торой укреплены упруги эдГементЬ, . например, из поролона.;
Подающий механизм с заслонками и транспортер для сбора и охлажде-j ния готовых изделий имеют общий привод.
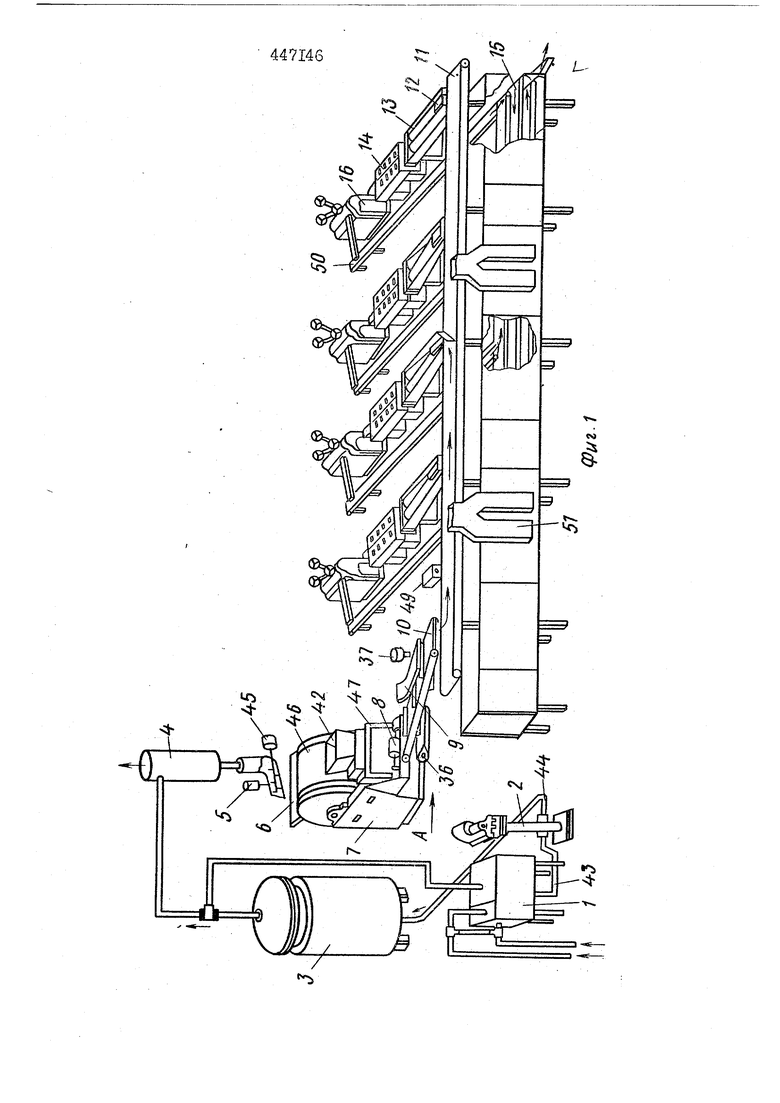
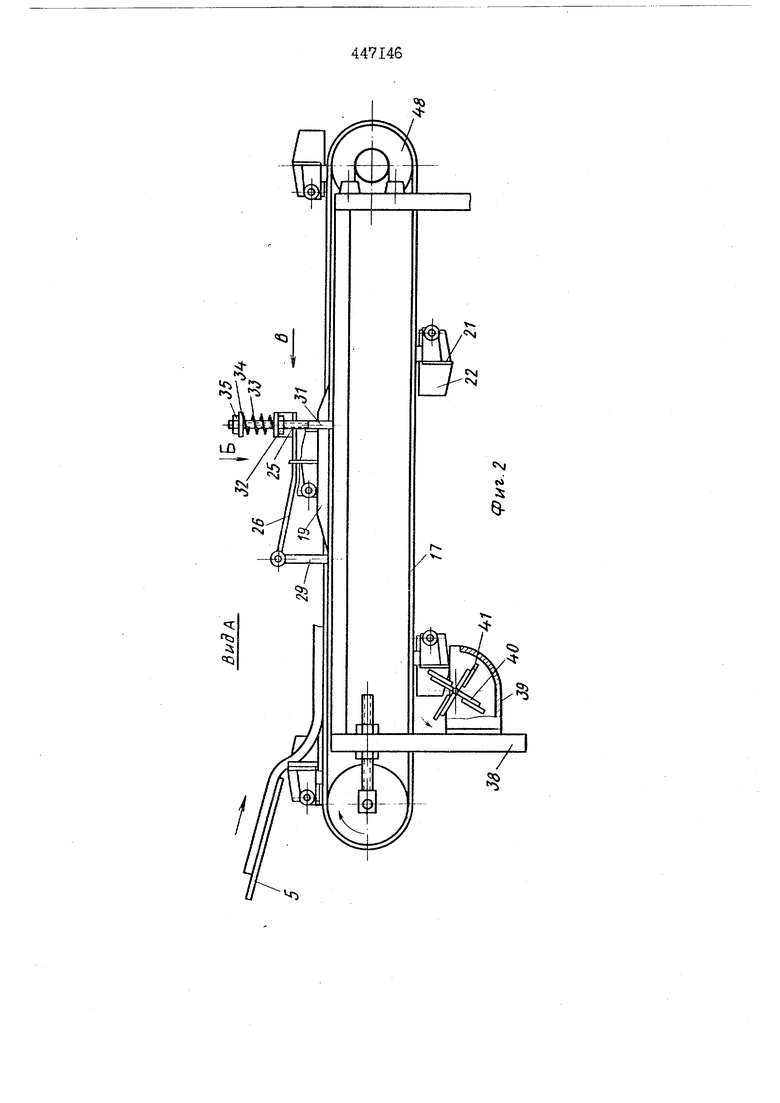
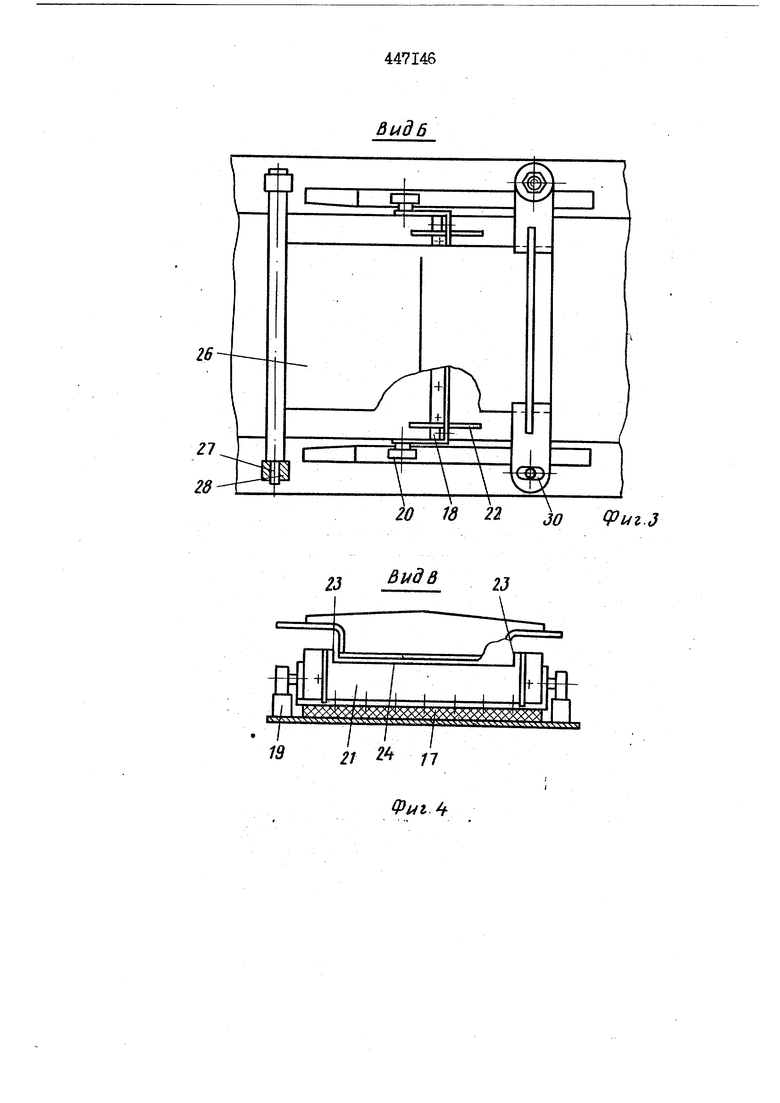
На фиг.1 изображена предлагаемая автоматизированная линия, об-. щий вид;на фиг.2 - вид по стрелке А на фигЛ; на фиг.З - вид по
