1
Изобретение относится к области полупроводникового приборостроения.
Известен способ контроля качества соединений элементов конструкции полупроводниковых приборов, который заключается в том, что р-п-переход электрически прогревают одинаковой для всех приборов мощностью до достижения стационарного режима, затем регистрируют интенсивность инфракрасного излучения с поверхности кристалла полупроводникового прибора, преобразовывают инфракрасное излучение в электрический сигнал и сравнивают его с допустимым значением для бездефектного образца.
Однако необходимым условием измерений по предлагаемому способу является открытая поверхность кристалла, что достигается контролем приборов в негерметизированном или разрушенном состоянии и, кроме того, способ трудоемок и малопроизводителен.
Для осуществления неразрушающего контроля при одновременном повышении производительности по предлагаемому способу изменяют скорость изменения во времени какоголибо температурно-чувствительного параметра, например прямого падения напряжения, причем импульсы тока устанавливают с длительностью большей, чем постоянная времени кристалла, но меньшей, чем постоянная времени прибора.
Описываемый способ основан на эффекте взаимодействия раснространяющейся от р-пперехода по прибору тепловой волны с дефектом в области соединения конструктивных элементов прибора (например, в месте пайки или сварки).
Сущность способа заключается в следующем. При прохождении импульса тока через
р-п-переход, тепловая мощность, выделившаяся в р - /г-переходе, начинает распространяться в виде тепловой волны от кристал.1а к периферийным участкам прибора. Дойдя до участка прибора, в котором имеется дефексоединения (некачественная сварка или пайка), тепловая волна частично отражается от места дефекта (коэффициент отражения зависит от степени дефектности), что, в свою очередь, вызывает дополнительный прогрев
кристалла и повышение его температуры.
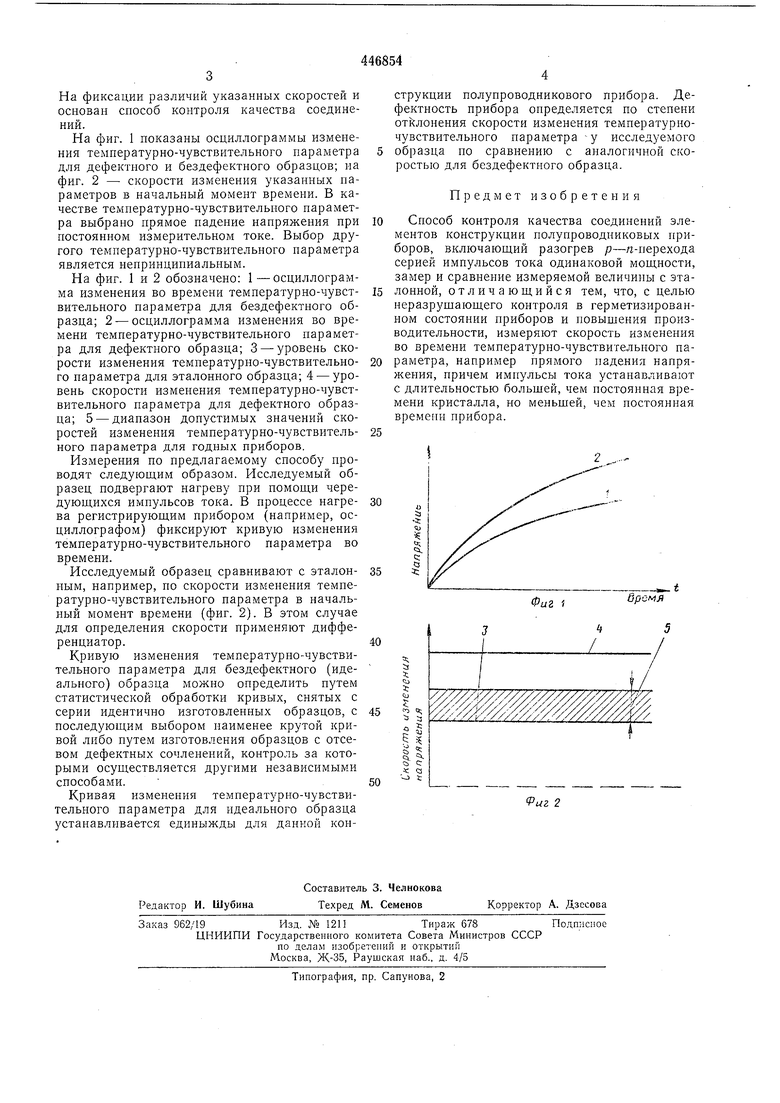
Если длительность импульса подогрева вы; брана больщей, чем время распространения волны до возможного дефекта, то при нестационарном (неустановившемся) процессе прогрев кристалла у образца с дефектом значительно отличается от прогрева кристалла у бездефектного образца. В связи с этим скорость изменения измеряемого температурночувствительного параметра у дефектного образца больше, чем у бездеф|ектного образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
| СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК КРЕМНИЕВЫХ ПЛАСТИН С ВНУТРЕННИМ ГЕТТЕРОМ | 1991 |
|
RU2009575C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА МЕТАЛЛИЗАЦИИ | 1983 |
|
SU1152449A1 |
| СПОСОБ КОНТРОЛЯ ОДНОРОДНОСТИ СТРУКТУРЫ МОЩНЫХ ТРАНЗИСТОРОВ | 1980 |
|
SU923281A1 |
| Способ обнаружения дефектов в поверхности диэлектрических и полупроводниковых материалов | 1990 |
|
SU1784878A1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| СПОСОБ ТЕСТИРОВАНИЯ СВЕТОДИОДА | 2016 |
|
RU2617148C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕХАНИЧЕСКИХ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2579546C1 |
| Способ контроля качества соединений элементов конструкции полупроводниковых приборов | 1981 |
|
SU1012161A1 |
