Известный автомат для изготовления радиаторных пластин и сборки многорядных трубчатых автомобильных радиаторов иробивает отверстия в листе, отрезает пластины и насаживает их на трубки, собранные в кассете. Пластины напрессовываются кареткой с захватами, совершающей возвратно-поступательное движение по подвижному копиру. Для перемещения пластин на направляющие ножи, установленные в кассете, служит досылатель. Шаг между пластинами равен величине подъема копира за один ход нресса, а точность шага определяется быстротой отбрасывания захватов. Электродвигатель через приводной вал передает движение подвижным узлам и механизмам автомата.
Для набора тепловозных радиаторов описанный автомат мало пригоден, так как при наборе радиаторов больших размеров значительно возрастают габариты автомата. КроМб того, точность щага пластин невысока, скорость напрессовки и производительность автомата ограничены.
Предлагаемый автомат можно использовать для набора тепловозных радиаторов. От известного он отличается тем, что пластины напрессовываются гребенками, шарнирно укрепленными между двумя бесконечными втулочно-роликовыми цепями и взаимодействующими с копиром.
Механизм досылания выполнен в виде ползуна с толкателем, перемещаемого перпендикулярно направлению движения рабочих ветвей цепей и слул ащего для подачи отрезанных от ленты пластин под гребенки.
Механизм перемещения копира составлен из винтовой пары, обеспечивающей за один оборот приводного вала поступательное перемещение копира на величину щага между пластинами, причем рабочие ветви цепей и копир дви}кутся навстречу друг другу.
Автомат отличается также и тем, что для предотвращения прогиба цепей и смещения гребенок имеются направляющие для их перемещения, а гребенки состоят из двух подвижно соединенных плиток, с помощью которых изменяют расстояние от копира до оси шарниров, на которой укреплена гребенка.
Для более надежной фиксации трубок в кассете верхние концы их при перемещении вдоль них пластин удерживаются возвратнопоступательно передвигающейся гребенкой, связанной с ползуном механизма досылания.
Для обеспечения продольной устойчивости трубок до нанрессовки на них пластин кассета снабжена решетками, перемещаемыми вдоль осей трубок по направляющим кассеты.
больших размеров и обеспечивает точность шага между пластинами.
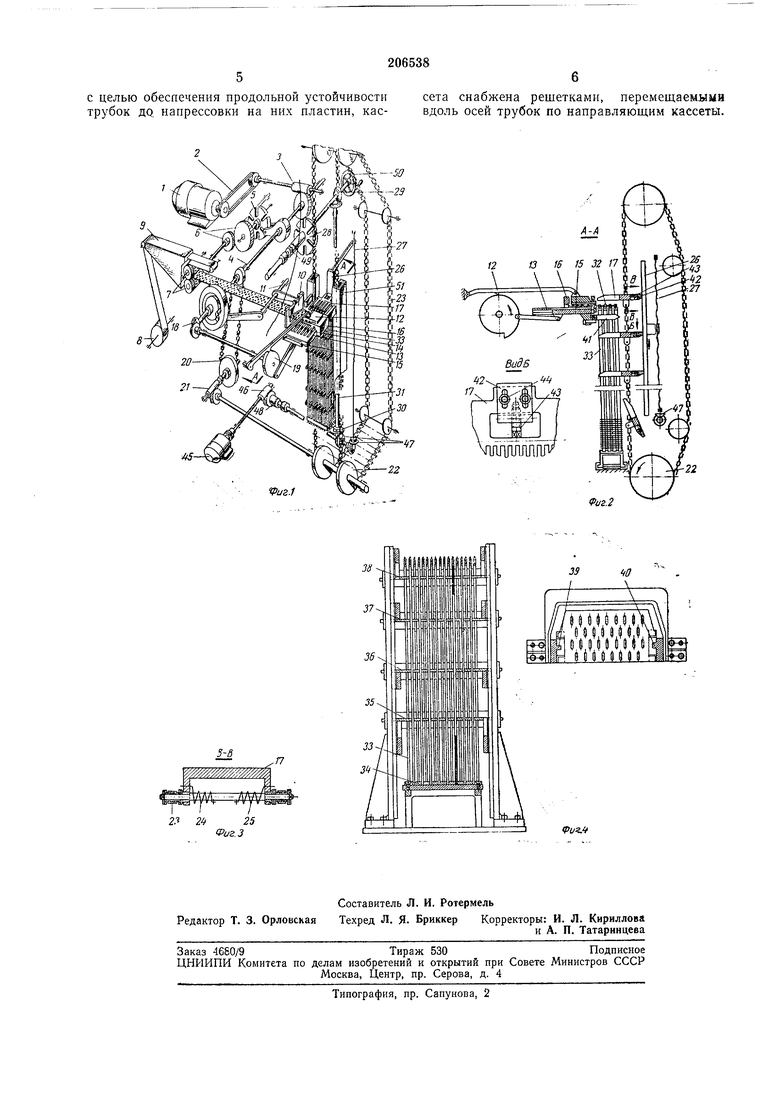
На фиг. 1 показана принципиальная схема автомата; на фиг. 2 - то же, разрез по А-А фиг. 1 и вид Б; на фиг. 3 - насадная гребенка, разрез но В-В фиг. 2; на фиг. 4 - кассета автомата, виды сбоку и сверху.