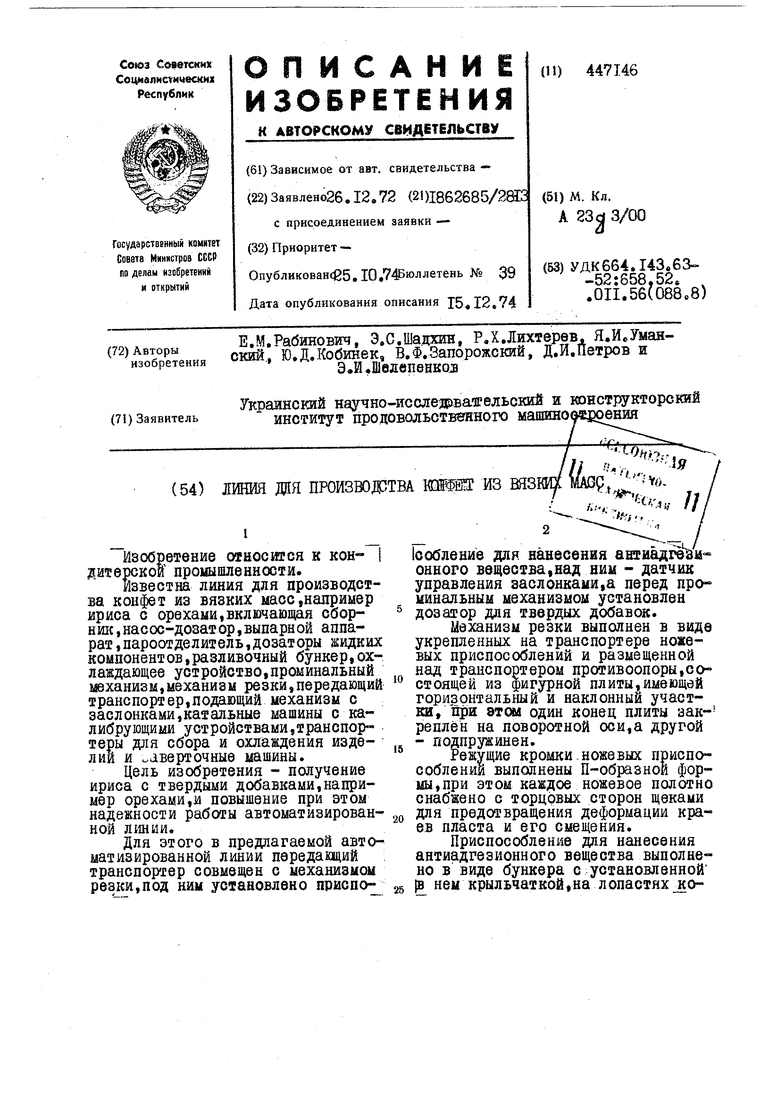
стрелке Б на фиг.2;на фиг.4 - вид по стрелке В на фиг.2,
Линия включает сборник 1 сиро па, нас ос-д оза тор 2j выпарирй anna-t рат 3,пароотделитель 4,дозатор 5 жидких компонентов,разливочный бункер б,охлаждающее устройство 7,проминальшй механизм 8,механизм 9 резки,передающий транспортер 10,подающий механизм 11 с заслойками 12,катальные машины 13 с калибрующими устройствами 14, транспортер 15 для сбора и охлаж-;; дения изделий и заверточные маши-р ны 16-.i
Передающий транспортер 10 совмещен с механизмом 9 резки. f Последний включает закрепленные cv определенными промежутками на .ленте 1 планки 18,на которых Л установлены с возможностью пере- : мещения по направляющим 19 опорные ролики 20,а. также съемный нож 21,с торцовых сторон которого установлены щеки 22 для предотвращения деформации краев пласта и его смещения.
