Изобретение относится к области электротехники, в частности к оборудованию для производства электровакуумных приборов, например люминесцентных ламп.
Известен автомат для мойки и сушки стеклянных трубок и нанесения на них люминофорного -покрытия, в котором технологический конвейер выполнен вертикально замкнутым так, что его рабочие гнезда удерживают стеклянные трубки в верти-кальном-положении, а конвейеры для подачи заготовок и удаления полуфабрикатов расположены с противоположных сторон-технологического конвейера параллельно осям его звездочек. Основными недостатками такого автомата являются большие Габариты и тяжелые условия оболуживаняя. Кроме того, готовые полуфабрикаты транспортируются в горизонтальном положений, в то время как для последующей операции они должны быть установлены в вертикальное положение,
В пре.1У1агаемом-автомате на цепи конвейера закреплены кронштейны - коробчатой формы, в которых свободно установлены кассеты с размещенными в них сте.клянными -трубками, удерживаемыми при помощи рабочих гнезд, расположенных на кассетах. -Для автоматической загрузкии съема кассет служат вилка с реверсивным приводом и манипулятор, который выполнен в виде рамки с направляющими и имеет механизмы пово-; :рота, подачи и досылания обработанных стеклянных трубок в рабочие гнезда конвейера для удаления.
Такое выполнение автомата позволяет повысить производительность и надежность в работе, уменьшить его габариты и улучшить.условия обслуживания.,
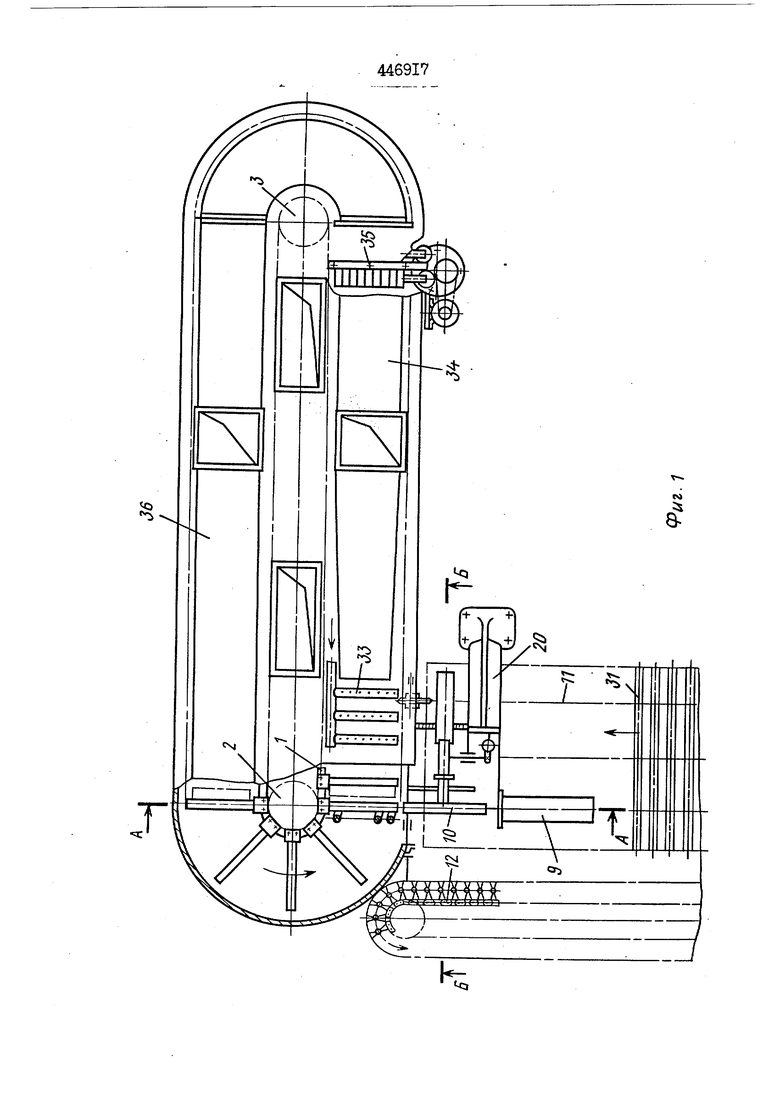
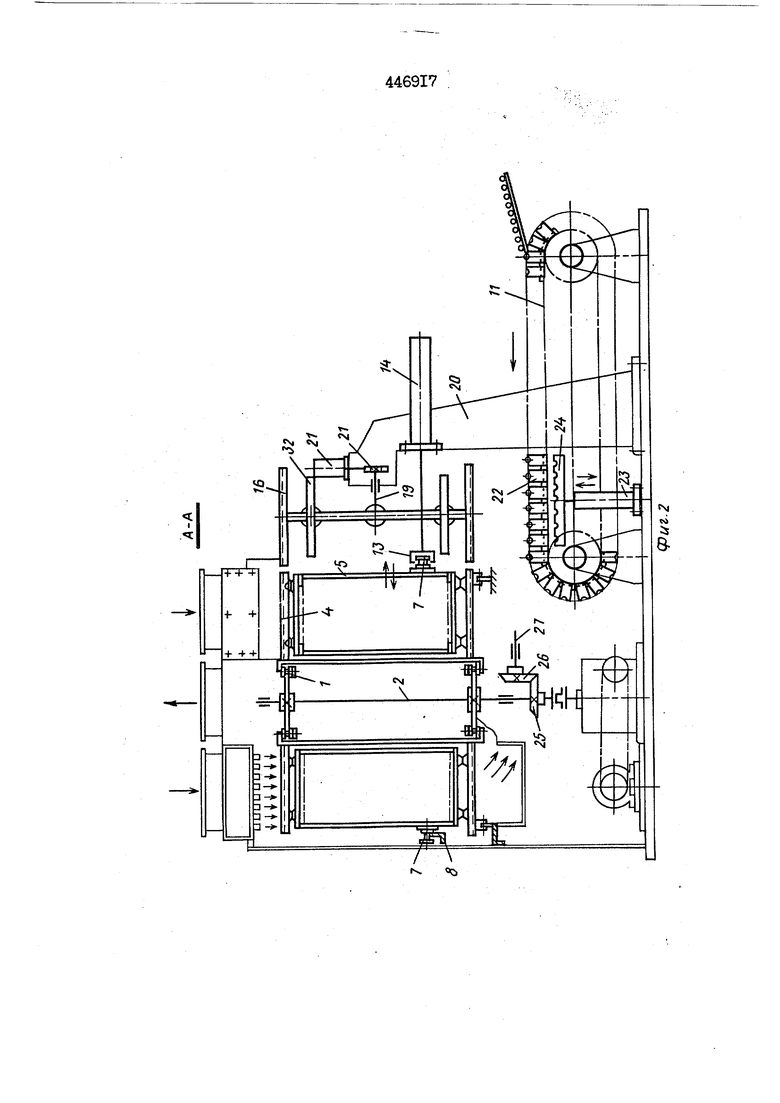
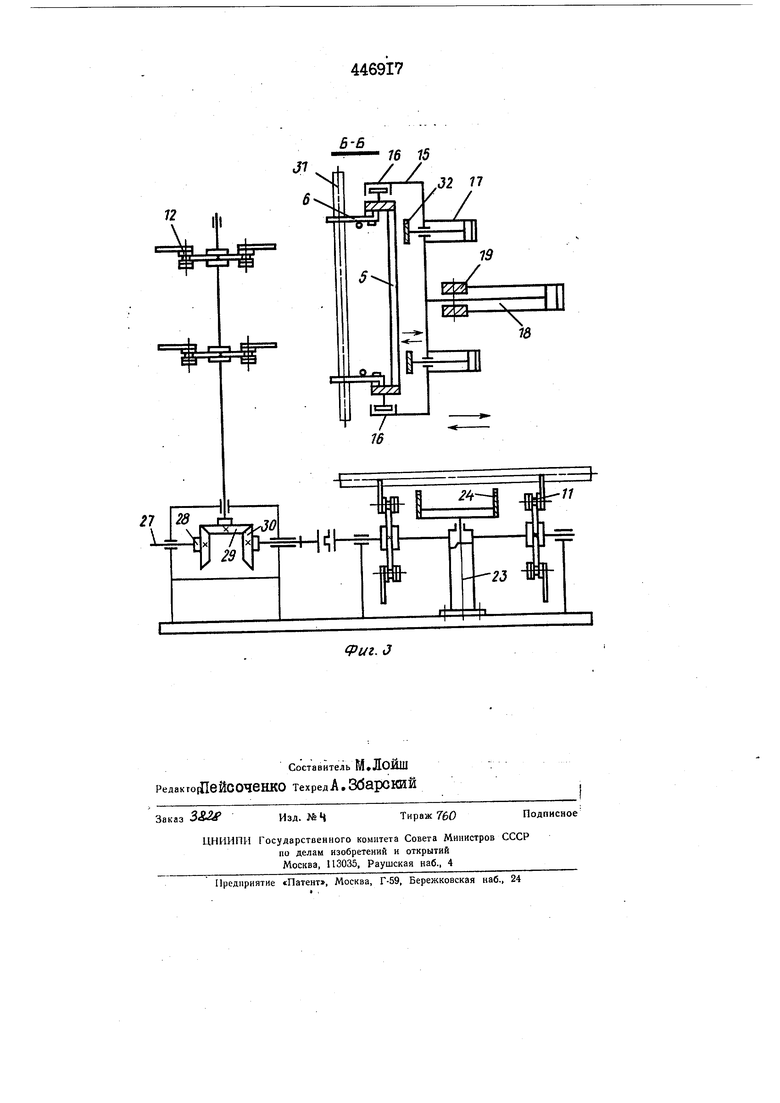
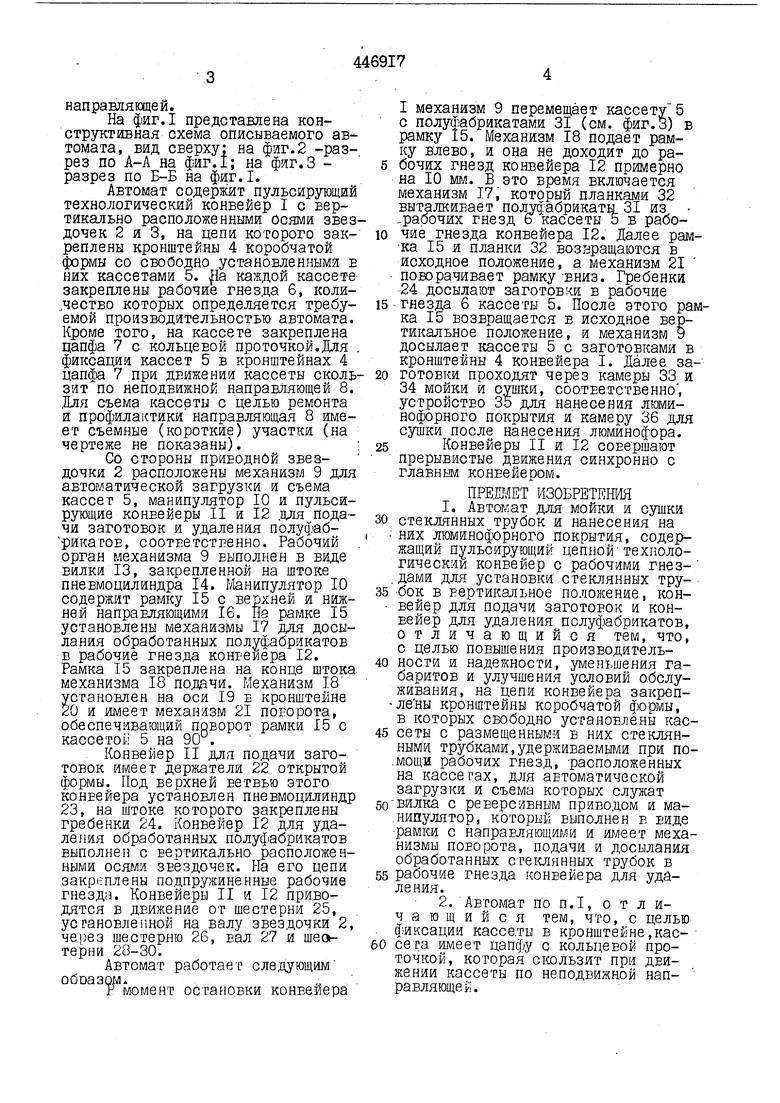
Для фиксации кассеты в кронштейне она имеет цапфу с кольцевой проточюй, которая скользит при Iдвижении кассеты по неподвижной направляющей. На фиг.1 представлена конструктивная схема описываемого автомата, вид сверху; на фиг.2 -разрез по А-Л на фиг.1; на фяг.З разрез по Б-Б на фиг.1. Автомат содержит пульсирующий технологический конвейер I с вертикально расположенными беями звез дочек 2 и 3, на цепи которого закреплены кронштейны 4 коробчатой формы со свободно установленными в них кассетами 5. 1а каждой кассете закреплены рабочие гнезда 6, количество которых определяется требуемой производительностью автомата. Кроме того, на кассете закреплена цапфа 7 с кольцевой проточкой.Для фиксации кассет 5 в кронштейнах 4 цапйа 7 при движении кассеты сколь зитпо неподвижной направляющей 8. Для съема кассеты с целью ремонта и профилактики направляющая 8 имеет съемные (короткие) участки (на чертеже не показаны). Со стороны приЕОДнОй звездочки 2 расположены механизм 9 для автоматической загрузки и съема кассет 5, манипулятор 10 и пульсирующие конвейеры II и 12 .пля подачи заготовок и удаления полуфабрикагов, соответственно. Рабочий орган механизма 9 выполнен в виде вилки 13, затфепленной на штоке пневмоцилиндра 14. Манипулятор 10 содержит рамку 15 с верхней и нижней направляющими 16. Hs рамке 15 установлены механизмы 17 для досылания обработанных полуфабрикатов в рабочие гнезда конвейера 12. Рамка 15 закреплена на конце штока механизма 18 подачи. Механизм 18 установлен на оси 19 Е кронштейне 20 и имеет механизм 21 поворота, обеспечивающий поворот рамки 15 с кассе Toii 5 на 90 . . Конвейер II для подачи заготовок