От электродвигателя / через клиноременную передачу 2 и червячную пару 3 движение передается приводному валу 4. Последний посредством механизма мальтийского креста 5 и зубчатой передачи 6 сообщает периодическое вращение двум роликам 7. Ролики протягивают ленту из бухты 8 через закантовочный механизм Я пробивают на ней отверстия и подают под нож 10. Привод ножа выполнен в виде рычажного механизма 11, связанного с кулачком, укрепленным на приводном валу 4. Отрезанная от ленты пластина прил имается прижимом 12 к столику 13, а затем досылается толкателем 14, расположенным на ползуне 15, по направляющим рамки 16 под насадные гребенки 17. Привод ползуна состоит из конической пары 18 и кривощипно-щатунного механизма 19.
От приводного вала посредством цепной передачи 20 движение передается через червячную пару 21 и звездочки 22 двум бесконечным втулочно-роликоБым цепям 23, между которыми шарнирно закреплены насадные гребенки. Последние под действием пружин 24 и 25 (фит. 3) откидываются.
При вращении цепей гребенки встречают копир 26, периодически передвигающийся им навстречу. Копиру сообщает движение винтовая пара 27, которая приводится во вращение от приводного вала через мальтийский механизм 28, конические пары 29, 30 и вал 31. За один оборот приводного вала конир перемещается на величину, равную шагу между нластинами.
Насадные гребенки, неремещаясь, захватывают досланную пластину 32 и напрессовывают ее на трубки 33, предварительно собранные в кассете (фиг. 4). Положение трубок в кассете определяется неподвижной нижней рещеткой 34 с отверстиями и подвижными решетками 35-38, которые могут перемещаться но направляющим 39, 40 кассеты вдоль осей трубок.
В начале сборки, когда на трубки насаживается первая пластина, подвижные решетки вместе с пластиной увлекаются насадной гребенкой и собираются в нижней части кассеты. В дальнейшем трубки фиксируются насадными гребенками, а при насадке пластин на трубки в верхней части их удерживает подвижная гребенка 41, совершающая возвратнопоступательное движение с ползуном механизма досылания.
Горизонтальное положение гребенок обеспечивается изменением расстояния от копира до оси шарниров, на которых укреплены насадные гребенки, носредством подвижной пластины 42, винта 43 и болтов 44.
Пластины напрессовывают до тех пор, пока гребенка не соскользнет с ползуна. Закончив набор полупакетов, возвращают копир в исходное ноложение, сообщая ему движение от электродвигателя 45 ускоренного хода через червячную пару 46 и коническую пару 47. Кулачковые муфты 48 и 49 при этом переключаются. Возможно ручное перемещение копира посредством вращения маховика 50, кинематически связанного с винтовой парой копира.
С целью исключения прогиба втулочно-рожковых цепей они перемещаются в направляющих 51. Эти же нанравляющие правильно
ориентируют насадные гребенки по трубкам радиатора.
Предмет изобретения
1. Автомат для изготовления нластин и сборки нолупакетов секций радиаторов, содержащий связанные общим приводом, включающим приводной вал, узлы пробивки отверстий и отрезки пластин, кассету с трубками,
механизм досылания пластин, узел нацрессовки пластин на трубки, в котором имеется копир, снабженный механизмом возвратно-поступательного перемещения, отличающийся тем, что, с целью повышения производительности и уменьшения размеров автомата и новышения точности шага нластин, узел напрессовки выполнен в виде гребенок, шарнирно укрепленных между двумя бесконечными втулочно-роликовыми цепями и взаимодействующих с копиром, а механизм досылания выполнен в виде ползуна, снабженного толкателем, перемещаемого перпендикулярно направлению движения рабочих ветвей цепей и служащего для подачи пластин под гребенки.
2. Автомат по п. 1, отличающийся тем, что механизм перемещения копира выполнен в виде винтовой пары, кинематически связанной с приводным валом и обеспечивающей за один оборот последнего поступательное перемещение копира на величину щага между пластинами в направлении, встречном перемещению рабочих ветвей цепи.
3.Автомат по п. 1, отличающийся тем, что, с целью предотвращения прогиба цепи и смещения гребенок, он снабжен направляющими для их перемещения.
4.Автомат по пп. 1 и 3, отличающийся тем, что гребенки выполнены в виде двух подвижно соединенных между собой плиток, связанных с возможностью изменения расстояния между копиром и осью щарнира, на котором установлена гребенка.
5.Автомат по п. 1, отличающийся тем, что, с целью повышения надежности фиксации трубок в кассете, он снабжен возвратно-поступательно нодвижной гребенкой, связанной с ползуном механизма досылания и удерживающей верхние концы трубок при перемещении вдоль них пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки радиаторов | 1975 |
|
SU561650A1 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1973 |
|
SU517463A1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| АВТОМАТ ДЛЯ СБОРКИ РАДИАТОРОВ | 1973 |
|
SU370005A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |