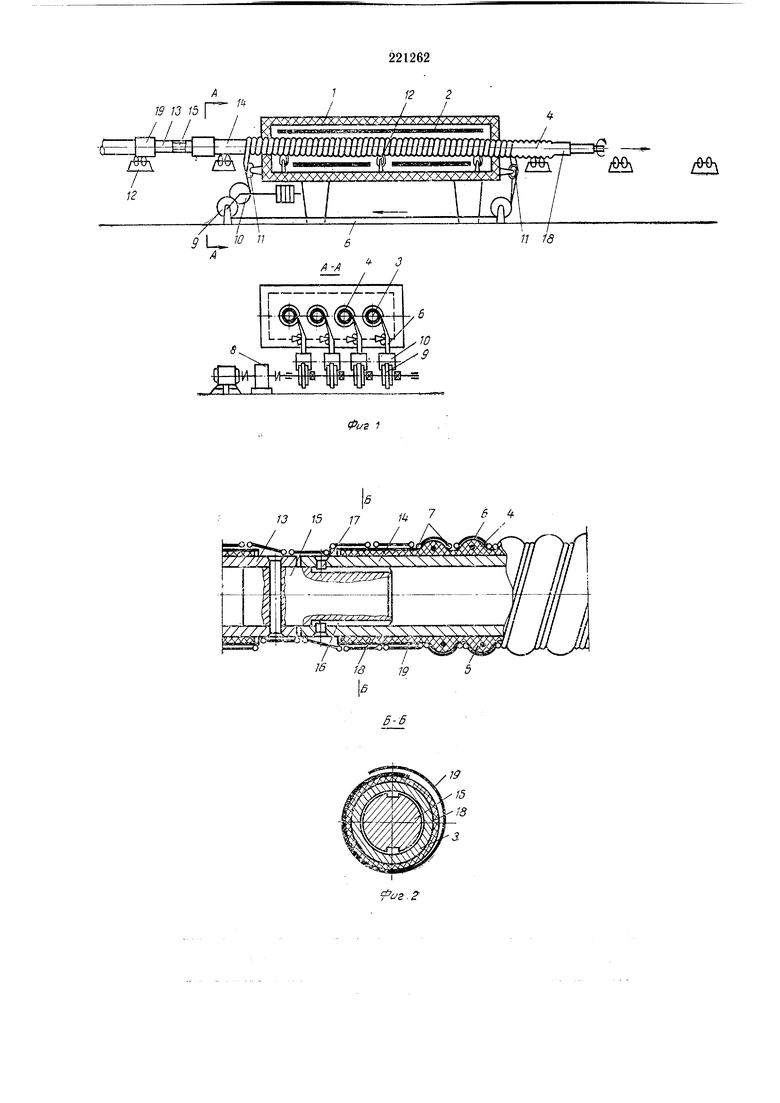
На фиг. 1 показано предлагаемое устройство, общий вид и разрез по А-Л; на фиг. 2-
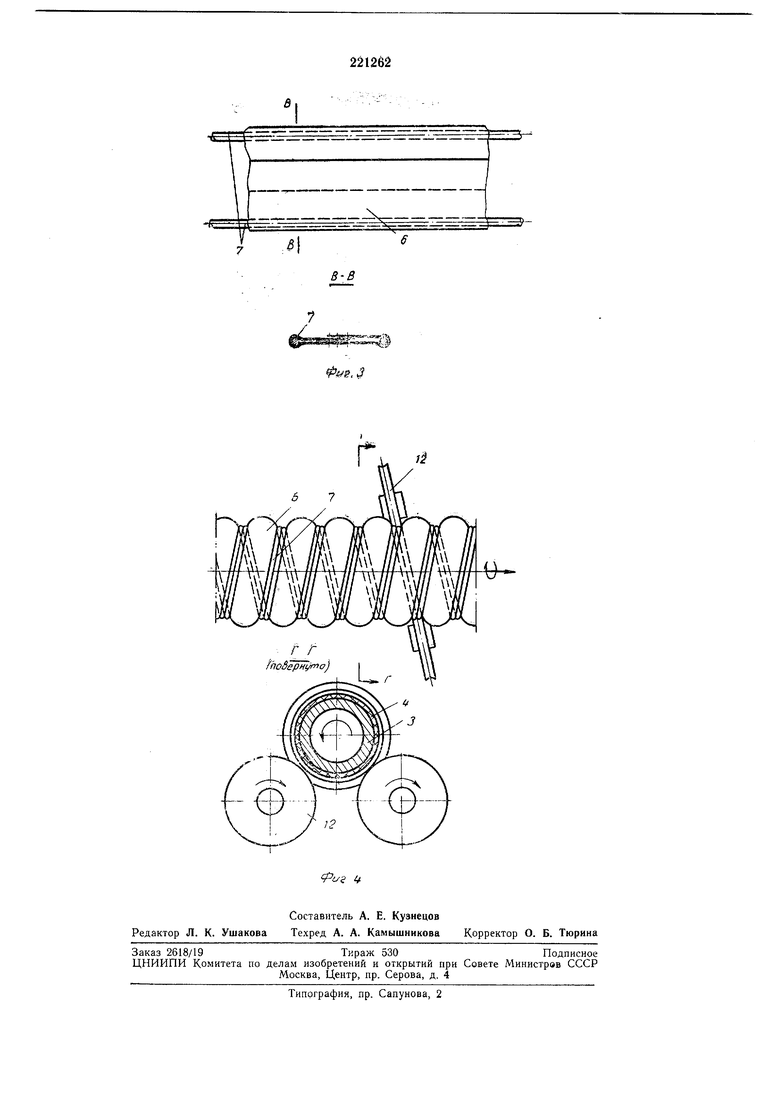
заготовка рукава с навитой прессующей лентой и разрез по Б-Б; па фиг. 3 - часть прессующей ленты, вид сверху и разрез по В-В; на фиг. 4 - опорные ролики, вид сверху и разрез по Г-Г с дорном и заготовкой.