Ножевые полотна выполнены И- . ,образной Форш,благодаря чему образуются две боковые режущие кромки 23 и нижняя режущая кромка
Т
Над лентой 17 с ножами 21 установлена противоопора 25, состоящая из фигурной плиты 2ь,имеющей горизонтальный и наклонный участки,при этом один конец плиты закреплен на поворотной оси 2 в шарнирах 28 стоек 29,размещенной ; от верхнего конца транспортера на paccTOp-Hjoii большем,чем расстояние ; между двумя соседнйми ножами. Другой конец плиты 26 с отверстиями 30 свободно надет на стоики 31. Его положение изменяется поддерживающей гайкой 32,вследствие чего может быть установлена необ-: ходимая величина зазора. Сверху плита 26 прижата пружиной 33,ограниченной шайбой 34 и регулировочной гайкой 35.
Под механизмом 9 резки установдено приспособление 36 для нанесения антиадгезионного вещества,, а над ним - датчик 37 управления , заслонками 12, .. ;
t Приспособление 36 для нанесе- : ния антиадгезионного вещества выполнено в виде укрепленного на раме 38 бзгикера 39 с усиановленной в йем Q ;розм(жностью поворота крыльчаткой 40,на лопастях которой зак-ч реллены упругие элементы 41,наприН мер из поролона.j
: Подающий механизм 11 с заслон |сами 12 и транспортер сбора и охлаждения готовых изделий имef ют общий привод (на чертеже не показан).
Дозатор 42 для твердых добавок установлен перед пpoминaльныk механизмом 8.
Работает автоматизированная линия следующим образ о{л.
Приготовленный сироп подается из сиропной станции (на чертеже не показана) в сборник 1,откуда по трубопроводу 43 поступает к насосу дозатору 2 и подается пос,ледним по трубопроводу 44 в выпарной аппйрат 3 на уваривание.
Уваренный сироп поступает в .пароотделитель 4,в котором пар отделяется от уваренной массы и удаляется в атмосферу.
Затем масса поступает на смешивание с жидкими и твердыми плавящимис я д обавка ми, п одавае мы ми до-затором 5,в смеситель 45,а из наго подается в разливочный бункер б, из которого выливается на вращающийся барабан 46 охлаадающего устройства 7. На поверхности барабана масса охлаждается,образуя полосу толщиной 3-4 мм,которая снишется ножом (на чертеже .не показан),и при помощи проминального механизма 8 протягивается по наклонному охлаждаемому столу 47 устройства 7. Движущаяся по столу полоса посыпается твердыми ;неплавящимися добавками, например дробленым opjxoM,затем складывает-ся вдоль по;даертмвателями (на чер,теже не показаны), после чего полученный пласт проминается проминал ьным механизмом 8 и поступает на ленту .17 передающего транспор,тера 10,лш1ейная скорость которого
Кавна скорости поступления пласта, ри этом нож 21 подходит снизу под дви1йущийся пласт,который ложится : на нижнюю режущую кромку 24 и под действием хзобственного веса утончается на ней. Перемещаясь дальше, нож 21 подходит под наклонную часть плиты 26 противоопоры 25,которая входит в П-образный вырез ножа 21,надавливает постепенно на пласт и утончает его. Затем пласт (жончательно разрезается при проходе ножа через горизонтальный участок прсФивоопоры 25.
Пласт и отрезанный кусок,расположенные на ленте 17 и разделенные плоскостью ножа 21,что предо храняет их от слипания,перемещаются к в акоднрму KOHiiY передающего т ра НС порт ера 10, где от ре а ок сх-Одит с ленты 17 на имеющий большую скорость подающий механизм 11 и окончательно переходит на него в начале поворота ножа 21 вокруг оси барабана 48, .Следующий рез осуществляется при подходе к противоопоре 25 следующего ножа 21 с лежащим на нем пластом.
Таким образом длина отрезаемого куска определяется расстоянием между ножами. i Перемещающийся с возвратной ветвью ленты 17 нож 21 встречает своей плоскостью мягкий упругий элемвн.т 41,содержащ.ий антиадгезионное вещество (например тальк), предварительно насыпанное в бункер 59. Оно наносится на пов,ерх.ность движущегося ножа 21 при по|воротв крыльчатки А-0 вокруг своей оси.