имеет держатели 22 открытой формы. Под верхней ветвью этого конЕейера установлен пневмоцилиндр 23, на штоке которого закреплены гребенки 24. Конвейер 12 для удаления обработанных полуфабрикатов выполнен с Еертикально расположенными осшли звёздочек. Fla его цепи закреплены подпружиненные рабочие гнезда. Конвейеры II и 12 приводятся в движение от шестерни 25, установленной на валу звездочки 2, че)ез шестерню 26, вал 27 и шеоетерни 28-30. Автомат работает следующим обоазом.„ Р момент остановки конвейера I механизм 9 перемещает кассету5 с полуфабрикатами 31 (см. фиг.З) в рамку 15. Механизм 18 подает рамку влево, и она не доходит до рабочих гнезд конвейера 12 примерно на 10 шл. В это время включается механизм 17, который планками 32 выталкивает полжабрикаты 31 из -.рабочих гнезд в кассеты 5 в рабочие гнезда конвейера 12. Далее рамка 15 и планки 32 возвращаются в исходное положение, а механизм 21 поворачивает рамку -вниз. Гребенки 24 досылают заготовки в рабочие гнезда 6 кассеты 5. После этого рамка 15 возвращается в исходное вертикальное положение, и механизм 9 досылает кассеты 5 с заготовками в кронштейны 4 конвейера I. Далее заготовки проходят через камеры 33 и 34 мойки и сушки, соответственно , устройство 35 для нанесения люминооррного покрытия и камеру 36 для сушки после нанесения люминофора. Конвейеры II и 12 совершают прерывистые движения синхронно с .главным конвейером. ПРЕ,ЩЕТ ИЗОБРЕТЕ1-ШЯ 1.Автомат для мойки и сушки стеклянных трубок и нанесения на них люминофюрного покрытия, содержащий пульсирующий цепнойтехнологический конвейер с рабочими гнездами для установки стеклянных тру- -бок в Еертикальное положение, конвейер для подачи заготовок и конвейер для удаления полуфабрикатов, отличающийся тем, что, с целью повышения производительности и надежности, уменьшения габаритов и улучшения условий о.