1
Изобретение относ 1тся -к электротехилческой промьгшлеиности, в ч.астпости к о.бО:рудованлю для производства люминесцентных .
Из известных в настоящее время агрегатах моГпда и иаиесення люминоф&риой суснензнл налболее про:из:воДИтельным является английский airperaT фирмы «Ланкерам электрлк. В этом алрегате трубки-колбы запружаются в тележку .вертикально в несколько рядов н так в тележке иоследовательно проходят вес технологическле зоны. Авто-матизировать ирацесс загрузки II .разгрузки тележек, -а также операцию нанесения -при .миогорядн-ом (р сноложенаш трубок в тележке крайне . Автоматлзиро:в.ать указанные операин.ц значительно легче, есл-и -каждый ряд трубок размещать, иатаример, S кассетах, которые будут прикреплены к траноиорТ1Ному органу iCTaaxa, например к цепям вертикальио-зам.кнутого конвейера.
Аналогичные агрегаты широко применяются .в пэ1це.вой нромышле1Нно ст;и, например высокоа1рон:зводительная маюии.а для мойки бутылок.
Эта мац11ииа -вынолнеиа в виде .вертикально залгкпутого цепного конвейера с ирикреплеиным;п к цепям кассетами, сиа:бженного устройствами для .автоматической загрузки, Обработки бутылок п автоматической раэгруз-хн.
Бутылки .в процессе транспортировк; без закраплснля располагаются в гнездах кассет перпендикулярно несуиюй плоскости конвейера.
Однако такая машпгкт не может обеспечить автоматическую загрузку, транспортпровку в вертикальном гюложенпп .л стабпльную филсацмю па нужных и-оз:гцпях дл.П}шмерных стекляины. трубок, прочность которых значительно пиже нроЧПОСТН бутылок.
Иелью изобретения является снабжел}1е автомата механизмами, Обес 1ечи;вающпмл необходи.мые условия затрузки, транепортировки через технололические зоны, фиксации на иоЗПЦИ.И нанесения люмннофорной суспеизил и ра.з-грузки стеклянных трубок-колб люминесцентных ла1М|П.
Поставленная пель достигается применением специального механизма автоматической 0 загрузки стекляпной трубк) и устаио.вкой на поз. нанесення фиксатора, обе1спеч.гваюИ1его флксанию ряда трубок в вертикальном положении.
Механизм автоматической за.грузки выпол5иен в виде установленного иерпендикуляр,но оси автомата всиомогательного цапного конвейера и работающих синхронно с траиспортным конвейером иереталмивающего устройства, размеп1енного нод загружаемыми трубка0ми, л подвнжного упора, удерживающего свободный 1шне:Ц трубок :прн переталкнваНИИ. Переталкивающее устройство (Представляет собой, иа-иример, гидроцил индр, на штоке которого шариирио закреплена , .качание которой ограничено упорами. Флксатор выполнен в (ВИде поворотных рычагов ю ловителями. Перемещение его обеонечнвается, например, гидроцилнндром 11 ограничено регулируемым упором.
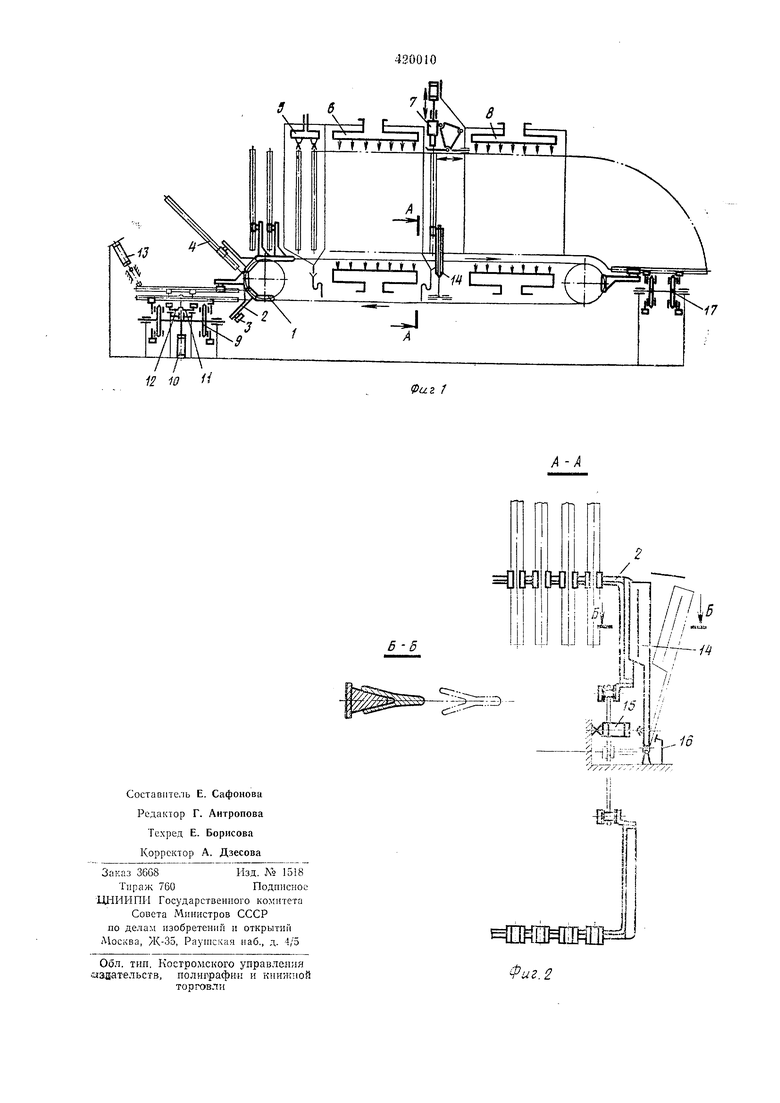
Па фиг. 1 схематически лзображеи описываемый автомат; -на ф.иг. 2 - ф.Екса.то|р кассет.