Отрезок пласта.поступи. на пoдaJoщий механизм 11, направляется заслонками 12 к катальным машинам ,13,причем сигнал для открытия той или иной заслонки дае.т.ся ч,ерез шаговый искатель 4i датчиком 37,срабатыБающим после окончания реза при вэаимод(1йстви.и с опоршми роликами 20. .... .
даительный сход отрезка пласта с передающего трансп-ортера 10 и .увеличенная скорость подаю11|.его механизма И обеспечивают раз.рыв во времени подачами кондитерской массы к нескольким катальным машинам 13. Проходя через последнее пласт вытягивается в жгут,который поступает в кали 5рующи« устройства 14,где окончательно формуется.а - в заверточные машны 1о,гда от жгута отре-заются от дельные издвлия,завора-чиваются в с)бертку и направляются транспортерами 50 на верхний ярус транспортера 15 длл сбора и охлаждения. Там изделия переходят с яруса на
ярус и охлаждаются воздух ом,поступающим из воздуховодов 51, после чего направляются на упаковку. ,
ПРЩМЁТ ИаОБРЕТЁНИЯ
1.Линия дня производства конфет из вязких шее,включающая сборник,насос дозатор,выпарной аппарат , пароотделитель,дозаторы жидких компонент ОБ, разливочный бункер, охлаждающее устройство,проминалькый механизм,механ изм резки,передащий транспортер ,пода«}Щ1}й механизм с заслрнками,,катайьные маши5 ны с калибрующими устройствами, -, транспортер для сбора и охлаждения изделии и заверточные машины, отличающаяся тем, что, с целью получения ириса с твердыми добавками,например ореха0ми, и повышения при этом надежности работы,пер6дающий транелортер совмещен с механизмом резки,под ним установлено приспособление
5 для нанесения антиадгезионного вещества,над ним - датчик управления заслонками,а перед пром,инальным механизмом установлен дозатор для твердых добавок.
2.Линия по П.1, о т л и ч а 30ю щ а я с я тем, ч то механизм резки Быполнел в виде укрепленных на транспортере ножевых приспо- соблений и размещенной над транс35 портером противоопоры,состоящей ,из фи-гурной плиты,имеющей горизонтальный и наклшный участки, при этом один конец плиты закреплен на по ворот нсНл ос и,а другой 40 подлружикен.
3.Линия по пп. 1 и 2,- о т л и ч а ю щ а я с я тем,что режущие кромкл ножевых приспособлений вылолнены П-образной форш,
45 при этом каждое ножевое полотно с тор;цовых сторон щеками для предотвращения де юрмадии краев пласта и его смещения.
4.Лин.ия по П.1, от л и 50чающаяся тем, что приспособление для нашсения антиадгезиойного вещества выполнено в в,иде бункера с установленной в 55 нем крыльчаткой,на лоластях которой укреплены упругие рлементы, например, из поролона.
5.Линия по П.1, от л и Ч а ю щ а я с я тбм, что подающий механизм с заслонками и транспортер для сбора и охлаждения готовых изделий имеют общий Вривод.
447146
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КОНФЕТ ИЗ СБИВНОЙ МАССЫ НЕПРЕРЫВНЫМ МЕТОДОМ | 2009 |
|
RU2402225C1 |
| ЛЕДЕНЦЫ ЛАКРИЧНЫЕ И СПОСОБ ИХ ПРОИЗВОДСТВА | 1996 |
|
RU2103876C1 |
| Устройство для упаковки монет | 1982 |
|
SU1033376A2 |
| УСТРОЙСТВО для ПРОИЗВОДСТВА КОНДИТЕКППТХ" ИЗДЕЛИЙ ФОРМЫ АПЕЛЬСИНО-ЛИМОННЫХ ДОЛЕКI Б^ШЛИОТЕЩ^ Jрд11111^111ж-;^2щжг | 1972 |
|
SU331791A1 |
| РЕТОРТА ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ШПАЛЫ | 2007 |
|
RU2351463C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФОРМОВОГО МАРМЕЛАДА | 1996 |
|
RU2099961C1 |
| ДОЗАТОР ТЕСТА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2565269C2 |
| ЛИНИЯ ПРОИЗВОДСТВА КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2151520C1 |
| Линия для производства карамели | 1974 |
|
SU526340A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОРМОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2527087C2 |