бслуживания, на цепи конвейера закреплены кронштейны коробчатой формы, в которых свободно установлены кассеты с размещенныМИ в них стеклянными трубками,удерживаемыгли при помощи рабочих гнезд, расположенных на кассетах, для автоматической загрузки и съема которых служат вилка с реверсивным приводом и манипулятор, который выполнен в виде рамки с направляющими и шлеет механизмы поворота, подачи и досылания обработанных стетшянных трубок в рабочие гнезда конвейера для удаления. 2.Автомат по п.1, отличающийся тем, что, с целью фиксации кассе.ты в кронштейне,кас- сета имеет цапфу с кольцевой проточкой, которая скользит при движении кассеты по неподвижной направляющей.
го
и/
72
Риг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ПУШКИ | 2001 |
|
RU2195617C1 |
| АВТОМАТ ДЛЯ МОЙКИ, СУШКИ И НАНЕСЕНИЯЛЮМИНОФОРНОЙ СУСПЕНЗИИ НА ВНУТРЕННЮЮПОВЕРХНОСТЬ СТЕКЛЯННЫХ ТРУБОК | 1972 |
|
SU420010A1 |
| АВТОМАТ ДЛЯ МОЙКИ, СУШКИ И НАНЕСЕНИЯ ЛЮМИНОФОРА НА ТРУБЧАТОЕ СТЕКЛО | 1973 |
|
SU391642A1 |
| АВТОМАТИЧЕСКИЙ МЕХАНИЗМ ЗАРЯЖАНИЯ ТАНКОВОЙ ПУШКИ, КАССЕТА ДЛЯ РАЗМЕЩЕНИЯ ВЫСТРЕЛА И СПОСОБ ЗАКРЕПЛЕНИЯ ВЫСТРЕЛА В КОНВЕЙЕРЕ АВТОМАТИЧЕСКОГО МЕХАНИЗМА ЗАРЯЖАНИЯ | 2007 |
|
RU2361169C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| ОРУДИЙНАЯ УСТАНОВКА | 1999 |
|
RU2174208C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| БОЕВОЕ ОТДЕЛЕНИЕ ТАНКА (ВАРИАНТЫ) | 2005 |
|
RU2285225C1 |
| БОЕВОЕ ОТДЕЛЕНИЕ ТАНКА | 2005 |
|
RU2290595C1 |