Автомат .представляет . В|ертикальНозамкнутый цепной .конвейер 1, между цепями которого укреплены кассеты 2 с гнездами 3 для стеклянных трубок 4.
По ходу движения кснвсйсра -последовательно расположены: механ. автоматической загрузки, камера 5 .мойки, камера 6 сушки, блок 7 нанесения люминофорной суспензи} с механизмом фиксации, камера 8 сушкп и мехннизм а1втом.ат.ической разгрузки.
Механизм автоматической загрузки выполнен в виде вспомогательного цаиного конвейера 9, расположенного перпендикулярно оса авто.мата и подающего стеклотрубку в зону установки ее на кассеты. В этой зоне под стекля/нны1М,и трубками устано1влено переталкивающее устройство, представляющее собой, например, гидроцилиндр 10, на штоке которого шарнирно закреплена рамка //, качание которой ограничено упорами 12. Со стороны свободного конца стеклянной трубки на раме загрузочнаго механизма установлен подвижный упор /:.
Механизм фикса.ции выполнен в виде новоротных рычагов 1-4 с Y-o6pa3HbiMiH ловителями, .приводимых в движение г.идроцнлиндром 15. Для ограничения перемещения рычага в исходное положение предусмотрен регулнруемый упор -Ifi.
Механизги: аитоматической разгрузки выполнен, иа.нрИМер, в виде аналогичного описанному вопомсГателыного .конвейера 17, уб.ираЮщего стекляниую трубку из золы разгрузки.
Автомат р -ботает следую цим образом.
Стеклянные грубки -/ укладываются s ряд в гнезда всно-могательнсго .конвейера, расстояние между которыми соотвегствует раостояН.НЮ между гнездами 3 кассеты 2. Конвейером эги трубки перемещаются так, что трубки находятся напротив гнезд кассет. Одновременно с перемещением вспО.могателыиого конвейера выдвигается псд1вижиый упор /5. Затем (включается гидрадил.индр 10 и ра-мка //, на которой также есть гнезда иод трубки, сн.имает трубки с гнезд вспомогательпого конвейера я переме.щает в,верх. Трубюи 4 одним концом упвраются в подвижный упор 13, а другой колец заталкивается в гнездо 3 кассеты 2. В процессе переталкивания рамка // самоустана1злиаается относительно трубок. Затем рамка 1:еретал.киваюи1его устройства и подв.ижгиый упор возвращаются в исходное положеЗагруженные на конвейер 1 стеклянЦые т.рубкн 4 последовательно проходят ка.меры 5 и 6 мойки и сушки и попадают В зону раопо;1ожения бло.ка 7 нанесеи.ия люмннофорной суспензии.
После остановки кассеты 2 в зоне нанесения включается гидроцилнндр 15 и неремещает псворотный рычаг 14 до вза.имодейств,ня Y-образной частн с конусной грзнью .кассеты. Последовательно снизу вверх происходит фиксация кассеты 2 с рычагом М. После фиксации включается блок 7 ианесения и шрсйзсодится облив внутренней поверхности стеклянной трубки 4 лЮМинофарной суспензией. По окончании операции блок нанесения и механизм фиксации возвращаются в исходное тюло 1сение. Стеклянные трубки с нанесенной люминофорной суснензией иеременщютея коивейеро.м 1 в камеру 8 сушки, а затем, при даль1ней.шем перемещении, на разпрузонпый вспомогательный конвейер 17.
Предмет изобретен и я
1.Автомат .для .мойки, .сушкл и нанесения люмннофорной суспензии на внутреннюю поверхность стекля нных трубок, выполненный в виде вертикально замкнутого цепного конвейера с кассетами, сиа бжениы-ми захватывающи.ми устройствами, содержащий механизм автоматической за1-рузки и про.ходящи-й через технологические зоны, от.гичающийса тем, что, с целью обеспечения возможности осуществления автоматической загрузки длинномерных стеклянных трубок, например, для люминесцентных , механнз.м автоматической загрузки выполнен в виде установленного перпендикулярно осн автомата вспомогательного ценного конвейера, подающего стеклянные трубки в зону их установки на кассеты, и работающих син.хронно с транспортным конвейером иереталкиваюи1сго устройства, размещенного под загружаемыми трубками, и подвижного уиора, удерживающего свободный конец трубки при переталкивании.
