Известна головка для поперечной расточки канавок в стенках отверстий с резцовой оправкой, эксцентрично помещенной во втулке, установленной эксцентрично в корпусеОписываемая головка для поперечной расточки канавок в степках отверстий обеспечивает поворот втулки и оправки в разные стороны, что сохраняет в процессе работы установленный угол резания резца.
Корпус и втулка снабжены спиральными пазами, взаимодействующими при осевой подаче со штифтами, закрепленными в оправке и корпусе так, что втулка и оправка поворачиваются в разные стороны.
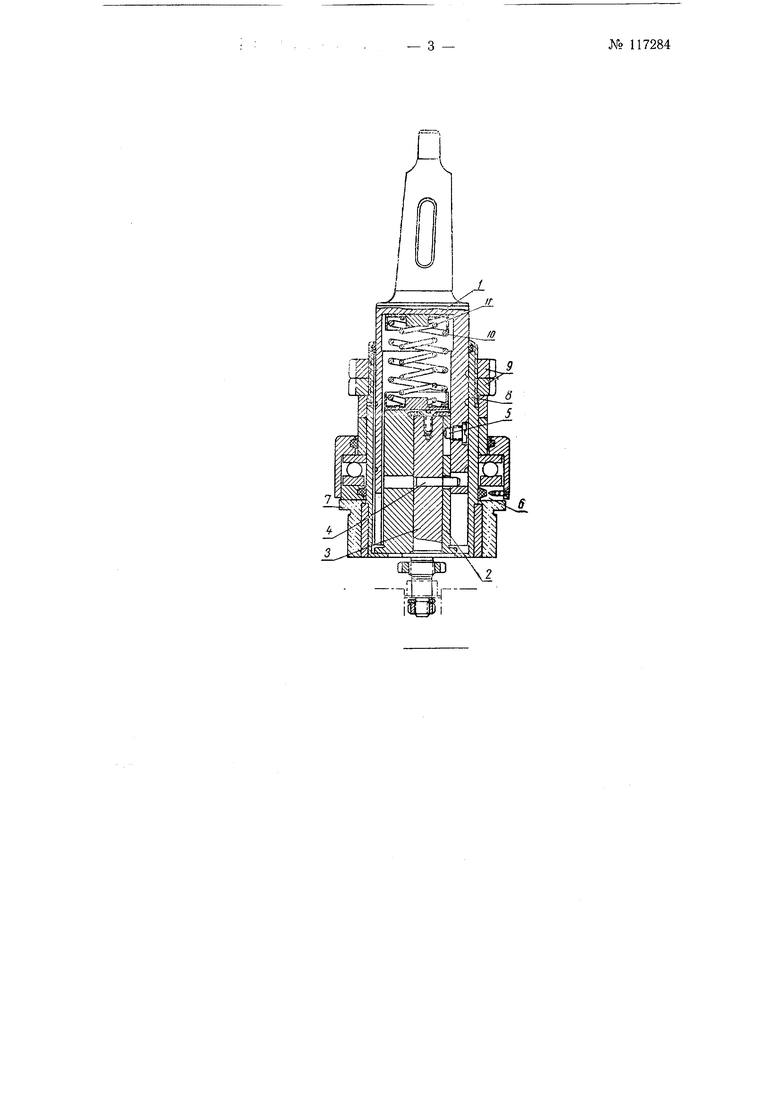
На чертеже изображена головка, вид в разрезе.
Корпус 1 головки закрепляется хвостовиком в шпинделе станка, на котором производится расточка канавок. В передней части корпуса головки - полость, эксцентричная но отношению к оси головки, в которой помещена втулка 2.
В эксцентричном отверстии втулки 2 (относительно оси втулки) помещена резцовая оправка 5, имеющая колено, ось которого эксцентрична оси оправки- На конусе колена оправки 5 крепится дисковый резец. На буртике оправки со стороны колена имеется расположенная в плоскости симметрии оправки риска, по которой устанавливается режущая кромка резца.
В положении ввода в обрабатываемое изделие корпус / головки находится в исходном положении, показанном на чертеже.
В этом положении плоскость симметрии резцовой оправки 3 и втулки 2 совпадает с плоскостью изображенного на чертеже прод.ольного разреза головки. Диаметр дискового резца берется несколько меньшим диаметра обрабатываемых стенок отверстия изделия, поэтому резец может быть введен в это отверстие при вращающейся, а также неподвижной головке.
2
В корпусе / головки и втулке 2 имеются по одному спиральному па33, в которые входят штифт 4, запрессованный в тело резцовой оправки , штифт5с цилиндрической головкой, закрепленный в корпусе/. Кроме того, во втулке 2 имеется некольцевой паз, через который свободно проходит штифт 4; этот паз позволяет оправке 3 поворачиваться относительно втулки 2.
При подаче врашающего шпинделя станка совместно с головкой на обрабатываемое изделие, закрепленное в приспособлении и после того, как шайба 6 ляжет на кондукторную втулку 7 приспособления, обойма § с втулкой-2 и оправкой 5 прекратят свое поступательное движение, на чем и закончится ввод резца в отверстие изделия. Глубина ввода резца определяется положением кондукторной втулки 7 приспособления относительно места расточки канавки в стенках отверстия изделия; дополнительное регулирование глубины ввода резца производится гайками 9.
При дальнейшей подаче корпуса / головки спиральный паз корпуса взаимодействует со штифтом 4, а спиральный паз втулки 2-со штифтом 5, в результате чего втулка и резцовая оправка поворачиваются на различные углы относительно корпуса, а резец врезается в стенку отверстия изделия. При отводе резца все детали головки занимают исходное положение под действием пружин 10 « //.
Резцовая оправка 3 и втулка 2 при ра1сточке канавки в стенках отверстия изделия поворачиваются относительно корпуса / в одну сторону, причем втулка поворачивается на меньший угол, чем оправка, а их относительный поворот - в разные стороны, т. е. втулка, как бы застопоренная в оправке, поворачивается в корпусе / на некоторый угол совместно с оправкой, а затем при сохранении положения угла поворота оправкой относительно корпуса втулка возвращается «а часть этого углаПредмет изобретения
Головка для поперечной расточки канавок в стенках отверстий с резцовой оправкой эксцентрично в корпусе, отличающаяся тем, что, с целью (Сохранения в процессе работы установленного угла резания резца, корпус и втулка снабжены спиральными пазами, взаимодействующими при осевой подаче корпуса со штифтами, закрепленными в оправке и корпусе так, что втулка и оправка поворачиваются в разные стороны,
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Резцовая головка | 1979 |
|
SU848183A1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| Станок для расточки канавок во вкладышах подшипников | 1991 |
|
SU1816562A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА СТАНКАI еСЕСОЮоЬ-ЛЯk,,i-Mi^-it^^-- •i-1.••'- i'l; •.i"\"^'•'•'.-? A L^i'i'iOJil"-'.,' I •—-. ••'• I | 1972 |
|
SU358098A1 |
| Головка для растачивания кольцевых канавок | 1986 |
|
SU1430184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |