Известны автоматические лии для обработки поршневых колеи, включающ.ие станки для черновоГ i чистовой обточки, а также для расточки заготовок колец, для выточки канавок и д.тя калибровки замка с примеиеиием трубчатых кориусор с виутрениеГ конической иоверхиостыо для обжима и подачи в сжатом состояиии колец ири IIOMOHU-I то;1каиия 13 зону обработки.
От.чичительной особениостью предлагаемой автоматической того же типа является применение кипJOK, снабженных гибкими участками в виде В1ПГГОВЫХ пружин для транспортирования заготовок колец от стайка к станку в зоны обработок.
Такое 15ыно.тнение автоматической ЛИ1Н1Н исключает необходимость нспользования он эавок д.тя колец и обслуживающего их вспомогате.мьиого оборудования.
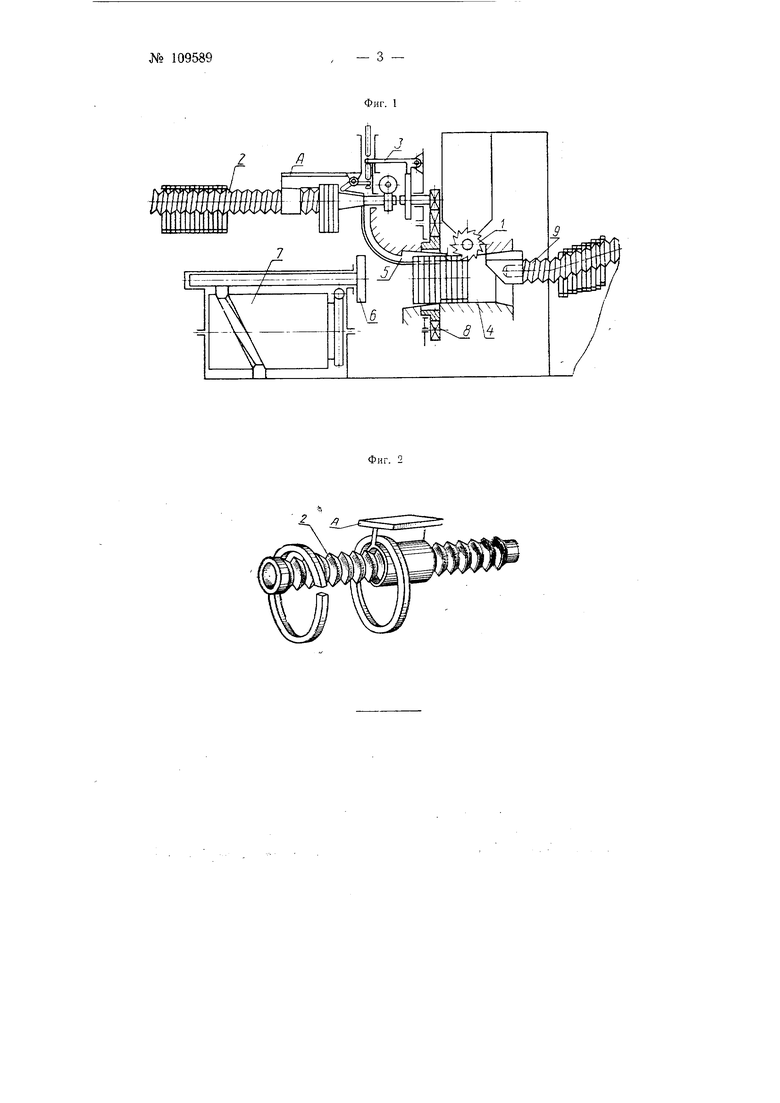
На фиг. 1 представлена прииципиа.тьиая схема загрузки, нодачн в зону обработки - калибровки замка и передачи колец на последующую операцию нри помощи винтового
транспортера: на фиг. 2 изображена опора с винтом н кольцамн.
Поршневые кольца иостунают на автоматическую .ыиню с вырубленным или выpeЗflнны r замком.
Каждая познцня автоматической лииин имеет обрабатывающую н загрузочную части. Обрабатывающая часть состоит из станка с инструмента,1ьиой наладкой / д.ля данной позиции. Для других позиций инстр)ме1ггальная на.тадка будет состоять резцо1з, закрепленных в суппорте (д.1Я наружных обточек), н.чн на оправке (.тля внутренних расточек).
Загрузочная часть имеет транспортпруюи1нй винт 2, (: треугольной резьбой н отсекатель .5 для дознровкн ко.тец, ностуиаюших в трубу 4 но крш5олииейном .ютку .5. То.ткатель б действ х т от коиириого барабана 7, сблокированного с отсекатслем 3 носредством нтестеренчато передачи 8.