Устройство включает горизонтально установленную камеру 1 с нагревателял1И 2 для вулканизации на дорне 3 трубчатой заготовки 4, например, армированной проволочной спиралью 5, и приспособление для формования
мотки на заготовку спиралей гибкого прессующего элемента.
Для одновременного формования сниральных гофров заготовок в устройстве применено несколько приспособлений, каждОе из которых снабжено бесконечной гибкой прессующей лентой 6, армированной тросами 7 по продольным кромкам и непрерывно наматываемой и сматываемой с заготовки 4 с помощью вращающегося от электропривода 8 тягового барабана 9, фрикционно связанного через прессующую ленту 6 с натяжным роликом 10 и с направляющими роликами 11, установленными у входного и выходного проемов вулканизационной камеры /.
В устройстве применены опорные ролики 12, смонтированные по осевой линии вулканизационной камеры / для обеспечения вращения и аксиального перемещения частей 13 и 14 сборного дорна 3, соединенных муфтой сцепления, выполненной, например, в виде щипа 15 с продольными пазами 16 и пальцев 17, закрепленных на концах частей 13 и 14 сборного дорна 3 и предотвращающих эти части от взаимного проворачи.вания.
Для формования в заготовке 4 манжет 18 устройство снабжено съемными формующими Mycf)TaMH, выполненными, например, в виде спиральной листовой пружины 19.
Перед включением устройства устанавливают и закрепляют опорные ролики так, чтобы плоскость их вращения совпала с углом навивки прессующих лент, которые наматывают на запасные части сборных дорнов - части, на которые не надеты заготовки. Эти части с частями дорнов, на которые надеты заготовки, устанавливают на опорные ролики и стыкуют, вводя радиальные пальцы в продольные пазы щипов. При включении вулкализационной камеры и приспособлений для формования спиральных гофроз заготовок каждая прессующая лента, сматываясь с запасной части, начинает вращать сборный дорн и перемещать запасную часть его к выходу из вулканизациоиной камеры. При несовпадении витков арматуры заготовки и витков прессующей ленты установку их регулируют вручную, притормаживая при этом поступательное движение заготовки, на которую навивается прессующая лента. По выходе стыка частей сборного дорна из вулкапизацнонной камеры с отпрессованной манжетой рукава снимают формующую муфту и передают ее для опрессовки второго манжета заготовки рукава. Перед окончанием работы устройства последнюю часть сборного
дорна с заготовкой стьжуют с запасной частью - без заготовки. После того, как прессующая лента будет намотана на запасную часть сборного дорна, устройство выключают, и таким образом, подготавливают его
для повторения непрерывного процесса формования и вулканизации резиновых рукавов ограниченной или неограниченной длины.
Предмет изобретения
1.Устройство для изготовления резиновых гофрированных рукавов, включающее горизонтально установленную камеру с нагревателями для вулканизации на дорне трубчатой заготовки, например, армированной проволочной спиралью, .и приспособление для формования гофров заготовки, отличающееся тем, что, с целью обеспечения непрерывного и качественного изготовления гофрированных рукавов, например неограниченной длины, каждое приспособление для формования спиральных гофров заготовки снабжено бесконечной гибкой армированной прессующей лентой, непрерывно наматываемой и сматываемой с заготовки с помощью вращающегося тягового барабана, фрикционно связанного через прессующую ленту с натяжным роликом и с направляющими роликами, установленны.ми у входного и
выходного проемов вулканизационной камеры.
2.Устройство по п. I, отличающееся тем, что применены опорные ролики, установленные по осевой линии вулканизационной камеры для
обеспечения вращевия и аксиального перемещения частей сборного дорна, соединенных муфтой сцепления, выполненной, например, в виде щипа с продольными пазами и пальцев, закрепленных на концах частей сборного дорна.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью обеспечения формования на заготовке манжет, устройство снабжено фор.мующими муфтами, каждая из которых выполнена, например, в виде спиральной листовой пружины.
19 ;j /5 p°

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ12 | 1971 |
|
SU426858A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 1965 |
|
SU171545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
13 15 77 f .