2.Автомат по п. 1, отличающийся тем, что переталкивающее устройство выполнено в виде гндроцилиндра, на штоке которого шарннрио закреплена рамка, качгмще которой ограничено упорами.
3...мат по II. 1, отличающийся тем, что на П0311ЦР1Н нанесения люмииофорло суопси3 и установлен иодвнжный хфнксатор, выполнеиный. в пиде поворотных рычагов с ловятелямл, обеспечивающих фиксацию соответству10 цего ряда трубок в т .сртнкалыюм -irrxio/Kc1П1И.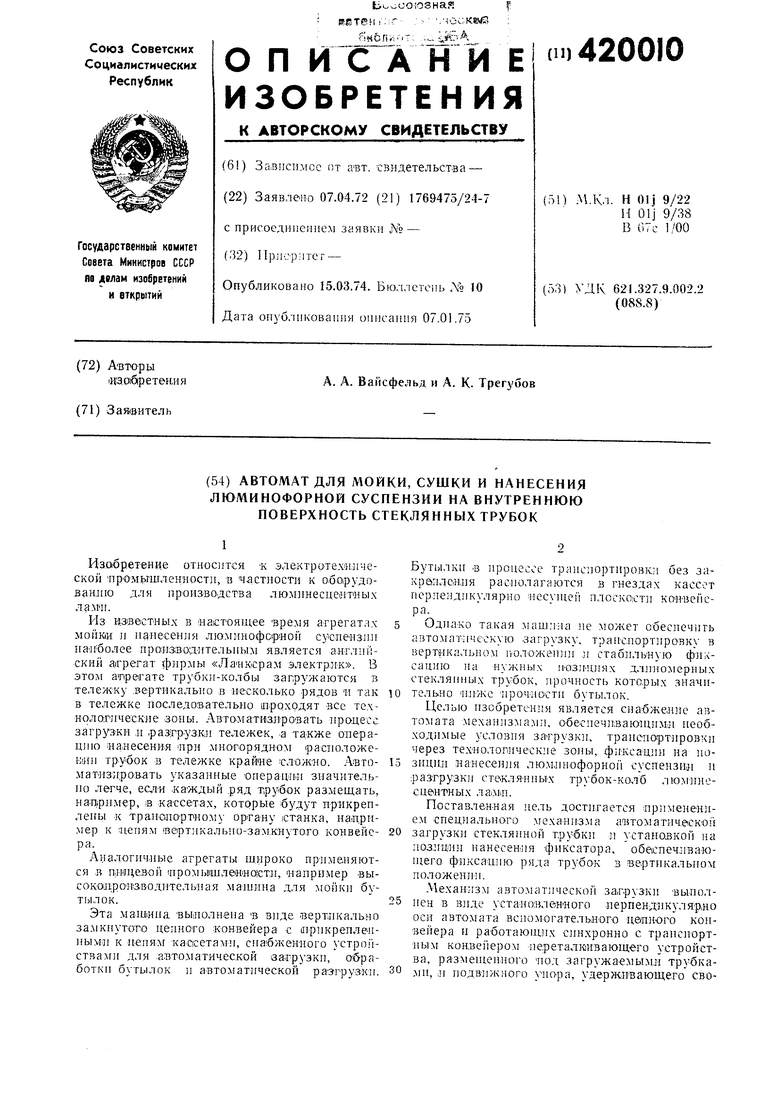
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для мойки и сушки стеклянных трубок и нанесения на них люминофорного покрытия | 1973 |
|
SU446917A1 |
| Устройство для нанесения покрытий люминесцентных ламп | 1990 |
|
SU1780118A1 |
| Установка для выжигания биндера из люминофорного покрытия трубчатых колб люминесцентных ламп | 1973 |
|
SU481951A1 |
| Устройство для укладки изделий в решетки | 1985 |
|
SU1399069A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛЮМИНОФОРА НА КОЛБЫ ТРУБЧАТЫХ ЛЮМИНЕСЦЕНТНЫХ ЛАМП | 1973 |
|
SU375710A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СОРТИРОВКИ | 1967 |
|
SU191752A1 |
| Машина для выжигания биндера линии производства люминесцентных ламп | 1990 |
|
SU1780122A1 |
| Устройство для загрузки хлеба в полочный контейнер | 1989 |
|
SU1678271A1 |
| Установка для ассортиментного комплектования контейнеров лотками с хлебобулочными изделиями | 1974 |
|
SU552945A1 |
| Подвесной толкающий конвейер | 1975 |
|
SU593977A1 |