Поршневые ко.тьца, навешанные на 1 ра1цаюн1И11ся винт 2. вращаясь, продвнгаются одновременно ло стре.тке к опоре /1. У (;норы А ко. поочередно враилаются до тех пор, пока зайок каждого кольца пс совпадает со стойкой опоры, после че1о, будучи ориентированы по замку, кольца проталкиваются виитом 2 к отсекателю 3. Отсекате;1ь 3 пропускает порцию колец в криволинейный лоток 5, в конце которого они проталкиваются толкате тем 6 в трубу 4 и калибруются в ней фрезa пI. Откалиброванные кольца выталкиваются из трубы 4 толкателем 7 на транспортпруюший винт 9 последующего станка. Винт Я как н вседругие промежуточные винты, отличается от винта 2 лишь тем, что в нем имеется два криволинейных участка, выполненных в виде винтовых пружин, витки которых имеют трехугольные сечения, соответствующие профилю резьбы на прямолинейных винтах.
Работа загрззочного устройства и инструментальная наладка на последующих фрезерных операциях по получистовой н чистовой калибровке замка аналогичны описанному.
Операция по обточке и расточке колец отличается от фрезерных другой инструментальной наладкой и наличием в загрузочном устройстве поворотной планшайбы.
Предмет изобретения
Автоматическая линия для механической обработки поршневых колец, включающая станки для черновой и чистовой обточки, а также для расточки заготовок колец, для выточки канавок и для калибровок замка, о т л и чающаяся тем, что, с целью устранения )еобходимости применения оправок для колец и обслуживающего их вспомогательного оборудования, для транспортирования заготовок колец от станка к станку в зоны обработок применены винты, снабженные гибкими участками, в виде винтовых нружин с таким же профилем.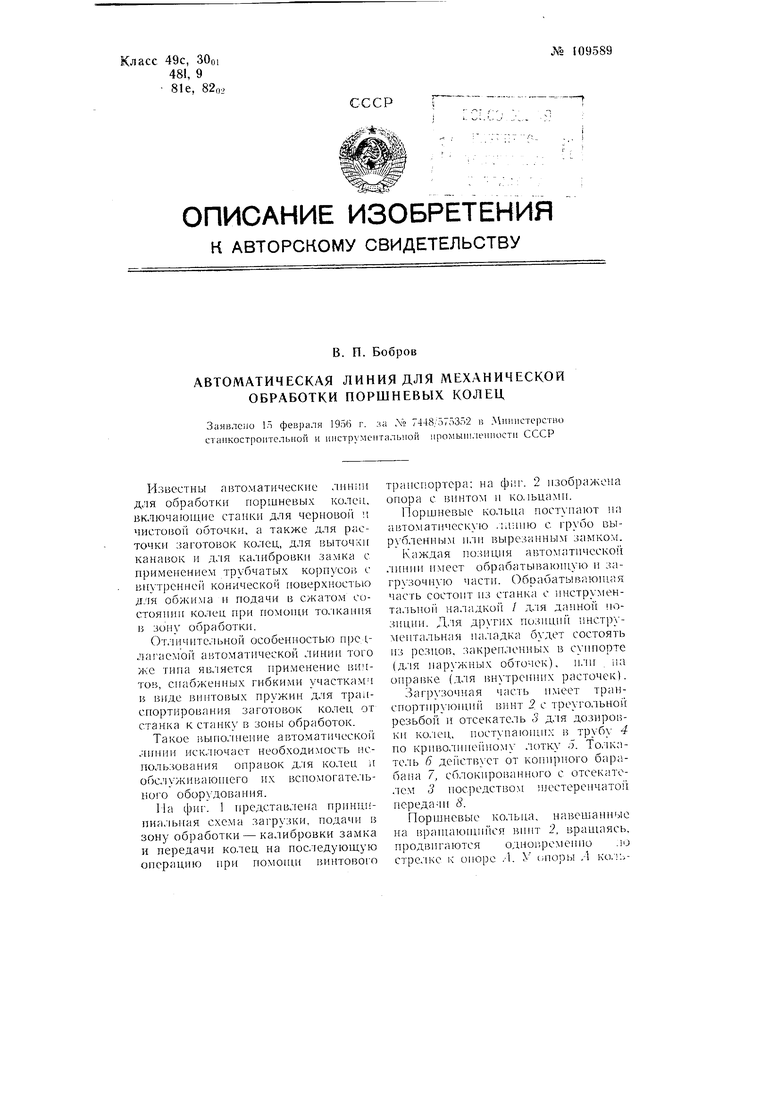

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| Приспособление к сверлильному ставку для выточки канавок в стенках отверстий | 1934 |
|
SU44767A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Приспособление к сверлильному станку для выточки канавок в стенках отверстий | 1938 |
|
SU55447A1 |
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Автомат для механической обработки, снабженной замком заготовки поршневого кольца | 1957 |
|
SU114347A1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU366932A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Способ изготовления поршневых колец | 1988 |
|
SU1632727A1 |