В решетках котлов, химических аппаратах и других устройствах, где применяются соединения труб с решеткой развальцовкой, производится в предварительно просверленных дырах выточка канавок, расположенных друг от друга на некотором расстоянии. Канавки обычно делаются с помошью резца, укрепленного в оправе, причем решетка устанавливается одним из отверстий по центру на планшайбе токарного, кару-сельного, лобового или сверлильного станков, после чего резец с оправкой, закрепленной на супорте (или в шпинделе сверлильного станка) вводится по заметке в отверстие, получая соответствующую подачу в радиальном направлении, и вытачивает канавку. После выточки резец продвигают до второй заметки, вытачивают вторую канавку и т. д. Для выточки канавок в последующих отверстиях делают соответствующую перестановку решетки. Таким образом для каждого отверстия нужно делать новую установку, что отнимает значительное время.
Кроме этого способа применяют и специальные инструменты для выточки канавок в решетках на сверлильном станке.
(332)
Эти инструменты представляют собой патроны, укрепляемые в шпинделе станка. Режущим инструментом в них является плоский резец в виде гребенки (в;зависимости от количества канавок в дыре), наподобие гребенок для нарезания резьбы с помощью головок Pittlera.
Эти инструменты значительно ускоряют работу, но они весьма сложны, состоят из 30-40 деталей, требуют тщательного изготовления и ухода за ними и, кроме того, гребенки быстро выходят из строя, испытав лишь несколько переточек.
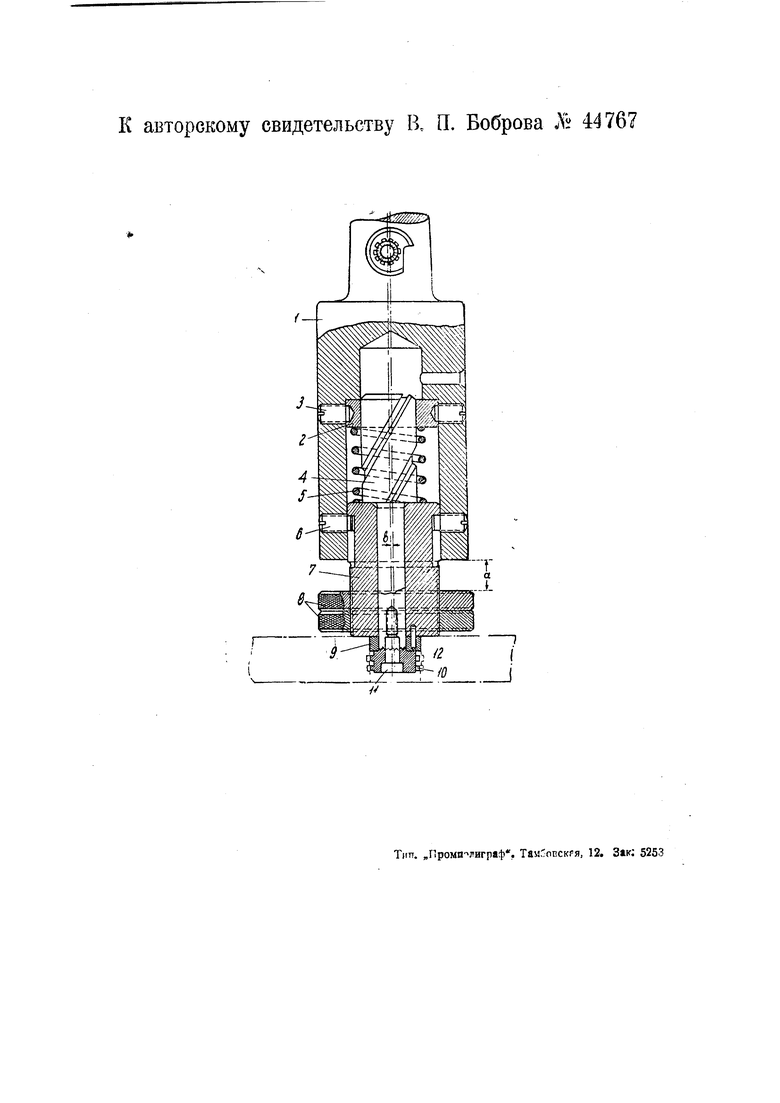
Предлагаемое приспособление, изображенное на чертеже в продольном разрезе, предназначается для устранения указанных недостатков. Оно состоит из корпуса 1, имеющего с одной стороны конус, а с другой-отверстие, в которое вставлено кольцо 2 с многоходовой нарезкой.
Кольцо вставляется плотно и застопоривается несколькими винтами 3. В кольцо 2 входит оправка 4, также имеющая многоходовую нарезку на утолщенной части, на которую надевается пружина 5.
На тонкую часть опргвки надевается
муф,та в шпойсчные канавки которой входят виЧтй. 6, предупреждающие поворот устройства. На муфте навернуты кольца 8, регулирующие расстояние а (см. чертеж).
Муфта 7 и кольцо 2 имеют эксцентрично, на, величину в (равную 2 мм, расположённые отверстия.
Тонкая часть оправки 4 имеет отверстие с нарезкой, а торец снабжен радиально расположенными зубцами, как у державок для гребенок.
На конец приспособления надевается кольцо 9, соответствующее диаметру отверстий в решетках. Это кольцо имеет отверстие, эксцентрично расположенное и стопорится контрольным штифтом 12 так, чтобы при вращении его наружная часть вращалась вокруг общей оси приспособления. Гребенка 10 закрепляется с помощью винта И.
При выточке канавок инструмент вводится в Отверстие решетки до упора, причем гребенка 10 входит в отверстие с зазором 0,25 мм и его наружные части при вращении описывают концентрические круги. Затем сообщается соответствующая подача, и корпус 1 начинает опускаться вниз, сжимая пружину 5 и поворачивая оправку 4, а вместе с ней и гребенку 10, которая, будучи расположена эксцентрично, постепенно углубляется и вытачивает в решетке канавки.
Опусиание происходит до уаара колец 8 на заранее отрегулированное расстояние а, которому должен соответствовать поворот оправки 4 с гребенкой 10 и глубина канавки.
По окончании выточки шпиндель станка поднимается вверх, пружина 5, отжимая муфту 7, обеспечивает поворачивание оправки 4 в обратную сторону, и гребенка выходит из канавок.
После этого инструмент вводится в другое отверстие и т. д.
Следует отметить, что для уменьшения трения между муфтой 7 и обрабатываемой решеткой муфта может быть снабжена упорным бронзовым подпятником или шарикоподшипником.
Предмет изобретения.
Приспособление к сверлильному станку для выточки канавок в стенках отверстий с использованием закрепляемого в шпинделе станка корпуса, в полости которого помещена оправка с надетой на нее подпружиненной муфтой, несущей режущий инструмент, отличающееся тем. что в качестве режущего инструмента применена гребенка 10с эксцентричным относительно муфты 7 отверстием с целью поперечной подачи ее при повороте оправки 4 под действием резьбы на кольце 2 во время продольной подачи корпуса 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к сверлильному станку для выточки канавок в стенках отверстий | 1938 |
|
SU55447A1 |
| Автоматическая линия для механической обработки поршневых колец | 1956 |
|
SU109589A1 |
| Приспособление в сверлильном станке для сообщения вращения и подачи шпинделю, служащему для расточки канавок в стенке отверстия | 1931 |
|
SU27547A1 |
| НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ РЕЗЦОМ | 1971 |
|
SU319422A1 |
| ПАТГЛТНО- ^г.г; х?:нчсс::л;;ЬИ?Л?!СТЕКАШ:10 | 1966 |
|
SU185183A1 |
| Приспособление для предохранения метчика от поломки при нарезке глухих дыр | 1929 |
|
SU25032A1 |
| Головка для поперечной расточки канавок в стенках отверстий | 1958 |
|
SU117284A1 |
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| Резцовая головка | 1980 |
|
SU908540A1 |
| Приспособление для проточки кольцевых канавок | 1928 |
|
SU14718A1 |